Ре́жущий инструме́нт — инструмент для обработки резанием,[1] то есть инструмент для формирования новых поверхностей отделением поверхностных слоёв материала с образованием стружки.
Режущий инструмент является одним из важнейших средств обеспечения производственного процесса в промышленности, где применяются технологии, связанные с обработкой материалов резанием.
Режущий инструмент изготавливается в основном из дефицитных материалов, быстрорежущих сталей и твердых сплавов. В целях их экономии большинство режущих инструментов делается комбинированным: рабочая часть, осуществляющая процесс резания – из быстрорежущей стали или твердого сплава, а остальное – обычной конструкционной стали.
Для образования заднего угла на зубьях фасонного режущего инструмента используют Операции затылования, присущие лишь инструментальному производству. К таким же специфичным относятся все заточные и доводочные операции.
Маркировка режущего инструмента, в том числе мелкоразмерного инструмента и инструмента из твердых и сверхтвердых материалов, также имеет свои особенности.
Твердость и теплостойкость материала являются важнейшими факторами, обеспечивающими работоспособность режущего инструмента. Термические операции являются обязательными и наиболее ответственными в технологии производства режущего инструмента.
Одной из важнейших характеристик качества является режущие свойства инструмента.
особенность конструкции режущего инструмента. По нему выделяют такие виды, как:
· Резцы: инструмент однолезвийного типа, позволяющий выполнять металлообработку с возможностью разнонаправленного движения подачи;
· Фрезы: инструмент, при использовании которого обработка выполняется вращательным движением с траекторией, имеющей неизменный радиус, и движением подачи, которое по направлению не совпадает с осью вращения;
· Сверла: режущий инструмент осевого типа, который используется для создания отверстий в материале или увеличении диаметра уже имеющихся отверстий. Обработка сверлами осуществляется вращательным движением, дополненным движением подачи, направление которого совпадает с осью вращения;
· Зенкеры: инструмент осевого типа, с помощью которого корректируются размеры и форма имеющихся отверстий, а также увеличивается их диаметр;
· Развертки: осевой инструмент, который применяется для чистовой обработки стенок отверстий (уменьшения их шероховатости);
· Цековки: металлорежущий инструмент, также относящийся к категории осевых и используемый для обработки торцовых или цилиндрических участков отверстий;
· Плашки: используются для нарезания наружной резьбы на заготовках;
· Метчики: также применяются для нарезания резьбы – но, в отличие от плашек, не на цилиндрических заготовках, а внутри отверстий;
· Ножовочные полотна: инструмент многолезвийного типа, имеющий форму металлической полосы с множеством зубьев, высота которых одинакова. Ножовочные полотна используются для отрезания части заготовки или создания в ней пазов, при этом главное движение резания является поступательным;
· Долбяки: применяются для зуботочения или зубодолбления шлицев валов, зубчатых колес, других деталей;
· Шеверы: инструмент, название которого происходит от английского слова «shaver» (в переводе – «бритва»). Он предназначен для чистовой обработки зубчатых колес, которая выполняется методом «скобления»;
· Абразивный инструмент: бруски, круги, кристаллы, крупные зерна или порошок абразивного материала. Инструмент, входящий в данную группу, применяется для чистовой обработки различных деталей.
вид поверхности,. По нему выделяют следующие инструменты:
· Применяемые для обработки тел вращения, наружных фасонных, а также плоских поверхностей: в данную группу включаются описанные выше резцы и фрезы, абразивные круги и некоторые другие изделия;
· Используемые для обработки отверстий: речь идет о зенкерах и сверлах, расточных резцах и протяжках;
· Инструменты, с помощью которых выполняется нарезка резьбы: в эту группу входят плашки, метчики, накатные ролики, ряд других изделий;
· Применяемые для обработки поверхностей звездочек, шлицевых валов, зубьев колес: эти операции выполняются с помощью пальцевых и дисковых фрез, обкаточных резцов и долбяков, шлифовальных кругов и шеверов. Нельзя не упомянуть протяжки, сдвоенные головки-фрезы и зубострогальные резцы (они предназначены для нарезания прямозубых колес конического типа), а также конические фрезы червячного типа и зубострогальные головки (с помощью этих инструментов нарезаются колеса конического типа со спиральными зубьями).
