Наружные поверхности вращения обрабатываются различными методами: точением, шлифованием, суперфинишированием, полированием, притиркой, отделочно-упрочняющей обработкой, поверхностным пластическим деформированием.
Точение
подразделяется на черновое, получистовое, чистовое и тонкое (алмазное). При черновом точении снимают большую часть общего припуска и напуска с приданием заготовке формы, приближающейся к форме детали.
Черновая обработка характеризуется:
1. наибольшей величиной припуска и его неравномерным расположением по поверхности заготовки;
2. большими значениями глубины срезаемого слоя и подачи и малой скоростью резания;
3. применением станка с достаточной мощностью, а приспособления с большим усилием зажима, т.к. возникают большие силы резания;
4. невысокой точностью обработки 12-14 квалитета и шероховатостью поверхности Ra=12,5 - 6,3 мкм вследствие интенсивного износа режущего инструмента и станка.
При черновом точении ступенчатого вала используют 3 схемы обработки;

Рисунок 3.4
АБВ - ступени вала; 1,2,3,4 - номера переходов.
На выбор той или иной схемы влияют величина припусков на отдельных ступенях вала и соотношение размеров ступеней: диаметра и длины. Схема, обеспечивающая наименьшее время обработки, наиболее выгодна.
Получистовое точение позволяет получить точность - 10-12 квалитета, параметр шероховатости Rz=10...80 мкм.
Чистовое точение позволяет получить точность 8-10 квалитета, параметр шероховатости Ra=0,8...2,5 мкм. Как правило, чистовое точение проводится алмазными резцами или резцами, оснащенными твердым сплавом или керамикой при высоких скоростях резания (v=800-1000м/мин) и малых подачах (Sо=0,03-0,08мм).
Чистовая обработка характеризуется:
1. малой величиной припуска и расположением его на отдельных ответственных поверхностях;
2. использованием станка, инструмента и приспособления повышенной точности
3. весьма малыми значениями подачи и глубины резания и большими значениями скорости резания;
Тонкое (алмазное) точение позволяет обеспечить точность 6-7 квалитета и параметр шероховатости Ra=0,1...0,6 мкм. Тонкое (алмазное) точение, как правило, применяется для отделочной обработки деталей из цветных металлов и сплавов (бронзы, латуни, алюминиевых сплавов и т.п.) и для деталей из высокопрочных чугунов и закаленных сталей. Для повышения производительности труда при точении наружных поверхностей вращения применяется многорезцовая обработка.
В качестве приспособлений для токарных работ используются в основном патроны и центры.
Патроны могут быть кулачковые, поводковые, цанговые.
Центры бывают нормальные, сферические, срезанные и рифленые (Рис 3.5).

Рисунок 3.5 Центры для токарных работ: а) рифленый, б) срезанный
Шлифование
Шлифование наружных поверхностей вращения может проводиться периферией и торцом абразивных или алмазных кругов, конечными или бесконечными лентами и лепестковыми кругами. Шлифование, как и точение, может быть черновым, получистовым, чистовым и тонким; оно может осуществляться с продольной или радиальной подачей. Черновое шлифование обеспечивает точность 8-9 квалитета и параметр Rz=5...12,5 мкм; получистовое - точность 7-8 квалитета и параметр Ra=0,63...3,0 мкм; чистовое - точность 6-7 квалитета и параметр Ra=0,2...0,25 мкм; тонкое - точность 5-6 квалитета и параметр Ra=0,05...0,25 мкм.
Шлифование осуществляется с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов.
Шлифование наружных поверхностей бывает двух видов:
- круглое наружное центровое;
- наружное бесцентровое
При круглом наружном центровом шлифовании применяют методы:
1метод - продольной подачи, для обработки длинных деталей. Обработка производится за один (два) хода. Глубина резания 0,03 - 0,1мм; продольная подача предварительного шлифования Sд=(0,5 - 0,8)H; чистового шлифования SД=(0,2 - 0,3)Н, где Н - высота круга.
Основное время для круглого шлифования с продольной подачей определяется по формуле
То =(L/nS)(a/Sпоп)k=(L/n Sд Bк) (a/Sпоп)k
где L - длина продольного хода стола в мм,
при шлифовании на проход L= Lo-(0.2÷04)Bк;
при шлифовании в упор L= Lo-(0.4÷0,6)Bк
L0 -длина шлифуемой поверхности;
а – припуск насторону в мм;
n- число оборотов детали в минуту;
S - продольная подача в мм на один оборот детали;
Sпоп - поперечная подача круга за один проход (глубина резания) в мм;
Sд- продольная подача в долях высоты круга на один оборот детали;
ВК(Н) -высота круга в мм;
k - коэффициент, учитывающий точность шлифования
при точности шлифования
0,10 - 0,15 k=1,1
0,07-0,09 k=1,25
0,04-0,06............................ k=1,4
0,02-0,03............................. k=1,7

