

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
На однократных волочильных станах производят толстую проволоку различного профиля и круглого сечения, диаметром 25-40 мм, трубы из черных и, в большей степени, из цветных металлов. При волочении труб большого диаметра используются барабаны тоже большого диаметра. Чем больше диаметр трубы, тем с большим диаметром выбирают барабан.
Заготовки укладываются на барабан только одним рядом, что уменьшает массу бунта. Волока передвигается вдоль барабана, материал наматывается без перемещения витков по барабану. Таким образом, поверхность и профиль витков предохраняются от повреждения. Рис. 2 демонстрирует стан с передвигающейся волокой.
Однократные волочильные станы рассчитаны на усилие 0,05-200 кН. Это определяется характеристиками протягиваемого материала: сечением, профилем, качеством. Скорость волочения достигает при этом 5 м/сек.

Рис. 2. Стан однократного волочения с перемещающейся волокой
На однократных станах производительность увеличивается за счет увеличения массы бунтов. Это происходит как на стороне разматывания исходного материала, так и на стороне намотки готовой проволоки. Чем больше диаметр протягиваемой проволоки, тем больше вес бунтов, который может быть увеличен с помощью сварки.

Однократный волочильный стан со всеми вспомогательными компонентами демонстрирует рис. 3.
Редуктор 1, коробка скоростей 2, электродвигатель 3, разматывающая фигурка 4, острильное приспособление 5, подъемник 6 и стеллаж 7.
Для передачи проволоки на последующие операции служат приемные устройство. Стан делает останов только при смене приемного устройств, что происходит в момент его заполнения. Это довольно быстрая процедура. Для бунтов с большой массой до 3 тонн используются специальные приемные устройства. Подаваемые последовательно бунты передаются на волочение без остановки стана, не снижая его скорость.
Двигатели на волочильных однократных станах могут быть и постоянного, и переменного тока. Они должны обеспечивать работу стана на ползучей скорости, плавный пуск агрегата, толчковый режим работы, регулирование скорости при волочении, возможность аварийного останова.
Станы двукратного волочения
Двукратные волочильные станы выполняют процесс волочения в два прохода, иначе говоря, когда достаточно двух протяжек. Это необходимо для обеспечения заданного размера проволоки или, когда объемы производства небольшие. На материал при двух протяжках подается четырехкратное обжатие.
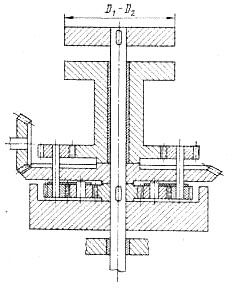
Рис. 4. Дифференциальный стан двукратного волочения
Наипростейший вариант такого стана заключается в использовании двухступенчатого барабана. На первой ступени барабан имеет меньший диаметр, здесь обеспечивается скольжение проволоки. Разный износ валков дают возможность устанавливать вытяжку на 1-2% выше, чем вытяжка, обусловленная разностью диаметров ступеней.
Скольжение происходит на нижней ступени, в противном случае может иметь место разрыв проволоки. Здесь нет возможности давать высокие обжатия.
Дифференциальные двукратные волочильные станы работают на обеих ступенях без скольжения, однако допускают высокие наряду с низкими обжатиями. Дифференциальный стан, работающий по принципу двукратного волочения, мы видим на рис. 4. Он имеет два волочильных барабана, расположенных на одной оси.
Многократные станы
Станы многократного волочения представляют собой оборудование, на котором заготовка протягивается через несколько волок одновременно. Делается это с целью увеличения вытяжки обрабатываемого материала. Волоки расположены одна за другой последовательно.
Для определения кратности волочения существенное значение имеют размеры обрабатываемого материала, его сечение, заданный размер конечного продукта и его механические свойства. Обычно кратность устанавливают в пределах 2 - 25, но можно установить и более.
Чем прочнее материала, тем сложнее он протягивается. За последней волокой не хватает натяжения, чтобы одновременно протянуть материал через все волоки многократной линии. Для этого используют после каждой волоки отдельный тянущий барабан. Тянущий барабан вращается, протягиваемый материал, покидая волоку, наматывается на барабан, одновременно сматываясь, и переходит к следующей волоке.
Волочение широко применяется для производства: проволоки от 0,1 до 8 Мм в диаметре; калиброванного металла и точного фасонного профиля; труб повышенной точности от малых диаметров (капилляров) до 200 Мм в диаметре, стальных калиброванных прутков диаметром от 3 до 150 Мм
В некоторых случаях посредством волочения производят отделку профильного сортамента.
|
|
|
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

