

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Нарезание цилиндрических зубчатых колес с прямым зубом можно выполнять на горизонтальных и вертикальных фрезерных станках при помощи делительной головки. Дисковые модульные фрезы изготавливаются набором из 8 или 15 щтук для каждого модуля. Набор из 8 штук позволяет получить зубчатое колесо 9 степени точности, но для изготовления более точных колес требуется набор из 15 или 26 штук. Такое количество фрез в каждом наборе необходимо потому, что для различного числа зубьев колес размеры впадин между зубьями различны. Каждая фреза предназначена для определенного числа зубьев.
Зубчатые колеса обычно нарезаются по одной или по несколько штук на оправке, что увеличивает производительность труда за счет времени, затрачиваемого на врезание и выход фрезы и за счет вспомогательного времени.(Рисунок 3.122)


Рисунок 3.122
Основное время при нарезании прямых зубьев цилиндрических зубчатых колес модульной дисковой фрезой на зубофрезерном станке с автоматическим делительным механизмом определяется по формуле:
 (1)
(1)
где lo- длина нарезаемого зуба в мм; lвр – длина врезания в мм; lп – длина перебега в мм; Sр.х. – минутная подача при рабочем ходе в мм/мин; Sоб.х. – минутная подача обратного хода; Z – число зубьев нарезаемого колеса; i – число ходов; m – число одновременно нарезаемых зубчатых колес; τ – время на поворот заготовки на 1 зуб в мин.
Величина врезания lвр (мм) определяется по формуле:
 (2)
(2)
где h – глубина прорезаемой впадины между зубьями в мм; Dф – диаметр фрезы в мм.
Дисковыми модульными фрезами можно обрабатывать цилиндрические зубчатые колеса с косым зубом, поворачивая фрезу на угол наклона зуба.
Пальцевыми модульными фрезами нарезают зубья средних и крупномодульных цилиндрических и шевронных колес. (Рисунок 3.123)
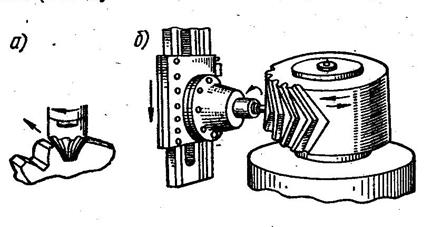
Рисунок 3.123
Нарезание зубчатых колес дисковыми и пальцевыми модульными фрезами применяется преимущественно в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков, т.к. такой способ нарезания дает сравнительно малую производительность и точность 9-11 степеней.
Долбление зубьев с помощью многорезцовой головки заключается в том, что все зубья изготовляемого зубчатого колеса обрабатываются одновременно набором профильных резцов, число которых равно числу зубьев обрабатываемого колеса. Резцы расположены в точных радиальных пазах неподвижной резцовой головки. Заготовка устанавливается на оправку шпинделя станка, расположенную вертикально и имеющую возвратно-поступательное движение вверх и вниз. Когда оправка при каждом ходе идет вверх, заготовка проходит внутрь неподвижной резцовой головки и все резцы одновременно нарезают зубья.
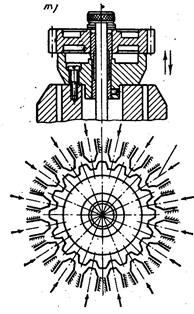
Рисунок 3.124
Перед началом рабочего хода все резцы одновременно перемещаются в радиальном направлении. Когда оправка при каждом ходе идет вниз, резцы в головке отодвигаются в радиальном направлении с целью уменьшения трения задних поверхностей резцов об обрабатываемую поверхность зубьев.
Т.к. при этом методе происходит долбление всех впадин зубьев одновременно, то такие станки, отличаются большой производительностью, по сравнению с другими станками, но точность обработки на них значительно ниже. Поэтому на таких станках производят в основном предварительное нарезание зубьев, которые подлежат дальнейшей обработке. К таким станкам относятся модели: 5110.5120, 5130.
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

