Маркируют, так же как и качественные, но в конце марки высококачественной стали ставят букву А, (эта буква в середине марочного обозначения указывает на наличие азота, специально введённого в сталь), а после марки особовысококачественной - через тире букву "Ш".
Например:
У8А - углеродистая инструментальная высоко качественная сталь, содержащая 0,8% углерода;
30ХГС-III – особовысококачественная среднелегированная сталь, содержащая 0,30% углерода и от 0,8 до 1,5% хрома, марганца и кремния каждого.
Отдельные группы сталей обозначают несколько иначе.
Шарикоподшипниковые стали маркируют буквами "ШХ", после которых указывают содержание хрома в десятых долях процента:
ШХ6 - шарикоподшипниковая сталь, содержащая 0,6% хрома;
ШХ15ГС - шарикоподшипниковая сталь, содержащая 1,5% хрома и от 0,8 до 1,5% марганца и кремния.
Быстрорежущие стали (сложнолегированные) обозначают буквой "Р", следующая за ней цифра указывает на процентное содержание в ней вольфрама:
Р18-быстрорежущая сталь, содержащая 18,0% вольфрама;
Р6М5К5-быстрорежущая сталь, содержащая 6,0% вольфрама 5,0% молибдена 5,0% кобальта.
Автоматные стали обозначают буквой "А" и цифрой, указывающей среднее содержание углерода в сотых долях процента:
А12 - автоматная сталь, содержащая 0,12% углерода (все автоматные стали имеют повышенное содержание серы и фосфора);
А40Г - автоматная сталь с 0,40% углерода и повышенным до 1,5% содержанием марганца.
Обработка заготовок на сверлильных станках: выполняемые операции; конструкция и геометрия осевого инструмента; элементы режима резания; типы станков
Получение и обработку отверстий с помощью различных режущих инструментов производят на сверлильных, токарных, револьверных, расточных и некоторых других металлорежущих станках. На сверлильных станках выполняют такие виды работ:
1- сверление (рис.4,а)—один из самых распространенных способов образования отверстий в сплошном материале с помощью сверл;
2 - рассверливание (рис.4,б)— процесс увеличения сверлом имеющихся отверстий;
3 - зенкерование (рис. 4,в) — обработка цилиндрических литых, штампованных или предварительно просверленных отверстий зенкером для придании им правильной геометрической формы, необходимых размеров н шероховатости поверхности;
 Рис.4 Схема обработки отверстий.
Рис.4 Схема обработки отверстий.
4 - растачивание отверстий резцами (рис.4, e, д) осуществляют тогда, когда координаты осей отверстий должны быть точно расположены;
5 - развертывание (рис. 4,е) - обработка отверстий для получения точных размеров и малой шероховатости поверхности;
6 - зенкование (рис. 4, ж) - образование цилиндрических или конических углублений в предварительно просверленных отверстиях под головки болтов, винтов или других деталей с помощью цилиндрических и конических зенкеров (зенковок);
7 - цекование (рис. 4,з, и)- обработка торцевых поверхностей под гайки, шайбы и кольца ножами (пластиками) или торцевыми зенкерами;
8- нарезание резьбы в отверстиях метчиками (ряс. 4, к). При нарезании резьбы в глухих отверстиях станок должен быть снабжен устройством для
реверсивного (обратного) вращения шпинделя, чтобы можно было вывинтить датчик из нарезанного отверстия.
При работе на сверлильных станках режущий инструмент, вращаясь вокруг своей оси, совершает главное движение, а перемещение его вдоль оси является движением подачи (рис. 4, a). Такая схема сверления отверстий наиболее распространена, но при такой схеме ось отверстии может отклониться в сторону. Это отклонение возрастает с увеличением глубины отверстия. Поэтому при сверлении глубоких отверстий (l/d >5) используют станки для глубокого сверления, в которых вращательное движение придают заготовке (главное движение), а поступательное — сверлу (движение подачи). При stom отклонение оси отверстия значительно уменьшается.
ВЫПОЛНЯЕМЫЕ ОПЕРАЦИИ.
1. Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2. Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или штамповкой с целью увеличения их диаметра (рис. 2.1, б).
3. Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить шероховатость просверленных отверстий (рис. 2.1, в). В качестве инструмента используется зенкер, имеющий три винтовые канавки и режущую часть в виде неполного конуса.

Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4. Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка, которая имеет более 4-х канавок, а, следовательно, большее число режущих зубьев, что позволяет получить более высокое качество поверхности отверстия, чем сверление и зенкерование.
5. Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с использованием специального патрона.
6. Зенкование применяется для обработки конических и центровых отверстий с целью увеличения диаметра отверстия на определенную глубину или изменения формы отверстия. В качестве инструмента используются зенковки (рис. 2.1, е, ж).
7. Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали относительно оси отверстия. Инструментом является цековка (рис. 2.1, з).
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
На полой плите А (рис. 2.2), являющейся резервуаром для смазывающе - охлаждающей жидкости, установлена колонна Г. На вертикальных направляющих колонны сверху базируется сверлиль-ная головка (шпиндельный узел) Д, а снизу - стол В. В верхней части сверлильной головки располагается коробка скоростей, а под ней – коробка подач. Сверху сверлильной головки смонтирован электро-двигатель Е, передающий вращательное движение шпинделю 1 и поступательное движение через соответствующие передачи гильзе 2. Нижний конец шпинделя имеет коническое отверстие (конус Морзе) для закрепления режущего инструмента. В зависимости от габаритов заготовки стол и сверлильная головка станка могут перемещаться по направляющим колонны вверх и вниз. Сверлильная головка переме-щается вручную и может фиксироваться в нужном положении специальным зажимом.Сбоку плиты А с левой стороны станка смонтирован электродвигатель с насосом И, служащий для подачи смазывающе-охлаждающей жидкости через трубопровод 11 в зону обработки детали, закреплённой на столе станка. Там же расположен электродвигатель Б, связанный червячной передачей с ходовым винтом 9 для механического перемещения стола в вертикальном направлении.
КОНСТУКЦИЯ И ГЕОМЕТРИЯ.
В зависимости от назначения и конструктивных особенностей различают следующие типы сверл:
- перовые;
- спиральные;
- для глубокого сверления;
- центровочные;
- специальные, комбинированные и др.
Перовые сверла имеют простую конструкцию (Рис.79 а), но, вследствие малой производительности и низкой точности получаемых отверстий, применяются очень редко. Могут быть простые и ступенчатые.
Наибольшее применение имеют спиральные сверла (Рис.79 б). Спиральные сверла могут быть цельными или составными, из быстрорежущих сталей или твердого сплава, с цилиндрическим или коническим хвостовикам, с подводом СОЖ через спиральные канавки или через отверстия в теле сверла.