Рисунок 3.6
2 метод - поперечной подачи, используется для обработки деталей, у которых длина обрабатываемой поверхности меньше ширины круга. Глубина резания принимается равной 0,1 - 0,4мм; S0C =l - 6 мм/об
Основное время для круглого наружного шлифования с поперечной подачей определяется по формуле
To=(a/nSnоп)*k
где Snоп - поперечная подача на один оборот детали (глубина резания) в мм.

Рисунок 3.7
3-метод -глубинной подачи применяется для обработки коротких, но жестких деталей. Обработка производится конусными или ступенчатыми кругами с использованием большой поперечной и малой продольной подачи.

Рисунок 3.8
При наружном бесцентровом шлифовании применяют также методы продольной и поперечной подачи шлифовального круга. При бесцентровом шлифовании деталь не закрепляется в центрах, а свободно помещается между двумя шлифовальными кругами, один из которых - большего диаметра является шлифующим, а круг меньшего диаметра - ведущим кругом, который вращает деталь и сообщает ей продольную и поперечную подачу. Шлифующий круг вращается с окружной скоростью 30 - 35 м/сек. Ведущий круг имеет скорость 20-30м/мин„ Обрабатываемая деталь поддерживается опорой со скосом, имеющей форму ножа. Благодаря скосу, направленному в сторону ведущего круга, деталь прижимается к этому кругу.
На бесцентрово-шлифовальных станках можно шлифовать детали, имеющие форму тела вращения с цилиндрическими, коническими и фасонными поверхностями.
Шлифование методом продольной подачи применяют для шлифования валов, втулок и других деталей цилиндрической формы (без буртиков); шлифуемая деталь поступает с одной стороны станка, а выходит с другой. Для осуществления этого движения ведущий круг устанавливается под углом наклона α-1÷5° к оси шлифуемого круга. С изменением угла наклона ведущего круга изменяется и величина подачи: чем больше угол, тем величина подачи больше, и шероховатость шлифованной поверхности увеличивается.
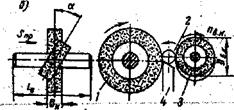
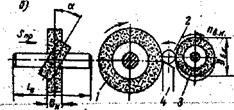
Рисунок 3.9. Схема бесцентрового шлифования с продольной подачей.
1 - шлифовальный круг; 2 - обрабатываемая деталь; 3 - ведущий круг;
4-опора (нож)
Шлифование способом поперечной подачи (врезания) осуществляется поперечной подачей ведущего круга по направлению к шлифующему кругу. Перед этим деталь укладывается на опору сверху или сбоку. По окончании шлифования детали, когда достигнут необходимый размер, ведущий круг отводится, деталь снимается и закладывается новая. При этом способе оси ведущего и шлифующего кругов параллельны. Подача ведущего круга принимается от 0,003 до 0,01 мм на один оборот детали. Шлифование способом врезания применяется главным образом при обработке деталей с буртиком или имеющих форму конуса.

