Эффективность применения оборудования с ЧПУ обусловлена:
- повышением точности размеров и форм обрабатываемых поверхностей, особенно сложных фасонных, с большим числом выдерживаемых размеров (здесь точность определяется только правильностью разработки управляющей программы и точностью станка);
• повышением производительности обработки, связанной с| уменьшением доли вспомогательного времени на 30...50 % по сравнению с обычными станками с ручным управлением, а в некоторых случаях с интенсификацией режимов резания (в общем случае производительность обработки возрастает в 2 —6 раз);
• снижением себестоимости обработки, связанной с понижением требований к квалификации станочника и сокращением затрат на приспособления, так как обработка ведется в основном с использованием одного приспособления;
• снижением затрат на специальный и специализированный инструмент, так как применяется, как правило, универсальный режущий инструмент.
Одновременно из-за большой стоимости, сложности наладки и обслуживания оборудования далеко не все заготовки деталей, подлежащих изготовлению на предприятии, целесообразно обрабатывать на станках с ЧПУ.
Технологию обработки деталей для станков с ЧПУ проектируют в основном в той же последовательности, что и для станков с ручным управлением. В качестве отличительных особенностей рассматривают отбор номенклатуры деталей для обработки; технологические требования к чертежам деталей и заготовкам; проектирование технологических операций; выбор оборудования, инструмента и приспособлений; разработку и оформление технологической документации и пр.
Предварительный отбор и группирование заготовок для обработки на станках с ЧПУ. Критерием предварительного отбора заготовок являются технологические возможности обработки на данном станке с ЧПУ.
Предварительно отобранные заготовки разбивают на типы, для которых можно составить общий типовой технологический процесс, и заносят в типовой классификатор. Классификатор содержит эскиз заготовки («слепыш» с соответствующими размерами), номер заготовки, основные размеры, число заготовок для станка, норму времени, расценку (стоимость обработки на данном оборудовании в единицу времени).
Далее устанавливают технико-экономическую целесообразность обработки отобранных заготовок на станках с ЧПУ. В первую очередь отбирают сложные и трудоемкие заготовки с криволинейными участками поверхности.
Отобранные в результате технико-экономического анализа заготовки подвергают дальнейшей классификации по признаку групповой обработки. Формируют конкретный набор режущего инструмента и технологической оснастки для каждой заготовки. Сведения об инструменте и оснастке заносят в специальную таблицу. По данным этой таблицы отбирают заготовки, для обработки которых требуются одинаковые инструменты и приспособления, и на их основе комплектуют группы.
Для каждой группы проектируют заготовку комплексной детали, содержащую все геометрические элементы заготовок данной группы, и заполняют групповой классификатор, в который заносят размеры элементарных поверхностей заготовок каждой группы.
Для каждого типового представителя группы заготовок разрабатывают типовой технологический процесс.
Для компьютерной технологической подготовки и сокращения сроков проектирования технологии используют также технологическую классификацию деталей (ТКД).
ТКД создает предпосылки для решения следующих основных задач:
-анализ номенклатуры деталей по их конструктивно-технологическим характеристикам;
-группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ;
-подетальная специализация производственных подразделений (участков, цехов, заводов);
-повышение серийности и концентрации производства деталей; унификация и стандартизация деталей и технологических процессов их изготовления;
-рациональный выбор типов технологического оборудования; тематический поиск и использование ранее разработанных типовых или групповых технологических процессов;
-автоматизация проектирования деталей и технологических процессов их изготовления.
Исходной информацией при технологической подготовке производства являются конструкторско-технологические коды деталей, которые содержат их конструктивные и технологические характеристики. Структура полного конструкторско-технологического кода детали представлена на рис.3.148
Технологические требования к чертежам и заготовкам деталей. На стадии технологической подготовки производства выполняется подробный анализ конструкторской документации.
Основная цель технологического анализа чертежа детали, обрабатываемой на станке с ЧПУ, — упрощение геометрических форм ее контура, унификация отдельных элементов, обеспечение условий жесткости и устойчивости при обработке, проверка правильности простановки размеров и удобства расположения для облегчения программирования.