принцип его взаимодействия с материалом. По нему выделяют такие инструменты, как:
· Обычные;
· Ротационные, круговое лезвие которых непрерывно обновляется.
Кроме того, специалисты указывают на такой классификационный критерий, как тип изготовления, выделяя при этом:
· Цельный режущий инструмент;
· Составной инструмент, конструкция которого представляет собой неразъемное соединение нескольких элементов;
· Сборный инструмент, отличающийся разъемным характером соединения элементов, которые его образуют.
По способу соединения со станком выделяют насадной, хвостовый и призматический инструмент.
Наконец, по такому критерию, как способ применения, выделяют ручной, машинный, а также машинно-ручной металлорежущий инструмент.
Геометрические параметры инструмента: передний угол, главный задний угол, угол заострения, главный угол в плане, вспомогательный угол в плане, задний вспомогательный угол в плане.
Режущая часть инструмента получается заточкой трех поверхностей, в результате пересечения которых образуются режущие кромки (рис. 86).
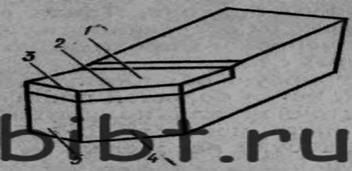
Рис. 86. Режущие части инструмента:
1 - передняя поверхность, 2 - главная режущая кромка, 3 - вспомогательная режущая кромка, 4 - главная задняя поверхность, 5 - вспомогательная задняя поверхность
Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними поверхностями называют поверхности, обращенные к обрабатываемой заготовке (детали).
Главная режущая кромка резца - линия пересечения передней поверхности с главной задней поверхностью. Вспомогательная режущая кромка образуется пересечением передней поверхности с задней вспомогательной поверхностью.
Вершина резца - место сопряжения главной и вспомогательной режущих кромок. Она может быть острой и закругленной.
Взаимное расположение перечисленных элементов характеризуется величиной углов, являющихся геометрическими параметрами инструментов. От величины этик углов зависит работоспособность инструментов.
Обработка заготовок на фрезерных станках: особенности процесса, типы станков и фрез, элементы режима резания, схемы фрезерования, силы резания, принадлежности станка для закрепления фрез и заготовок.
Фрезерование - технологический метод обработки плоских и фасонных поверхностей, который по объему выполняемых работ составляет около 30% от всех методов обработки резанием и уступает только точению.
Фрезерование является производительным и универсальным методом механической обработки и осуществляется многолезвийными режущими инструментами - фрезами.
При фрезеровании главным движением является вращение фрезы, а движе-нием подачи - поступательное или круговое перемещение заготовки или фрезы.
Процессу фрезерования присущи все основные физические явления, сопутствующие процессу резания (деформации, тепловыделения, износ режущего инструмента, вибрации и др.), однако имеются и некоторые особенности:
- каждый зуб фрезы за время одного оборота находится в контакте с обрабатываемой поверхностью непродолжительное время, т.к. большую часть времени зуб проходит по воздуху и при этом охлаждается, что уменьшает износ фрезы;
- врезание зуба фрезы в заготовку сопровождается ударами с частотой оборотов фрезы, что приводит к ударной нагрузке на фрезу и узлы станка, снижая их долговечность.
В зависимости от вида обрабатываемой поверхности применяется соот-ветствующий тип фрезы. Среди всех видов лезвийного инструмента фрезы выделяются наибольшим разнообразием и различаются по признакам:
- по расположению зубьев на исходном цилиндре:
торцовые, цилиндрические, одно-, двух- и трехсторонние;
- по способу закрепления на станке:
насадные, хвостовые (или концевые);
- по характеру выполняемой работы:
шпоночные, угловые, фасонные, пазовые, отрезные, прорезные, резьбовые, зуборезные и др.;
- по направлению зуба на цилиндре:
прямозубые, с винтовым и разнонаправленным зубом;
- по материалу режущей части:
из быстрорежущей стали, твердого сплава или композита;
- по форме задней поверхности зуба:
остроконечные (острозаточенные) и затылованные;
- по способу закрепления режущего элемента:
цельные и сборные: с напаянными или приклеенными пластинами, с вставными ножами, с механическим креплением и др.;
- по виду хвостовика для крепления фрезы:
с цилиндрическим и коническим хвостовиком;
- по размеру зуба:
с мелким и крупным зубом.