Рисунок 3.10. Схема бесцентрового
шлифования с поперечной подачей.
Круглошлифовальные и бесцентрово-шлифовальные станки легко автоматизируются и встраиваются в автоматические линии.
Бесцентрово-шлифовальные станки обладают рядом преимуществ перед обыкновенными круглошлифовальными станками:
1) более высокая производительность, что является основным
преимуществом. При сквозном шлифовании подача, достижение необходимого размера, удаление детали со станка и другие действия совершаются автоматически; рабочий только закладывает новые детали в станок и наблюдает за ходом процесса шлифования;
2) не требуется центрования деталей, благодаря чему можно назначать меньший припуск под шлифование, т.к. исключаются ошибки, возникающие из-за неправильного центрования;
3) нет необходимости применять люнеты при шлифовании длинных валов (до 6м);
4) не требуется высокой квалификации рабочего;
5) станок легко автоматизируется и встраивается в автоматические линии.
Однако бесцентровое шлифование имеет ряд особенностей, что ограничивает его применение. К этим особенностям относятся:
1) нельзя достигнуть точной концентричности наружной и внутренней цилиндрических поверхностей;
2) у ступенчатых валиков нельзя шлифовать каждую ступень отдельно, т.к. не обеспечивается концентричность окружностей ступеней;
3) настройка и регулировка бесцентрово-шлифовальных станков требуют значительной затраты времени, что целесообразно при крупносерийном и массовом производстве.
Для автоматического обеспечения точности размеров и шероховатости как при точении, так и при шлифовании используют различные адаптивные системы управления процессами обработки. При необходимости улучшения качества наружных поверхностей вращения применяют отделочную обработку.
Отделочная обработка
К ней относятся: суперфиниширование, полирование, притирка, хонингование.
Суперфиниширование
Суперфиниширование (рисунок 3.11)осуществляется мелкозернистыми абразивными или алмазными брусками за счет их осциллирующего движения в сочетании с вращением и продольной подачей детали или брусков. Суперфиниширование, как правило, осуществляется после чистового шлифования и позволяет получить точность 5 квалитета и параметр Rz=0,03...0,l мкм, уменьшить на 50...80% овальность, огранку и волнистость.

Рисунок 3.11
Полирование, как правило, осуществляется мягкими кругами (войлок, фетр, парусина, кожа), с нанесенными на них мелкозернистыми абразивными или алмазными порошками, смешанными со смазкой Для обработки наружных поверхностей вращения вместо кругов широко используют полировальные ленты. Достигаемый параметр шероховатости Rz=0,05 мкм. Точность и погрешность формы определяется предварительной обработкой.
Для полирования, а иногда и шлифования наружных поверхностей вращения, применяют и магнитно-абразивную обработку.
Притирка наружных цилиндрических поверхностей выполняется притирами, изготовленными из чугуна, бронзы или меди, которые обычно предварительно шаржируются абразивным или алмазным микропорошком с маслом или специальной пастой. Достигаемая точность 4-5 квалитета, параметр шероховатости Rz=0,05..0,l мкм.
Притирку осуществляют как вручную, так и на специальных станках (рис.3.12).

Рисунок 3.12 1- станина; 2,4 - притирочные диски;
3 - сепараторный диск; 5 колонна
Диск 4 имеет одновременно вращательное движение и вертикальное перемещение. Сепараторный диск 3 имеет радиальные гнезда, в которые помещаются обрабатываемые заготовки (схема б). При работе станка заготовки, помещенные между дисками, совершают сложное движение (схема в).
Припуски для притирки поверхностей тел вращения составляет 0,05...0,1мм на диаметр.
 Хонингование. Этот вид обработки чаще используется для отделки отверстий, однако на практике применяется и для отделки наружных поверхностей тел вращения, в частности шеек коленчатых валов.
Хонингование. Этот вид обработки чаще используется для отделки отверстий, однако на практике применяется и для отделки наружных поверхностей тел вращения, в частности шеек коленчатых валов.
Рисунок 3.13
Для повышения эксплуатационных показателей наружных поверхностей вращения широкое применение имеет отде лочно-упрочняющая обработка поверхностным пластическим деформированием (ОУО ППД) (накатывание, выглаживание, вибронакатывание, обработка инструментами центробежно-ударного действия, электромеханическая обработка), нанесение покрытий (мягких, твердых, многослойных) и легирование поверхностей.
Накатывание может проводиться роликами или шариками. Оно применяется как для упрочнения поверхностного слоя, так и для уменьшения высотных параметров шероховатости и увеличения ее несущей способности: Ra=0,05 мкм.
Вибронакатываиие может применяться как для отделочно-упрочняющей обработки наружных поверхностей вращения, так и для увеличения маслоемкости опорных поверхностей трения валов, шпинделей. Сущность вибронакатывания заключается в том, что на движение подачи рабочего шарика накладываются его колебательные движения (рис.3.14).