Рисунок 3.148
В качестве основных признаков технологичности конструкции детали можно выделить:
-возможность полной обработки заготовки с минимальным числом переустановок;
-унификацию технологических баз, что облегчает установку и закрепление заготовки;
-особенности конструкции, способствующие уменьшению трудоемкости обработки и упрощению подготовки управляющих программ при минимальном числе инструментов;
-достаточную жесткость детали и такую ее конфигурацию, которая позволяет применять при обработке производительный набор инструментов (т.е. допускающий высокие скорости и большие подачи);
-рациональную простановку размеров, облегчающую кодирование при программировании.
Для облегчения программирования необходимо упрощать геометрические образы и типизировать повторяющиеся основные геометрические элементы. Желательно, чтобы обрабатываемые криволинейные поверхности были образованы сочетанием прямых с дугами окружностей. Это позволит использовать оборудование с контурными системами ЧПУ, обеспечивающими линейно-круговую интерполяцию, и не прибегать дополнительно к более сложным методам аппроксимации поверхностей.
Технологичными считают заготовки, обработка которых осуществляется по непрерывному автоматическому циклу (за исключением возможных остановов для ручной смены инструмента, контроля и т.д.). Целесообразно использовать стандартный режущий инструмент, оснащенный многогранными неперетачиваемыми пластинами.
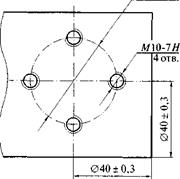
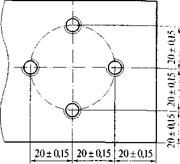
Рис. 3.149. Изменение простановки размеров для обеспечения удобства
программирования
В целях облегчения программирования размеры на чертеже следует представлять в прямоугольной системе координат от единых конструкторских баз заготовки (желательно, чтобы они совпадали с осями координат станка). В отдельных случаях приходится отказываться от принятой в соответствии с ЕСКД системы простановки размеров. Например, крепежные отверстия на определенном диаметре и их число также удобно задать в прямоугольной системе координат (рис. 3.149).
Если обрабатывается сложный криволинейный профиль, то необходимо указать размеры дуг криволинейных участков, центры этих радиусов и точки сопряжения дуг с заданными радиусами. Размеры на чертеже могут быть заданы от единых конструкторских баз, а могут — и цепочкой. В общем случае размеры должны быть проставлены так, чтобы исключить их пересчет с целью облегчения программирования. Для повышения эффективности обработки на станке с ЧПУ базовые поверхности должны быть предварительно обработаны.
Проектирование технологических операций. При разработке структуры операции нужно учитывать некоторые отличия в определении технологической операции для станка с ЧПУ.
Технологическая операция считается единой, если, например, при обработке с переустановкой заготовки не требуется дополнительной наладки станка и используется одна управляющая программа, в которой предусмотрен останов для переустановки заготовки и автоматическая настройка «плавающего нуля». В противном случае операция разбивается на две и более.
Установление последовательности обработки начинают с определения числа установов и позиций заготовок, необходимых для полной обработки.
Первый установ используют в основном для получения полного комплекта технологических баз (однако полный комплект технологических баз желательно получить до обработки на станке с ЧПУ, например на станке с ручным управлением).
Дальнейшую структуру операции строят таким образом, чтобы обеспечить обработку всех предусмотренных операцией поверхностей без смены технологических баз (с одного установа) либо при минимальном числе таких смен.
После назначения числа установов определяют последовательность обработки по зонам, образованным конструктивными особенностями заготовки (внутренние и наружные контуры, приливы, окна и др.). В каждой зоне выделяют отдельные элементы (торец, крепежные отверстия, окна), для которых устанавливают стадии обработки (черновая, чистовая) и требуемые типоразмеры инструмента.
Отдельные элементы, обрабатываемые в пределах одной или нескольких зон, группируют по однотипности используемого инструмента. Это позволяет выбрать необходимый комплект инструментов, определить вместимость магазина, резцедержателя или револьверной головки, а также обеспечить полную обработку заготовки за одну операцию. Последовательность обработки в пределах каждой зоны устанавливают исходя из конструкции заготовки. Однако в любом случае необходимо обеспечить максимальную жесткость на каждом участке обработки.