На основании перечисленных отличающих признаков можно выделить следующие типы фрез:
- основные: цилиндрические, торцовые, дисковые, концевые, угловые, фасонные и отрезные;
- специальные: шпоночные, пазовые ("Т-образные", типа "Ласточкин хвост" и др.), резьбовые, модульные и др..
Цилиндрические фрезы (Рис.74 a) применяют для обработки открытых поверхностей. Такие фрезы могут быть с правыми и левыми винтовыми канавками, которые обеспечивают более равномерное фрезерование. Для уменьшения вибрации применяют фрезы с неравномерным шагом между зубьями.
Цилиндрические фрезы устанавливаются на станках с горизонтальным расположением шпинделя (горизонтальных и универсальных) и зажимаются на оправках шпинделя с помощью колец и зажимной гайки.
Торцовые фрезы (Рис.74 б) имеют режущие кромки на торцовой и цилиндрической поверхностях. Торцовые фрезы могут быть цельными и со вставными пластинками и ножами, насадные и с хвостовиком.
Эти фрезы применяют для обработки открытых поверхностей, их можно устанавливать на любых типах фрезерных станков.
Дисковые фрезы (Рис.74 в) применяют для обработки уступов, пазов, лысок, многогранных поверхностей на прямоугольных и круглых заготовках. Дисковые фрезы могут быть одно-, двух- и трехсторонними в зависимости от наличия режущих кромок на цилиндрической части или на торцах.
Дисковые фрезы устанавливаются в основном на станках с горизонтальным шпинделем.
Концевые фрезы (Рис.74 г) применяют для обработки плоскостей, уступов, пазов и криволинейных контуров по разметке или копиру. Концевые фрезы имеют режущие кромки на цилиндрической части и торце. Обычно концевые фрезы выполняются заодно целое с хвостовиком и имеют длину большую, чем диаметр. Концевые фрезы можно устанавливать на любых фрезерных станках.
Угловые фрезы (Рис.74 д) используют для обработки поверхностей, расположенных под углом друг к другу или угловых пазов и канавок. Различают одно- и двухугловые фрезы.
Фасонные фрезы (Рис.74 е) применяют для изготовления сложно-фасонных поверхностей, при этом профиль фасонной фрезы должен соответствовать профилю обрабатываемой поверхности.
Фрезы, применяемые для получения определенных элементов на заготовке, относятся к специальным и имеют соответствующие названия, такие как:
- модульная - для прорезания впадин зубчатых колес;
- пазовая - для получения специальных пазов (типа "ласточкин хвост" или "Т-образная");
- шпоночная - концевая двузубая фреза для получения закрытых шпоночных пазов;
- резьбовая - для нарезания резьбы.
В качестве материала режущей части фрез применяются:
- быстрорежущие стали (Р6М5, Р9М10 и др.);
- металлокерамические твердые сплавы (Т15Кб, Т5К10, ВК8 и др.);
- минералокерамика (ВЗ, Силинит-Р);
- композиты (К05, К10).
По конструкции фрезы могут быть цельные, сварные и сборные.
Цельные фрезы изготовлены полностью из инструментального материала. Сварные и сборные фрезы выполнены из корпуса (державки) и режущих элементов, которые в виде пластин, вставок или ножей припаяны, приклеены или механически закреплены на державке.
Элементы режима резания.
Рассмотрим элементы режима резания на схемах фрезерования цилиндрической и концевой фрезами (Рис.75).
К элементам режима резания при фрезеровании относятся:
ширина фрезеровани я, глубина резания, подача и скорость резания.
Ширина фрезерования (В) - величина обрабатываемой поверхности, измеренная в направлении, параллельном оси фрезы. Ширина фрезерования задается чертежом детали.

Рис.75. Виды фрезерования: а) цилиндрическое; б) торцовое.
