В машиностроении большинство деталей получают окончательные формы и размеры в результате механической обработки заготовки резанием.
Процесс обработки резанием осуществляется последовательным удалением режущим инструментом тонких слоев материала в виде стружки с поверхностей заготовки до получения необходимой формы и размеров детали.
Основным элементом режущего инструмента, которым производится отделение стружки от заготовки, является клин, заостренный под углом β (рис. 1).


Рис. 1. Работа режущего инструмента:
а — клина, б — резца; 1 — стружка, 2 — резец, 3 — заготовка, 4 — толщина снимаемого слоя материала; P — сила, действующая при работе резца и клина; β — угол заострения
На токарно-револьверном станке образование стружки происходит при перемещении инструмента относительно вращающейся заготовки.
Вращательное движение заготовки называетсяглавным, а поступательное движение режущего инструмента — движением подачи.
При обработке детали различают также вспомогательные движения, которые обеспечивают транспортирование и закрепление заготовки на станке, включение, изменение скоростей станка и др.
Для обработки заготовки необходимо установить наиболее рациональные режимы резания, т. е. скорость резания, величину подачи, глубину резания.
Скоростью резания называется длина пути режущей кромки инструмента относительно обрабатываемой поверхности заготовки в единицу времени (например, м/мин) и обозначается буквой v.
Подачей называется величина перемещения режущей кромки инструмента за один оборот заготовки. Подача измеряется в миллиметрах на один оборот детали (мм/об) и обозначается буквой s.
Подача может быть продольной и поперечной.
Подача называется продольной, если инструмент перемещается параллельно оси вращения детали, и поперечной, если инструмент перемещается перпендикулярно этой оси (рис. 2).

Рис. 2. Основные поверхности обрабатываемой заготовки и основные движения, осуществляющие процесс резания
Глубиной резания называется величина снимаемого слоя металла, измеренная по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется в мм и обозначается буквой t.
У обрабатываемой детали различают следующие поверхности:
обрабатываемая — поверхность, с которой снимают стружку;
обработанная — поверхность, полученная после снятия стружки;
поверхность резания — поверхность, переходная между обрабатываемой и обработанной поверхностями, образованная режущим инструментом.
Стружка в процессе резания образовывается силой резания Р, преодолевающей сопротивление металла резанию.

Рис. 3. Силы, действующие на резец в процессе резания: 1 — резец, 2 — заготовка
Сила резания P (кгс) при обработке точением разлагается на три составляющие (рис. 3):
тангенциальную Pz, направленную вертикально вниз и определяющую мощность, потребляемую главным движением станка;
радиальную Рy, направленную вдоль поперечной подачи, она отжимает резец и учитывается при расчете прочности инструмента и устройства механизма поперечной подачи станка;
осевую Px, направленную вдоль продольной подачи, она стремится отжать резец в сторону револьверного суппорта и учитывается при определении величины допустимой нагрузки на резец и механизмы станка при продольной подаче.
Между тремя составляющими силы резания существует примерно следующее соотношение:
Рz: Рy: Рx = 1: (0,25... 0,5): (0,10... 0,25).
Сила резания Р в большинстве случаев примерно на 10% больше составляющей Рz. Это позволяет многие практические расчеты производить не по силе Р, а по силе Рz.
элементам режима резания относятся: скорость – V (м/мин), подача – S0 (мм/об), глубина резания – t (мм), основное технологическое время Т (мин).
Скорость резания – перемещение обрабатываемой поверхности заготовки в единицу времени относительно режущей кромки инструмента.
 (1)
(1)
где n – частота вращения (об/мин).
Подача – величина перемещения режущей кромки резца (РИ) в направлении движения подачи. Рассматривают подачу на оборот Sо, мм/об – перемещение РИ в направлении движения подачи за один оборот заготовки; минутную подачу Sмин или скорость движения подачи V - перемещение РИ в направлении движения подачи за одну минуту.
Sмин = S0n. (2)
Глубина резания – величина слоя материала снимаемого за один проход инструмента, рассматриваемого как расстояние между обрабатываемой и обработанной поверхностями.
 . (3)
. (3)
Основное технологическое время – время затрачиваемое непосредственно на процесс снятия стружки.
 , (4)
, (4)
где l – длина обработанной поверхности, мм; у - величина врезания инструмента, мм; D - величина перебега инструмента, мм.
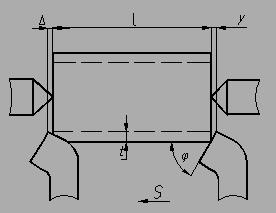
Рис. 2. Схема рабочего хода токарного резца
В результате перемещения резца вдоль заготовки в процессе резания можно рассматривать сечение срезаемого слоя, получаемого при смещении резца на величину подачи.
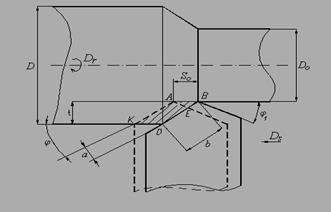
Рис. 3. Геометрические параметры срезаемого слоя при токарной обработке
Геометрические параметры срезаемого слоя:
- b– ширина срезаемого слоя – расстояние между обрабатываемой и обработанной поверхностями измеренное вдоль главной режущей кромки: 
- a – толщина срезаемого слоя – расстояние между двумя последовательными положениями поверхности резания: a=S×sinj;
- F – площадь срезаемого слоя: F=St=ab.
При изучении процесса резания рассматривают номинальную площадь срезаемого слоя АВДК, действительную – АЕDК и остаточную – АВЕ. По остаточной площади АВЕ можно приближенно судить о шероховатости обработанной поверхности (рис. 4). На рис. 4 высота остаточного гребешка h – высота микронеровностей.

Рис. 4. Схема расчета шероховатости обработанной поверхности