Несмотря на разнообразие форм обрабатываемых поверхностей, можно установить общую типовую схему обработки, например для токарных станков с ЧПУ: центрование (если диаметр сверла меньше 20 мм); сверление; подрезание торца; черновая обработка основных и дополнительных форм поверхностей; чистовая обработка этих же дополнительных форм поверхностей (так как она может выполняться тем же режущим инструментом, что и черновая обработка); чистовая обработка дополнительных форм поверхностей, не требующая черновой обработки; чистовая обработка основных форм поверхностей.
Поверхности, окончательная обработка которых может производиться проходным или расточным контурным резцом (вспомогательный угол в плане φ1 = 27...30°), относят к основным. Поверхности, для формообразования которых необходим режущий инструмент, отличающийся от контурного резца, относят к дополнительным.
При обработке заготовки в центрах первые три перехода следует исключить.
При обработке сверлом заготовки, установленной консольно в патроне, рекомендуется соблюдать следующий порядок:
-перед сверлением заготовки диаметром менее 20 мм отверстие предварительно обработать центровочным сверлом или сверлом большего диаметра с углом заточки 60...90°;
-сначала использовать инструмент большего диаметра, а затем меньшего.
При проектировании операций для фрезерных станков с ЧПУ соблюдают примерно такую же последовательность. Однако при этом учитывают, что на фрезерных станках с ЧПУ обрабатывают относительно сложные заготовки, отдельные поверхности которых ограничены плоскими или пространственными контурами, обработку осуществляют многолезвийным инструментом с возможностью программирования центра его перемещения, управление ведется по трем координатам.
Базирование заготовок осуществляется либо по трем плоскостям, образующим координатный угол, либо по плоскости и двум технологическим отверстиям.
Приспособления должны обеспечивать достаточную жесткость и быстродействие, сила закрепления должна быть стабильной.
В качестве режущих инструментов чаще всего используют концевые фрезы, причем конструкция инструмента зависит от особенностей обрабатываемых заготовок. Например, для обработки глубоких глухих колодцев необходимы фрезы с большим углом ω наклона стружечной канавки; при обработке тонких и плоских заготовок составляющая сила резания должна прижимать заготовку к установочным элементам приспособления, для этого используют праворежущие с левой спиралью и леворежущие с правой спиралью фрезы; зубья фрезы должны располагаться несимметрично для уменьшения вероятности возникновения вибраций. Диаметр фрезы dф при обработке криволинейного профиля выбирают с учетом вогнутого участка минимального радиуса Rmin:
dф=2(0,8...0,9) Rmin.
Длину режущей части фрезы выбирают на 5... 10 мм больше высоты профиля.
Число технологических переходов и последовательность их выполнения зависят от конфигурации заготовки, требований к точности, шероховатости и т.д.
Технологическая документация для оборудования с ЧПУ. Для операций, выполняемых на станках с ЧПУ, в соответствии с ГОСТ 3.1404—86 заполняют операционную карту (формы 2, 2а, 3) так же, как и для станков с ручным управлением. Кроме того, составляют карту наладки инструмента (формы 4 и 7а по ГОСТ 3.1105—84) и карту кодирования информации (форма 5).
Возможности автоматизации технологических процессов с применением оборудования с ЧПУ. Современные производства характеризуются выпуском изделий широкой, часто изменяемой номенклатуры и сравнительно небольшими по объему программами. С одной стороны, это требует широкой универсальности применяемого оборудования, а с другой, — значительной производительности при условии получения высокой точности и сокращения затрат ручного труда.
Современное автоматизированное оборудование, оснащаемое многоинструментальными магазинами, устройствами для быстрого ввода управляющих программ, компьютерными устройствами ЧПУ, значительно расширяет технологические возможности по обработке деталей машин. Широкоуниверсальное оборудование обеспечивает полную автоматизацию цикла технологических операций, в том числе возможность загрузки заготовок и выгрузки готовых деталей при использовании промышленных роботов, тактовых столов и других устройств. Значительные диапазоны изменения частот вращения и подач, а также возможность управления сразу по нескольким координатам с высокой точностью счета, позволяют обрабатывать детали различных типоразмеров в режимах как предварительной, так и окончательной обработки. Высокая концентрация технологических переходов дает возможность значительно сократить количество оборудования, необходимое для реализации технологических процессов.
