Для обработки поверхностей тел вращения на машиностроительных и ремонтных заводах применяют следующие разновидности (типы) станков токарнойгруппы: автоматы и полуавтоматы, револьверные, сверлильно-отрезные, карусельные, универсальные токарно-винторезные, лобовые, многорезцовые, копировальные и специализированные.
Наибольшее применение имеют универсальные токарно-винторезные станки, на которых могут выполняться все виды токарных работ:
- обтачивание наружных и внутренних цилиндрических, конических, ступенчатых, эксцентричных и фасонных поверхностей;
- подрезание торцов и получение центровочных гнезд;
- обработка отверстий осевым инструментом;
- нарезание наружной и внутренней резьб.
Устройство токарно-винторезного станка, инструмент и принадлежности будут изучены далее. Рассмотрим характерные особенности некоторых типов станков токарной группы.
Карусельные станки
На карусельных стенках обрабатывают детали тел вращения больших диаметров при относительно малой высоте (маховики, шкивы, колеса и др.).
Ось вращения обрабатываемых деталей вертикальна, что упрощает установку на станок заготовок большой массы.
Карусельные станки могут иметь два или четыре суппорта, одну или две станинные стойки и круглый вращающийся стол (планшайбу). Один из суппортов (верхний) оснащен револьверной головкой для закрепления режущих инструментов.
На карусельных станках можно выполнять все виды токарных работ, кроме нарезания резьб резцами, т.к. в кинематической цепи карусельных станков нет винторезной цепи.
Револьверные станки
Револьверные станки предназначены для серийного изготовления деталей с поверхностями вращения из прутка различной формы или штучных заготовок, полученных отливкой, штамповкой или ковкой.
Револьверные станки разделяют:
а) по виду заготовки - прутковые и патронные;
б) по расположению оси револьверной головки - с вертикальной и горизонтальной осью головки;
в) по числу гнезд в головке для инструмента - 4-х, 6-ти и 16-ти позиционные;
г) по степени автоматизации - обычные и полуавтоматы.
Револьверные станки, в отличив от токарно-винторезных, вместо задней бабки имеют револьверную головку (круглую или шестигранную) - поворотный механизм для установки различных инструментов. Револьверная головка имеет только продольную подачу, поперечная подача осуществляется поперечным суппортом.
Время обработки детали на револьверном станке значительно меньше, чем на обычном токарном, вследствие сокращения времени на перестановку инструментов, применения отключающих упоров и одновременной работы нескольких инструментов.
На револьверных станках, как и на карусельных, отсутствует винторезная цепь, поэтому резьбу можно нарезать только специальными инструментами: плашками, метчиками, резьбонарезными головками и др.
Понятие «металлообработка» подразумевает обработку металла с помощью различных станков, приспособлений или вручную. Токарные работы являются одним из самых распространенных способов обработки металла при помощи станков.
Суть самого процесса токарных работ заключается в удалении специальными резцами лишнего металла с металлических заготовок цилиндрической формы при вращении этой заготовки. Обработка заготовки производится до тех пор, пока ее диаметр не будет необходимого размера, то есть, когда заготовка станет готовой деталью.
Помимо своей основной функции, обработки резцами цилиндрических деталей, с помощью токарных станков производится сверловка отверстий в деталях - рабочим инструментом в этом случае является сверло, которое крепится в токарный патрон; с помощью токарных станков можно нарезать внутреннюю и наружную резьбу на деталях - рабочими инструментами в этом случае являются метчики и плашки, причем, для нарезания внутренней резьбы используют метчики, а для внешней - плашки; можно производить зенкование отверстий, то есть, делать их различными по диаметру по толщине заготовки – рабочим инструментом здесь являются специальные резцы. На токарных станках можно изготавливать разнообразные цилиндрические детали: втулки, валы, шайбы, гайки, шкивы. Под «рабочими инструментами» или «станочной оснасткой», подразумевают все те приспособления, при помощи которых заготовки обрабатываются, благодаря которым получаются готовые детали. К этому оборудованию относят металлорежущие резцы, плашки, метчики,зенкеры, сверла. Процесс токарной обработки металлических деталей состоит из нескольких технологических операций. Заготовка, с помощью специальных «губок», закрепляется в шпиндель, вращающуюся часть токарного станка. Шпиндель может совершать только вращательное движение. В подвижной части станка, суппорте, крепится резец, который движется в двух плоскостях. Заготовка, закрепленная в шпинделе, совершает вместе с ним вращательное движение. К ней плавно подводится резец, который, за счет усилия, подаваемого на него, производит поступательное движение вперед и врезается на определенную глубину в «тело» заготовки. Эта глубина может регулироваться перемещением резца. Делая большую подачу резца и увеличивая число оборотов шпинделя, можно снимать большее количество металла, и наоборот. На любой материал (обрабатывать на токарном станке можно не только металл, но и дерево, и пластик), на каждую определенную степень обработки поверхности, можно установить свои определенные усилия подачи резца и скорости вращения.
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при l/d<4 (где l — длина обрабатываемой детали, d — ее диаметр) закрепляют в патроне, при 4 < l/d — в центрах или в патроне с поджимом задним центром, при l/d > 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок 2 (рис. 7), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис. 7, а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
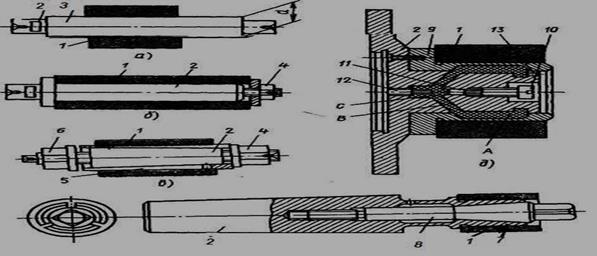
Рисунок 7 Токарные оправки (а, б, в, г, д)
Заготовку 1 можно закрепить на цилиндрической оправке 2 с помощью гайки 4 и быстросменной шайбы (рис. 7, б). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Когда отверстия заготовки имеют значительно большие отклонения диаметру, применяют разжимные (цанговые) оправки (рис. 7, в). Цанга 5 представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1,— цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 c гайкой 4, а освобождают противолежащей гайкой 6, предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельнуюоправку 2 (рис. 7, г) конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7. Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой (рис. 7, д). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
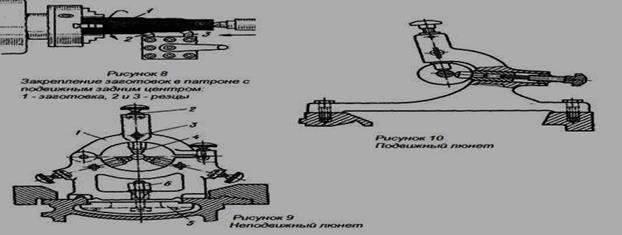
Для заготовок при длине выступающей части из кулачков патрона более 2— 3 диаметров в качестве второй опоры используют задний центр (рис. 8). Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12—15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.
Неподвижныйлюнет (рис. 9) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис. 10) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
 Для обработки заготовок часто применяют планшайбы. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис. 11, а). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Для обработки заготовок часто применяют планшайбы. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис. 11, а). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7 при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами 9.
На рис. 11, б показано закрепление заготовки 4 типа кронштейна. Ее устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют противовесом 13. На рис. 11, в, г показано закрепление заготовок 4 (типа колец, крышек, фланцев и т.п.), которые крепятся к планшайбе 2 прихватами 9.









