Обработка заготовки расчленяется на следующие операции:
1) предварительная обработка отверстия;
2) окончательная обработка отверстия;
3) предварительная токарная обработка наружных поверхностей;
4) окончательная токарная обработка наружных поверхностей.
При необходимости проводят дополнительные операции механической обработки в соответствии с указаниями, приведенными на рабочем чертеже детали (например, фрезерование шпоночного паза или шлицев на валике зубчатого колеса, сверление отверстий, нарезание резьбы и т. д.).
При обработке зубчатых колес, как цилиндрических, так и конических, базирование производится по центровым отверстиям или по точно обработанному отверстию зубчатого колеса.
Цилиндрические и конические зубчатые колеса с хвостовиком (валиком) обрабатываются в центрах.
Обработка зубчатых колес этого типа ничем не отличается от обработки обычных валиков, технологический процесс изготовления которых рассмотрен выше.
В мелкосерийном и серийном производствах зубчатые колеса обрабатываются на револьверных и токарных станках; в крупносерийном и массовом производствах — на горизонтальных и вертикальных токарных полуавтоматах и переналаживаемых автоматических линиях.
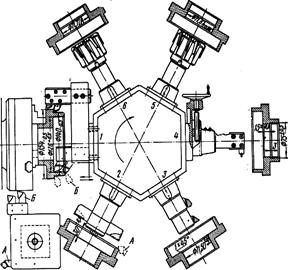
Рисунок 3.145 Технологическая наладка обработки зубчатого колеса
на револьверном станке
При использовании револьверного станка вся обработка заготовки с одной стороны производится полностью с одновременной окончательной обработкой отверстия. Схема такой технологической наладки показана на рис. 3.145
Основными видами приспособлений, применяемых в операциях первого этапа, являются токарные оправки для обточки цилиндрических шестерен класса «втулка», обеспечивающие получение концентричности наружной и внутренней цилиндрических поверхностей заготовки зубчатого колеса, приспособления для установки зубчатого колеса на внутришлифовальном станке при шлифовании отверстия и торца.
На рисунке 3.146 приведена наиболее распространенная конструкция центровой оправки. Оправка одним концом устанавливается в коническую втулку шпинделя станка и другим концом на центр задней бабки. Вращение оправки осуществляется связанной с фланцем шпинделя муфтой с двумя торцевыми пазами через палец, запрессованный в оправку и входящий в пазы муфты. Чтобы при закреплении заготовки исключить влияние возможной непараллельности левого по рисунку торца опорному торцу, под гайку подкладывается сферическая шайба.
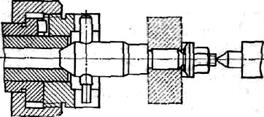
Рисунок 3.146
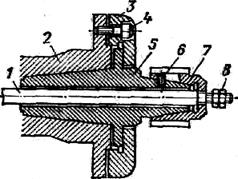 В массовом и крупносерийном производстве находят также применение шпиндельные оправки с винтовым и пневматическим зажимами. На рис. 3.147 изображена шпиндельная цанговая шлицевая оправка с пневмозажимом. Корпус 5 оправки вставляется в конус шпинделя 2 и закрепляется шайбой 3, прижимаемой к фланцу шпинделя тремя винтами 4. Шлицевая цанга 7, сидящая на конусе оправки, имеет четыре разреза и один замкнутый паз, через который проходит винт 6, удерживающий цангу от спадания с корпуса. Тяга /.связанная с пневмоцилиндром, проходит через оправку и цангу, а на ее резьбовой хвост навинчены гайки 8, с помощью которых регулируется зажатие цанги. Рисунок 3.147
В массовом и крупносерийном производстве находят также применение шпиндельные оправки с винтовым и пневматическим зажимами. На рис. 3.147 изображена шпиндельная цанговая шлицевая оправка с пневмозажимом. Корпус 5 оправки вставляется в конус шпинделя 2 и закрепляется шайбой 3, прижимаемой к фланцу шпинделя тремя винтами 4. Шлицевая цанга 7, сидящая на конусе оправки, имеет четыре разреза и один замкнутый паз, через который проходит винт 6, удерживающий цангу от спадания с корпуса. Тяга /.связанная с пневмоцилиндром, проходит через оправку и цангу, а на ее резьбовой хвост навинчены гайки 8, с помощью которых регулируется зажатие цанги. Рисунок 3.147
При движении тяги влево она натягивает цангу на конус и закрепляет деталь; при движении тяги вправо она своим буртом стягивает цангу с корпуса оправки, в результате чего цанга получает возможность сжаться и освободить деталь. Преимущество таких оправок заключается в том, что при серийном производстве на один и тот же корпус могут надеваться цанги различного диаметра и перестройка обработки с одной детали на другую производится только заменой цанги.








