Группа 1 — корпусные детали коробчатой формы в виде параллелепипеда, габаритные размеры которых имеют одинаковый порядок. К этой группе относятся корпуса различных редукторов, корпуса коробок скоростей, коробок передач, корпуса шпиндельных бабок (рис. 3.110, а). В большинстве случаев основными базами таких корпусов являются плоские поверхности, а вспомогательными базами служат главные отверстия и торцы, предназначенные для базирования валов и шпинделей. Конструкция и размеры корпусов зависят от условий размещения в них необходимых деталей и механизмов.

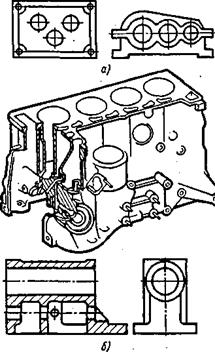
Рисунок 3.110. Виды корпусных деталей:
а — коробчатого типа (цельные и разъемные); б — с гладкими внутренними цилиндрическими поверхностями;
в — корпуса сложной пространственной формы; е — корпусные детали с направляющими поверхностями; д — детали типа кронштейнов, угольников
Они имеют также стенки, ребра и перегородки, повышающие их жесткость. С этой же целью имеющиеся бобышки и приливы на которых расположены главные отверстия, имеют высоту 2,5—3 толщины стенки и диаметр в пределах 1,4—1,6 диаметра отверстия. Корпуса коробчатой формы могут, быть цельные и разъемные. При этом плоскость разъема может проходить по осям главных отверстий.
Гpynna 2 — корпусные детали с гладкими внутренними цилиндрическими поверхностями, протяженность которых превышает их диаметральные размеры. К этой группе относятся блоки цилиндров, двигателей и компрессоров, корпуса различных цилиндров и гидрораспределителей, пневмо- и гидроаппаратура(рис. 3.110, б), а также корпуса задних бабок, обеспечивающие базирование выдвижной пиноли и заднего центра.
В соответствии со служебным назначением к внутренним цилиндрическим поверхностям предъявляют повышенные требования по точности диаметральных размеров и точности формы. Эти цилиндрические поверхности обычно работают на изнашивание. Поэтому к ним предъявляют высокие требования по шероховатости и износостойкости.
Группа 3 — корпусные детали сложной пространственной геометрической формы. К этой группе относятся корпуса паровых и газовых турбин, корпуса центробежных насосов, коллекторов, тройников, вентилей, кранов (рис. 3.110, в). Сложная пространственная форма и геометрические размеры таких корпусов предназначены для формирования требуемых потоков движения газов или жидкостей. К этой группе относятся также сложные по форме корпусные детали ходовой части автомашины (картер заднего моста, корпус поворотного рычага и др.).
Группа 4 — корпусные детали с направляющими поверхностями. Это столы, спутники, каретки, салазки, суппорты, ползуны, планшайбы (рис.3.110, г). В процессе работы эти детали совершают возвратно-поступательное или вращательное движение по направляющим поверхностям, обеспечивая точное относительное перемещение обрабатываемых заготовок или режущего инструмента. Такие корпуса входят в состав несущей системы большинства станков. Требуемая жесткость этих деталей достигается созданием внутренних перегородок и ребер. Отношение высоты плоских столов, спутников, салазок к ширине находится в пределах 0,1—0,18.
Группа 5 — корпусные детали типа кронштейнов, угольников, стоек и крышек (рис.3.110, д). Эта группа объединяет наиболее простые по конструкции корпусные детали, которые выполняют функции дополнительных опор для обеспечения требуемой точности относительного положения отдельных механизмов, валов, зубчатых колес.
Различные базирующие поверхности корпусных деталей с точки зрения их функционального назначения можно отнести к категории основных или вспомогательных. баз. Основными базами, с помощью которых корпусные детали присоединяются к станинам, рамам или другим корпусам, в большинстве случаев являются плоские поверхности или сочетание плоской поверхности и одного или двух базовых отверстий. При этом чаще реализуются схемы базирования, по трем плоскостям или по плоскости и двум отверстиям.
У деталей типа столов, кареток, суппортов комплект основных баз образуется сочетанием определенных поверхностей направляющих. Вспомогательными базами корпусных деталей являются главные отверстия, по которым базируются шпиндели, валы, а также плоские поверхности и их сочетания.
3.7.8 Типовые технологические процессы. Особенности обработки
К деталям класса «Рычаг» относятся: коромысла, тяги, вилки, балансиры, поводки и шатуны. Рычаги являются звеньями кинематических цепей машин, которые выполняют требуемые перемещения деталей с необходимой скоростью или фиксируют их положение относительно других деталей. (Рисунок 3.111)
Детали типа рычагов имеют два или более отверстий, оси которых расположены параллельно или под различными углами.
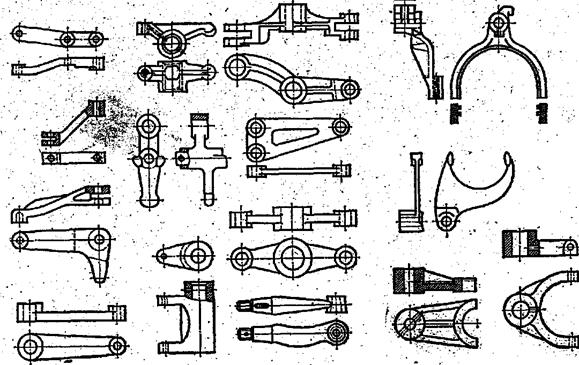
Рисунок 3.111
Заготовки для рычагов изготовляют отливкой, ковкой и штамповкой. Заготовки сложной формы экономичней отливать. Для деталей, работающих под небольшими нагрузками, используется менее дорогой и прочный серый чугун. Нежесткие детали, работающие с толчками и ударами, лучше изготовлять из ковкого чугуна. Стальные рычаги и вилки из углеродистой стали, работающие при значительных нагрузках, для повышения прочности подвергают термической обработке.
Характер обработки рычагов в значительной степени зависят от вида производства. В единичном и мелкосерийном производстве применяют операции разметки: торцов бобышек, пазов, плоскостей, отверстий и др.
В серийном производстве заготовки обрабатывают на универсальных станках с применением различных приспособлений. В крупносерийном и массовом производстве рычаги обрабатывают на универсальных и специализированных станках и автоматических линиях.
Маршрут механической обработки рычагов следующий:
1. последовательная или одновременная обработка торцовых плоскостей бобышек;
2. обработка основных отверстий;
3. обработка шпоночных или шлицевых поверхностей в основных отверстиях;
4. обработка вспомогательных отверстий и нарезание в них резьб.
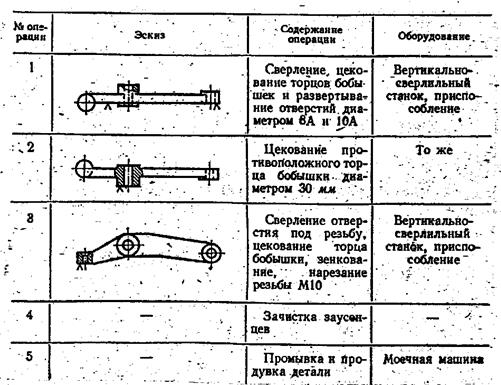
Технологический маршрут обработки рычага с бобышками.

Рисунок 3.112
Таблица