Различают три вида автоматического контроля обрабатываемых деталей: до начала, во время и после обработки.
Контроль первого вида направлен, прежде всего, на создание условий для бесперебойной работы оборудования, так как детали с повышенным припуском могут вызвать поломку инструментов.
Контроль второго вида (наиболее важный) проводится в процессе работы и предназначен для предотвращения брака. По данным измерения непосредственно в процессе обработки выдаются команды на корректировку управляющей программы.

 Контроль третьего вида предусмотрен главным образом для гарантии качества изготовлений продукции. Контрольно-измерительные операции могут выполняться как непосредственно на станках, так и вне станка. На станках с ЧПУ, работающих в автономном режиме, первоначальные размерные настройки и текущая подналадка, наблюдение за износом режущих инструментов, своевременная смена инструмента и введение размерной настройки после такой замены выполняются оператором. На станках, работающих в составе ГПС, все эти функции проводятся автоматически комплексом аппаратных и программных средств, являющихся элементами системы автоматического контроля (САК) ГПС. Измерительные устройства выполняют прямой контроль деталей, если они определяют их размеры, и косвенный контроль, если они определяют поломку инструментов и их износ.
Контроль третьего вида предусмотрен главным образом для гарантии качества изготовлений продукции. Контрольно-измерительные операции могут выполняться как непосредственно на станках, так и вне станка. На станках с ЧПУ, работающих в автономном режиме, первоначальные размерные настройки и текущая подналадка, наблюдение за износом режущих инструментов, своевременная смена инструмента и введение размерной настройки после такой замены выполняются оператором. На станках, работающих в составе ГПС, все эти функции проводятся автоматически комплексом аппаратных и программных средств, являющихся элементами системы автоматического контроля (САК) ГПС. Измерительные устройства выполняют прямой контроль деталей, если они определяют их размеры, и косвенный контроль, если они определяют поломку инструментов и их износ.
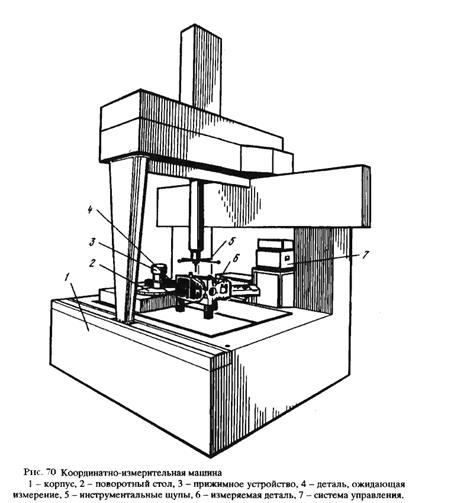
Контрольно-измерительные операции вне станка проводятся на специальных координатно-измерительных машинах (КИМ). Они отличаются более высокой производительностью и точностью измерений по сравнению с контролем, реализуемым непосредственно на металлорежущем станке. Результаты измерений могут быть переданы в этом случае и на обрабатывающее оборудование с целью его автоматической поднастройки, а также использованы при приемке готовой продукции. На рис. 70 показан общий вид КИМ портального типа.
Исполнительным органом КИМ являются щуповые измерительные головки высокой чувствительности, которые могут быть механическими, оптическими и электронными. На рис. 71 приведена схема измерений обрабатываемых изделий (деталей).
Системы диагностики технического состояния оборудования в ГПС
Для выполнения диагностирования в автоматическом режиме в настоящее время разработаны различные алгоритмы, основной задачей которых является проверка соответствия управляющих команд заданным значениям. В качестве рабочих признаков для таких алгоритмов могут использоваться нормированные силовые нагрузки, амплитуды автоколебаний, тепловое состояние элементов станка
Общие вопросы технической диагностики
Для повышения эффективности технического обслуживания и эксплуатации оборудования, работающего в условиях ГАП, необходимо иметь возможность оценить его техническое состояние, непрерывно изменяющееся под влиянием внешних и внутренних возмущающих факторов. Наличие сведений о техническом состоянии оборудования позволяет использовать его оптимально, а также обнаруживать, предупреждать и устранять дефекты и неисправности на ранних стадиях эксплуатации, что значительно повышает надежность и ресурс работающего оборудования.
Для определения технического состояния технологического оборудования и характера его изменения во времени используется техническая диагностика. Это позволяет выбрать методы получения диагностической информации и оценить ее, а также определить диагностические модели и алгоритмы принятия решений.
Под технической диагностикой понимается процесс определения характера изменения во времени технического состояния объекта диагностирования (ОД) с определенной точностью в условиях ограниченной информации. Под техническим состоянием понимается совокупность подверженных изменению на различных стадиях разработки, производства и эксплуатации свойств ОД, характеризуемых в определенный момент времени диагностик диагностическими признаками, установленными технической документацией на этот объект.
Различают следующие виды технического состояния: исправность и неисправность, работоспособность и неработоспобность, правильное и неправильное функционирование, предельное (аварийное) состояние и т. п. понятие состояния ОД является одним из основных в технической диагностике и определяется совокупностью параметров, характеризующих объект.