Глубина резания (t) - толщина срезаемого слоя материала, измеренная перпендикулярно к обработанной поверхности. Глубину резания можно определить, зная припуск (разность высот заготовки - Н и детали - h) и число рабочих ходов - i:
 (мм).
(мм).
Подача (S) при фрезеровании - величина перемещения обрабатываемой заготовки относительно фрезы.
Различают три размерности подачи:
S z – подача на зуб (мм/зуб) - перемещение заготовки при повороте фрезы на один зуб;
S о – подача на оборот (мм/об) - перемещение заготовки за один оборот фрезы;
S м – минутная подача (мм/мин) - перемещение заготовки за одну минуту (скорость подачи).
Между видами подач имеется соотношения:
S M = S о • nфр = S z • Zфр • nфр, (мм/мин),
где Zфр - число зубьев фрезы;
nфр - частота вращения фрезы, об/мин.
Скорость резания (V) при фрезеровании - окружная скорость вращения фрезы, определяется по скорости точки режущего лезвия, наиболее удаленной от оси фрезы:
V = л • Dфр• nфр, (м/мин)
где Dфр - наружный диаметр фрезы, м;
nфр - частота вращения фрезы, об/мин.
В практических расчетах допустимая скорость резания определяется по эмпирической зависимости:
 (м/мин),
(м/мин),
где СV - коэффициент, характеризующий свойства материала заготовки и условия обработки;
Tm - период стойкости фрезы, мин;
m, qv, хv, уv, иv, рv - показатели степени при T, Dфр, t, Sz, В и Zфр;
КV - общий поправочный коэффициент, учитывающий изменения условий обработки, определяется как произведение ряда коэффициентов:
КV = КMv • КПv • КИv,
где КMv - коэффициент, учитывающий качество обрабатываемого материала;
КПv - коэффициент, учитывающий состояние поверхности заготовки;
КИv - коэффициент, учитывающий качество материала инструмента.
Иногда, скорость резания назначается без расчета, а в виде конкретных значений, рекомендуемых в справочных данных. В этом случае рекомендуемая скорость резания корректируется на различные условия обработки поправочными коэффициентами
Схемы фрезерования
Обработка плоскостей ведется торцевыми и цилиндрическими фрезами. Цилиндрическое и торцевое фрезерование в зависимости от направления подачи и вращения фрезы может осуществляться двумя способами (рис.42):
1)Встречное (рис.42,б ) фрезерование (против подачи)
Достоинства:
-обработка каждым зубом начинается с чистой поверхности.
Недостатки:
-действующая на заготовку сила резания стремится оторвать ее от стола, в результате вибрации ухудшают качество обработки;
-возможное скольжение зуба по поверхности металла, упрочненного предыдущим зубом, приводит к повышенному износу фрезы.
ВЫВОД: Эта схема используется при черновой обработке по корке после литья, штамповки и т.п..

а) б)
Рис. 42.Методы фрезерования:
А - попутное; б- встречное
2)Попутное (рис.42,а ) фрезерование (по подаче)
Достоинства:
-более благоприятная обработка, так как сначала снимается слой наибольшей толщины, то есть нагрузка изменяется от максимума к 0;
-возникающая сила резания прижимает заготовку; вибрации меньше;
-нет проскальзывания зубов.
Недостатки:
-нежелательная обработка по корке.
Торцевое фрезерование (рис.43) еще более благоприятно, так как торцевая фреза лучше закреплена в шпинделе станка и обеспечивает более плавную работу за счет введения в действие большого числа зубьев.

Рис. 43. Схема торцового фрезерования
К режиму резания при фрезеровании относят скорость главного движения резания v, подачу S, глубину резания t, ширину фрезерования В.
Скорость главного движения резания, т.е. окружная скорость вращения фрезы, м/мин:
V = p d n /1000, где
D – диаметр фрезы, мм; n – частота вращения фрезы, м/с.
Подача – величина перемещения обрабатываемой заготовки в минуту sM
(мм/мин) за время углового поворота фрезы на один зуб sz (мм/зуб) или за время одного оборота фрезы s0 (мм/об).