Большое количество оборудования с ЧПУ, работающее в полном автоматическом цикле и располагаемое на отдельных участках, создает условия для многостаночного обслуживания
Тема. 3.12. Технология обработки деталей на автоматических линиях
Автоматические линии (АЛ) применяют не только в массовом, но и в крупносерийном производстве, если можно переналаживать линию на обработку валов нескольких типоразмеров. Конструкцию валов, подлежащих изготовлению на АЛ, тщательно отрабатывают на технологичность с учетом объема выпуска, особенностей систем автоматического базирования и транспортирования, применения прогрессивных методов обработки. Заготовки должны иметь стабильность размеров и качества материала, распределения и постоянства припусков и твердости. Недопустимы различного рода дефекты заготовок.
Базирование заготовок при транспортировании должно обеспечивать их устойчивость.
В качестве технологических баз следует использовать поверхности, обеспечивающие свободный ввод, удобную фиксацию и закрепление заготовок при наименьшем числе перемен положения в процессе обработки.
При обработке на АЛ операции разделяют на черновые и чистовые. При разделении технологического процесса на операции, выполняемые на отдельных позициях линии или станка, стараются обеспечить примерно равномерную производительность по каждой единице оборудования. Режимы резания на АЛ рассчитывают после разработки маршрута технологического процесса, выбора оборудования и определения несовмещенного вспомогательного времени. Особенности выбора режимов резания при обработке на АЛ: при увеличении скорости резания сокращается время цикла, но возрастают потери времени на замену инструмента из-за его интенсивного изнашивания. При выборе режимов резания, например скорости резания v, следует рассматривать скорость vmin, при которой себестоимость обработки заготовки будет минимальной, предельную скорость vmax, при которой себестоимость обработки на одном станке становится равной себестоимости обработки на двух станках с более низкими режимами.
Использование для изготовления ступенчатых валов на АЛ заготовок из прутка или цельных болванок усложняет ее структуру, уменьшает производительность и увеличивает себестоимость изготовления деталей. В качестве заготовок на АЛ в основном применяют поковки и штамповки, используют холодное выдавливание, холодную высадку на многопозиционных автоматах.
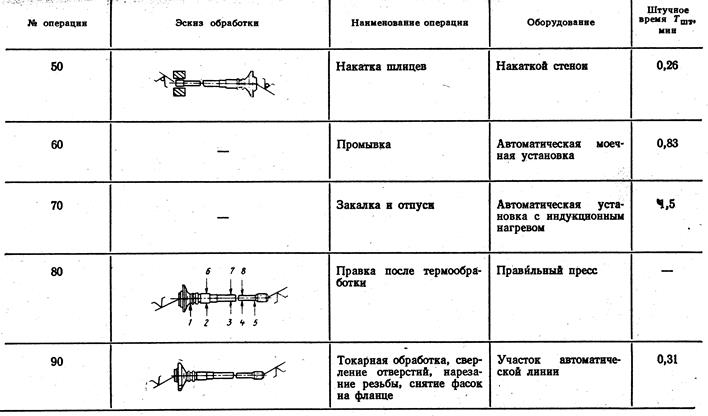
Технологический маршрут изготовления полуоси заднего моста (материал — сталь 35) на автоматической линии Волжского автозавода приведен в таблице. На АЛ выполняется 15 операций. Продольная правка заготовки (операция 10) осуществляется на правильном пресс-автомате. Заготовка вращается зажимным патроном и рихтуется тремя рядами вращающихся валков. На операции 20 дисковой фрезой отрезается прибыльная часть заготовки. Затем на отдельных позициях АЛ выполняются совмещенные во времени подрезка торцов, центрирование и обтачивание двумя вращающимися инструментальными блоками. На операции 50 осуществляется холодное накатывание шлицев с эвольвентным профилем. На операции 70 выполняется термообработка. На операции 80 производится выпрямление вала после закалки. Вал устанавливается на упругие опоры 1— 5 с поджимом центрами. Точки правки указаны стрелками 6 —8. В зоне расположения опор /—5 установлены индикаторы, по показаниям которых ведется правка. Шлифование (операция 110) выполняется на полуавтоматах с заправкой круга под углом 30° со ступенчатым профилем. Полирование осуществляется полировальной лентой в среде керосина
 Технологический маршрут изготовления полуоси заднего моста
Технологический маршрут изготовления полуоси заднего моста