Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Сварное соединение – ограниченный участок конструкции, содержащий один или несколько сварных швов.
Виды сварных швов
В зависимости от формы сечения сварные швы могут быть
- стыковыми;
- угловыми;
- прорезными (электрозаклепочными).
Виды сварных швов приведены на рисунке ниже.

Рисунок. Сварные швы: стыковой, угловой и прорезной.
Виды сварных соединений
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
- стыковые соединения;
- угловые соединения;
- тавровые соединения;
- нахлесточные соединения;
- торцовые соединения.
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Основные виды стыковых сварных соединений представлены на рисунке ниже.

Рисунок. Стыковые сварные соединения: без скоса кромок, с криволинейным скосом кромок, с V-образным скосом кромок, с X-образным скосом кромок
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев.
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента.
Основные виды угловых и тавровых сварных соединений продемонстрированы на рисунке ниже.
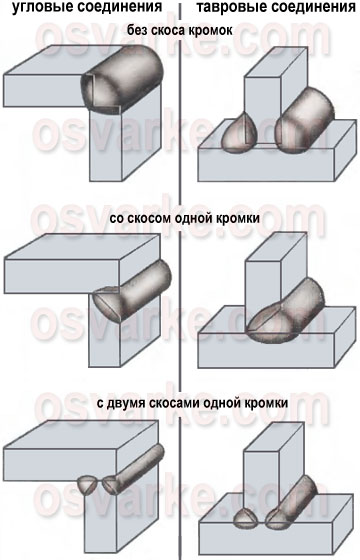
Рисунок. Угловые и тавровые сварные соединения: без скоса кромок, со скосом одной кромки, с двумя скосами одной кромки
Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся элементов.
Торцовым соединением называется такое сварное соединение, в котором боковые поверхности элементов примыкают друг к другу.

Рисунок. Нахлесточные сварные соединения без скоса кромок и торцовые сварные соединения
40) Какие основные материалы используются при электродуговой сварке, требования к ним.
Конечно, как и любой вид сварки, дуговая сварка «требует» своих сварочных материалов. Все материалы для дуговой сварки можно разбить на две группы:
I. материалы, непосредственно участвующие в образовании металла шва
II. материалы, непосредственно не участвующие в образовании металла шва.
Материалы, участвующие в образовании металла шва.
К этой группе относятся такие материалы для дуговой сварки, как стержневые плавящиеся и неплавящиеся электроды, а также сварочная проволока и флюсы. Эти материалы применяются при ручной дуговой сварке (электроды), а также при полуавтоматической и автоматической дуговой сварке (проволока и флюсы).
· Сварочная (электродная) проволока.

Сварочная или электродная проволока изготавливается в соответствии с существующими ГОСТ и имеет множество маркировок. Некоторые виды проволоки применяются для изготовления сварочных электродов с покрытием, другие виды непосредственно применяются при дуговой сварке под флюсом или в среде защитных газов.
Выбор сварочной проволоки зависит от металла, из которого изготовлена подвергающаяся сварке заготовка. Если, например, речь идет о заготовке из цветных металлов, то для сварки применяют сварочную проволоку, состав которой соответствует составу основного металла. Перед началом ведения сварки обязательно проверяется чистота проволоки и ее соответствие техническим условиям. Так, на поверхности проволоки ни в коем случае не должно быть ржавчины или масла, а также посторонних примесей – все это может привести к тому, что сварной шов будет иметь недостаточно высокое качество, в нем могут появляться «лишние» вещества или поры, которые приводят к разрушению шва в процессе эксплуатации сварной конструкции.
· Флюсы.
Все флюсы, применяемые при дуговой сварке, разделяются на плавленые и неплавленые (керамические).
Для изготовления керамических флюсов применяется паста, состоящая из мелко нарубленных компонентов и жидкого стекла. Эта паста проходит специальное просушивание и прокаливание, в результате которого из нее удаляется излишек влаги. В конце процесса образуются мелкие зерна, которые еще называют «крупкой». Недостатком такого вида флюса является то, что в процессе сварки зерна очень легко разрушаются на составные компоненты, которые попадают в металл сварного шва, нарушая его целостность и прочность. Так что керамические флюсы при сварке применяются только в ограниченном спектре работ – например, для наплавочных работ или для сварки тех марок стали, для которых применение плавленых флюсов не представляется возможным.
Материалом для изготовления плавленых флюсов выступают природные минералы и руды, а плавка происходит в стеклоплавильных или электродуговых печах.

· Электроды.
Электроды выпускаются в виде стержней со специальным покрытием, длина которых может достигать 450 мм. Все электроды подразделяются по сфере применения и маркируются буквенно-цифровым обозначением, в котором заложена информация о том, в каких условиях и для каких целей может применяться электрод.
Материалы, не участвующие в образовании металла шва.
К таким материалам относятся защитные газы (аргон, гелий, другие газы или их смеси). Кроме того, в эту же группу материалов входят и неплавящиеся электроды – одним словом, те материалы, которые в процессе сварки не могут попадать в сварной шов и нарушать его химический состав.
Выбор материалов для дуговой сварки основан, в первую очередь, на том, какой конкретно тип сварки используется – ручная, полуавтоматическая или автоматическая, а также на том, каков состав основного металла. А правильный выбор материалов гарантирует высокую надежность и прочность сварного соединения, а также его долголетие – все то, чем с момента своего появления и славилась дуговая сварка.
Требования:
- обеспечение необходимых геометрических размеров сварного шва;
- получение металла сварного шва с требуемым химическим составом и свойствами;
- обеспечение защиты расплавленного металла от воздействия воздуха – газовой, шлаковой или газошлаковой;
- обеспечение стабильности процесса сварки;
- удаление вредных примесей из металла шва.
5. Требования к исходным материалам, заготовкам,
их хранению и транспортированию
5.1. Хранение исходных сварочных материалов и готовой продукции должно осуществляться на складах, оборудованных и содержащихся в соответствии с требованиями строительных, санитарных и противоположных норм и правил, утвержденных в установленном порядке.
5.2. При хранении свариваемых заготовок, сварочных материалов и готовой продукции не должны возникать какие-либо помехи естественному освещению, вентиляции, проезду, проходу, использованию пожарного оборудования и средств защиты работающих.
5.3. Прокаливание и сушка проволоки, флюса, электродов должны производится в специально предназначенном для этих целей оборудовании.
5.4. Операции по заточке торированных электродов должны производиться на заточных станках, установленных в отдельных помещениях и оборудованных местными отсосами. Абразивная пыль должна собираться в закрываемые металлические емкости и удаляться в сборник твердых радиоактивных отходов.
5.5 Обезжиривание поверхностей свариваемых изделий следует производить растворами, состав которых допущен к применению органами санитарного и пожарного надзора.
5.6. При выполнении работ в сборочно-сварочных цехах в холодный период года заготовки и изделия, подлежащие сварке, должны подаваться в цех заранее, чтобы к началу сварки их температура была не ниже температуры воздуха в цехе.
5.7. Отработанные материалы (огарки электродов, шлаковая корка, технологические образцы, отходы обезжиривания и др.) должны собираться в металлические емкости и, по мере накопления, вывозиться с участков в отведенные на территории предприятия места для сбора и утилизации.
5.8. Транспортирование исходных материалов и готовой продукции - по ГОСТ 12.3.020-80.