Эти подачи связаны между собой зависимостями
sM= s0 n= sz z n, где
z – число зубьев фрезы.
Глубина резания t (мм) – расстояние между обрабатываемой и обработанной поверхностями.
Ширина фрезерования В (мм) измеряется в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном к направлению движения подачи при торцовом фрезеровании.
В результате сопротивление металла деформированию возникают реактивные силы, действующие на резец. Эти силы обычно приводят к одной силе R– равнодействующей силе резания.
Условно считают, что точка приложения силы Rнаходится на рабочей части главного режущего лезвия резца. (Рис. 12).

Рис. 12. Разложение силы резания на составляющие.
Абсолютная величина, точка приложения и направление в пространстве равнодействующей силы резания Rв процессе обработки являются переменными.
Это объясняется неоднородностью структуры и переменной поверхностной твёрдостью материала заготовки, непостоянством сечения срезаемого слоя (наличие штамповочных и литейных уклонов, галтелей и т. д.), изменением углов  и
и  в процессе резания и т.д. Поэтому для практических расчётов используют не равнодействующую силу резания, а её составляющие, действующие по трём взаимно перпендикулярным направлениям: координатным осям металлорежущего станка. Такими осями для токарно-винторезного станка являются: осьX- линия центров станка, осьY- линия, перпендикулярная к линии центров станка, осьZ- линия, перпендикулярная к плоскостиX–Y(Рис.12).
в процессе резания и т.д. Поэтому для практических расчётов используют не равнодействующую силу резания, а её составляющие, действующие по трём взаимно перпендикулярным направлениям: координатным осям металлорежущего станка. Такими осями для токарно-винторезного станка являются: осьX- линия центров станка, осьY- линия, перпендикулярная к линии центров станка, осьZ- линия, перпендикулярная к плоскостиX–Y(Рис.12).
Вертикальная составляющая силы резания Pz действуют в плоскости резания в направлении главного движения (по осиZ). По осиPz определяют крутящий момент на шпинделе станка (заготовке), эффективную мощность резания, деформацию изгиба заготовки в плоскостиX-Z, изгибающий момент, действующий на стержень резца; по силеPz ведут динамический расчет механизмов коробки скоростей станка.
Радиальная составляющая силы резания P y действует в плоскостиX–Yперпендикулярно оси заготовки. По силеPy определяют упругое отжатие резца от заготовки и деформацию изгиба заготовки в плоскостиX–Y.
Осевая составляющая силы резания P x действует в плоскостиX–Yвдоль оси заготовки. По силеPx рассчитывают механизмы подач станка и изгибающий момент, действующий на стержень резца.
По величине деформации заготовки от сил Pz иPy рассчитывают ожидаемую точность размерной обработки заготовки и погрешность её геометрической формы. По величине суммарного изгибающего момента от силPz и Px рассчитывают стержень резца на прочность и т.д.
Величину и направление равнодействующей силы резания определяют как диагональ параллелепипеда, построенного на составляющих силах: R= 

Силу Pz (в Н) определяют по эмпирической формуле, которая приводится в справочной литературе.
Фрезерные приспособления зачастую выполняют как многопозиционные, причем в каждой из позиций обрабатывают одну-две стороны заготовки (рис. 102). Автоматический цикл работы станка продолжается до тех пор, пока будет произведена обработка во всех позициях, после чего программа прерывается. Необходимо из последней позиции снять готовую обработанную деталь, переложить заготовку из каждой предыдущей позиции в последующую, а в первой позиции закрепить новую заготовку
При подобной компоновке приспособления одновременно в работе находится несколько заготовок (по числу позиций). Продолжительность автоматического цикла довольно большая, что способствует организации многостаночного обслуживания. Кроме того за одну операцию, следовательно, при одной настройке станка, получается полностью готовая, обработанная с нескольких сторон деталь.

Рис. 102. Многопозиционное приспособление: I - IV - позиции приспособления; 1 - 6 - стороны обрабатываемой детали
Приспособления на станке ориентируют относительно его координатных осей по центральному пазу и центральному отверстию стола (с помощью цилиндрического пальца и шпонки или двух цилиндрических пальцев).