Рис.79. Сверла: а) перовое; б) спиральное.
Сверла для глубокого сверления (Рис.80 а,б,в) можно разделить на однокромочные и многокромочные с перемычкой.

Рис.80. Сверла для глубокого сверления:
а) однокромочное ружейное;
б) шнековое; в) эжекторные;
г) для кольцевого сверления.
Однокромочные сверла: ружейные, пушечные и другие имеют меньшую производительность по сравнению с многокромочными (шнековые, с наружным и внутренним отводом стружки, эжекторные и др.).
Центровочные сверла (Рис.81 а, б) используют для получения центровочных гнезд в заготовках для точения.

Рис.81. Центровочные сверла: а) двустороннее; б) одностороннее.
Рассмотрим элементы конструкции (Рис.82) и геометрии режущей части (Рис.83) спирального сверла.
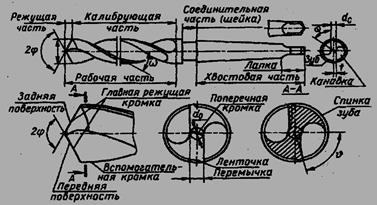
Рис.82. Конструктивные элементы спирального сверла.

Рис.83. Геометрические параметры спирального сверла.
Углы режущей части сверла:
ω - угол наклона винтовой канавки (18...30о);
ψ - угол наклона перемычки (50...55°);
2 φ - угол при вершине (110...125°);
γ - передний угол, измеряется в нормальной плоскости (Б-Б), переменный (уменьшается от периферии к оси);
α - задний угол, измеряется в осевой плоскости (А-А), переменный (увеличивается от периферии к оси).

Рис.84. Улучшение геометрии сверл:
а) подточка перемычки; б) подточка ленточки;
в) двойная заточка режущей кромки;
г) двойная заточка и срез перемычки.
2) Зенкеры
Типы и конструкции зенкеров:
- по закреплению на станке: хвостовые и насадные (Рис.85);
· по креплению режущей части:
цельные (диаметром до 32 мм), составные и сборные;
- по форме хвостовика:
с цилиндрическим и коническим хвостовиком;
- по назначению:
Для цилиндрических отверстий (Рис.86) и специальные: зенковки и цековки (Рис.87).

Рис.85. Цилиндрические зенкеры: а) хвостовой цельный; б) насадной составной.

Рис. 86. Зенковки:
а) коническая; б) цилиндрическая; в) торцовая (цековка).
Элементы конструкции и геометрии режущей части цилиндрического зенкера показаны на рис. 87. Зенкеры имеют от трёх до шести зубьев и отличаются от сверл отсутствием перемычки.

ЭЛЕМЕНТЫ РЕЖИМОВ РЕЗАНИЯ
Режимом резания называется совокупность элементов, определяющих условия протекания процесса резания.
К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
При проектировании технологических процессов механической обработки или режущих инструментов возникает необходимость в определении и назначении элементов режима резания. Отечественная практика механической обработки накопила огромный нормативно - справочный материал, с помощью которого можно назначить любой режим резания для любого вида механической обработки. Однако, табличный метод назначения режимов резания является весьма громоздким, так как требует анализа большого количества справочной информации. Более того, все режимные параметры взаимосвязаны и при изменении хотя бы одного из них автоматически изменяются и другие, что еще более усложняет процесс назначения режимов резания.
Аналитический (расчетный) метод определения режима резания менее трудоёмок и более предпочтителен при учебном проектировании технологических процессов механической обработки резанием. Он сводится к определению, по эмпирическим формулам, скорости, сил и мощности резания по выбранным значениям глубины резания и подачи.
ТИПЫ СТАНКОВ
Станки сверлильной группы разделяются на универсальные, специализированные и специальные.
а) вертикально-сверлильные - служащие для обработки отверстия диаметром от 1 мм до 80 мм. Станки этой группы обладают большой универсальностью и, кроме того, сверление позволяют производить, зенкерование, развертывание, подрезку торцов (цекование), растачивание отверстий и нарезание резьбы метчиками. На рисунке 22 показан общий вид вертикально-сверлильного станка модели 2А135
Назначение станка. Станок предназначен для сверления, рассверливания, зенкерования и развертывания отверстий, а также для торцевания и нарезания резьб машинными метчиками в условиях индивидуального и серийного производства. На станке этой модели обрабатываются детали сравнительно небольшой массы и размеров.