При диагностировании предполагается, что ОД может находиться в конечном множестве W состояний (в реальном ОД это множество может быть бесконечно), которое можно разделить на подмножества W1 и W2 . Переход ОД из одного состояния в другое может быть вызван какими-либо неисправностями или другими причинами. Подмножество W1 включает все состояния, которые позволяют ОД выполнять возложенные на него функции, т.е. работоспособные состояния. Подмножество W2 входят все состояния, приводящие к потере работоспособности ОД. Процесс определения действительного состояния, т.е. отнесение его к одному из возможных классов подмножеств, - это распознавание состояний или диагностирование ОД.
Параметрами технического состояния ОД могут быть качественные или количественные характеристики его свойств. К параметрам относят структурные, функциональные и сопутствующие параметры. Структурными параметрами, характеризующими структуру машин, узлов и механизмов, являются величины зазоров в кинематических парах, координат положения регулируемых элементов, натягов, несоосностей, дисбалансов вращающихся валов а также размеры деталей. Функциональные параметры (мощность, частота вращения, удельный расход энергии, давление жидкости в гидросистеме, продолжительность циклов и операций) характеризуют функционирование всего оборудования и отдельных сборочных единиц. Сопутствующие параметры (динамические параметры, параметры вибрации и шума, изменение тока, температуры) сопровождают работу оборудования, его узлов и механизмов.
Основной причиной изменения технического состояния оборудования является изменение структурных параметров. В качестве параметров состояния берутся величины, характеризующие структуру, функционирование, а также внешние условия функционирования оборудования, например нагрузка.
В процессе эксплуатации технологического оборудования, особенно в условиях ГАП, возможность прямого измерения структурных и функциональных параметров состояния без разработки оборудования весьма ограничена. Например, невозможно непосредственно в процессе работы оборудования измерить износ сопрягаемых пар. Поэтому при диагностировании используют диагностические сигналы и соответственно диагностические признаки, косвенно несущие информацию о техническом состоянии оборудования. Так, износ сопрягаемых пар можно оценить по вибрации и шуму, диагностическим параметрам, КПД, температуре, времени цикла, ЭДС, мощности тока, чистоте масла и т. п.
Таким образом, в основе диагностирования технического состояния ОД лежит предположение об обратимой функциональной зависимости между параметрами состояния х1, х2, …, хп и диагностическими сигналами или признаками Аi. Информационные диагностические признаки Аi являются характеристиками диагностических сигналов, которые в общем случае зависят от всех параметров состояния и являются наиболее чувствительными к изменению параметров состояния:
Аi=fi(х1, х2,…, хп), i=1,2,…,т.
Диагностические признаки Аi считаются известными, т.к. могут быть непосредственно измерены, а параметры состояния хп подлежат определению.
Выбор диагностических сигналов и признаков являются наиболее трудной задачей технической диагностики. При неудачном их выборе изменение признаков при соответствующем увеличении или уменьшении параметров состояния может оказаться недостаточно большим. В результате этого случайные изменения условий измерений диагностических сигналов могут быть восприняты как изменения параметров состояния, т.е. изменения внутреннего состояния объекта. В этом случае говорят о малой информативности диагностических признаков или их малой чувствительности по отношению к параметрам состояния.
При определении наиболее информативных диагностических признаков необходимо знать структуру диагностического сигнала, для чего требуется детальное исследование физических процессов внутри ОД. Преимуществом использования косвенных диагностических признаков является возможность оценки состояния ОД в процессе его работы, а недостатками – наличие стохастической связи между косвенными признаками и параметрами состояния и влияние на диагностический сигнал посторонних факторов (шумов), не связанных с работоспособностью ОД.
Тогда, когда неясно, какое влияние оказывает параметры технического состояния на диагностический сигнал, нужно иметь достаточно полный набор разнообразных независимых характеристик сигнала, из которых опытным путем выбирают наиболее чувствительные к изменениям параметров состояния, а затем используют их в качестве информативных диагностических признаков. Для обеспечения требуемой достоверности и экономичности диагностирования технического состояния ОД диагностические признаки должны быть достаточно чувствительны, однозначны, стабильны и информативны.(рис.72). Основные требования к диагностическому признаку – максимальная чувствительность к одному из основных параметров состояния и минимальная – ко всем остальным.
Чувствительность диагностического признака:
КА =ΔА /Δх,
где ΔА – приращение диагностического признака; Δх – приращение параметра состояния.