Рисунок 3.14
Схема вибронакатывания
Широкое распространение для повышения сопротивления усталости деталей в авиационной промышленности получила центробежно – ударная обработка (рис. 3.15). В инструментах центробежно-ударного действия рабочие шарики или ролики определенной массы размещают в радиальных пазах диска или сепаратора в определенном порядке. Это позволяет за счет заданных частот вращения инструмента и детали и продольной подачи обеспечить необходимое число ударов, определенной силы на каждый 1 мм2 обрабатываемой поверхности. Параметр шероховатости поверхности снижается с Ra=l,0...2,5 мкм до Ra=0,2...0,8мкм и может достигать Ra=0,05 мкм

Рисунок 3.15 Схема обработки центробежно-ударным инструментом:
1 - обрабатываемая деталь; 2 - инструмент центробежно-ударного действия; 3 - рабочие шарики; 4 - сепаратор
Электромеханическая обработка (ЭМО) позволяет значительно повысить поверхностную твердость, уменьшить параметр исходной шероховатости в 5-15 раз (например, с Ra=l мкм до Ra=0,08 мкм) при незначительных рабочих усилиях. Это обеспечивается нагревом зоны контакта рабочего ролика и обрабатываемой поверхности при пропускании через него тока большой силы (I=200...1500 А) (рис. 3.16). Для повышения коррозионной стойкости и износостойкости валов и штоков или отдельных их рабочих поверхностей могут применяться различные покрытия или легирование. Как правило, гальванические способы нанесения покрытий (хромирование, кадмирование, свинцевание, никелирование) применяют для защиты от коррозии. Механические, лазерные и ионно-плазменные методы нанесения покрытий и легирования поверхностей служат для повышения износостойкости рабочих шеек валов, штоков, шпинделей.

Рисунок 3.16 1 - обрабатываемая деталь; 2 - рабочий ролик; 3 - трансформатор
3.1.7. Выбор методов обработки.
Методы окончательной обработки всех поверхностей заготовки (вала) и промежуточных операций выбирают исходя из требований, предъявляемых к точности размеров и качеству поверхностей, с учетом характера исходной заготовки, свойств обрабатываемого материала и условий производства.
Для предварительного выбора методов обработки отдельных поверхностей заготовки (вала) используются данные справочных таблиц экономической точности и качества обработки различными методами.
В связи с тем, что одинаковые точность обработки и качество обработанной поверхности могут быть достигнуты различными методами, после предварительного выбора нескольких возможных технологических подходящих методов обработки следует провести их сопоставление по производительности и технологической себестоимости. При назначении метода обработки следует стремиться к тому, чтобы число переходов при обработке каждой поверхности заготовки было минимальным. Желательно, чтобы одним и тем же способом обрабатывалось возможно большее число поверхностей заготовки. Это даст возможность разработать высокопроизводительные концентрированные операции с максимальным совмещением обработки поверхностей, сократить общее число операций и установов, длительность цикла обработки, повысить производительность обработки.
Если выбранный метод окончательной обработки отдельных поверхностей, как правило, не может обеспечить экономичное получение требуемых точности и качества поверхности непосредственно из исходной заготовки, то возникает необходимость создания промежуточных операций или переходов, по мере выполнения которых достигается постепенное повышение точности размеров и качество поверхностей до требуемых значений в соответствии с чертежом детали. Так, например, требуется обработать наружную поверхность вала с точностью по 5-му квалитету и с параметром шероховатости Ra=0,08 мкм, а заготовкой служит прокат. Данная точность размера и шероховатость поверхности в соответствии со справочными данными достигается одним из методов доводки. Однако известно, что доводка экономична лишь при условии снятия припуска 0,01...0,02 мм на диаметр. Это означает, что предыдущая операция должна дать точность заготовки под доводку в пределах допуска 0,003...0,005 мм (операционный допуск должен быть в 2-4 раза меньше припуска на последующую операцию) при шероховатости Ra=0,3 мкм. Методом обработки, обеспечивающим достижение такой точности является чистовое шлифование, снимающее припуск порядка 0,05 мм на диаметр.