Рис. 72 Схема характеристик диагностических признаков:
А- математическое ожидание, характеризующий стабильность признака А1; А/∆х- чувствительность признака Ан; В- экстремум, характеризующий неоднозначность признака А2
Однозначность диагностического признака; означает отсутствие экстремума (ΔА /Δх = 0) в диапазоне от начального хп значения параметра состояния.
Стабильность диагностического признака; определяется вариацией его значений при многократном изменении параметра состояния ОД и оценивается с помощью среднеквадратического отклонения:

где А - диагностический признак;
Ậ - математическое ожидание, характеризующее стабильность признака А
Нестабильность диагностического признака снижает его чувствительность. Поэтому для оценки связи признака с параметром состояния используется коэффициент связи между признакам и параметром состояния:
К’А=КА/LА
Информативность, являясь одним из важнейших свойств диагностического признака; характеризует достоверность диагностирования, получаемого в результате измерения значений диагностического сигнала.

При диагностировании технического состояния информативность определяется из совместного анализа плотностей распределения значений признаков f1(A) и f2(A) исправных и неисправных ОД соответственно (рис.73). Чем меньше будет степень «перекрытия» распределений, тем меньше будет степень ошибок при использовании для постановки диагноза данного прогноза, т.е. тем он информативнее. Так, признак А информативен, а признак А” неинформативен (распределения практически неотличимы), а признак А’ занимает промежуточное положение.
В рассматриваемом случае для количественного определения информативности необходимо подсчитать величину «площади перекрытия», т.е. вероятность ошибки диагностирования. Эта величина будет тем меньше, чем больше будет разброс средних значений диагностического признака для исправного и неисправного объектов и чем меньше будет разброс значений диагностических признаков каждого технического состояния. Поэтому для оценки информативности используется информативность диагностирования:
N=  ,
,
где А1 – математическое ожидание, характеризующее стабильность признака для исправного ОД
А2 - математическое ожидание, характеризующее стабильность признака для неисправного ОД
Чем выше информативность диагностического признака, тем на большую величину снижается неопределенность оценки технического состояния объекта. Полный цикл диагностирования технического состояния объекта можно разделить на три этапа: ретроспекция, диагностирование и прогнозирование (рис.74)

На этапе ретроспекции изучается тенденция развития процесса изменения состояния в прошлом, на этапе диагностирования – в настоящем, на этапе прогнозирования – в будущем.







