Наиболее распространенными соединениями деталей машин являются резьбовые.Широкое применение резьбовых соединений в машинах и механизмах объясняется их простотой и надежностью, удобством регулирования затяжки, а также возможностью их разборки и повторной сборки без замены детали. Нарезанием резьбы называется ее образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей. У всякой резьбы различают следующие основные элементы: про филь; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы. Профиль резьбы (рис. 1.5.38) рассматривается в сечении, про ходящем через осьболта или гайки. Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля. Угол профиля - угол между боковыми сторонами (граня ми) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этогол равен 60°, в дюймовой — 55 °.
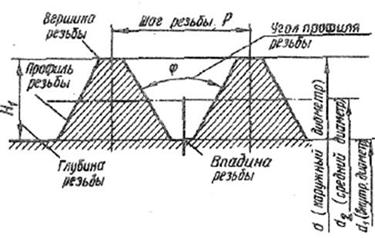
Рис. 1.5.38. Основные элементы резьбы. Высота (глубина резьбы) 1 профиля - расстояние от вершины резьбы дооснования профиля, измеряемое перпендикулярно оси болта. Шаг Р резьбы - расстояние между параллельными сторонами или вершинами двухрядом лежащих витков, измеренное вдоль оси резьбы. 8 метрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме. Наружный диаметр и резьбы - диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеря ется у болтов по вершинам профиля резьбы, у гаек - по впадинам. Внутренний диаметр д резьбы - диаметр цилиндра, вписанного в резьбовуюповерхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек - повершинам профиля резьбы. Средний диамегр резьбы - диаметр соосиого с резь бой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Основные элементы резьбы. Нарезание резьб плашками. Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы: на 0,1 - 0,2мм для метрической резьбы 0 6 - 10мм, на 0,12 - 0,24 мм для резьбы 0 11 -18 мм, на 0,14 - 0,28 мм для резьбы 0 20 - 30 мм. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. При нарезании резьбы скорость резания v = 3 - 5 м/мин для стальных, v = 2~-3 м/мин для чугунных и у = 10-т-15 м/мин для латунных заготовок.
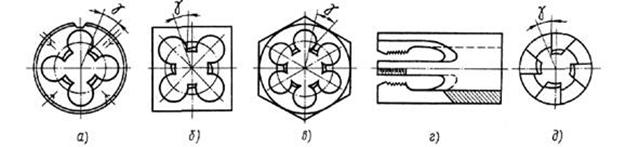
Рис. 1.5.39. Резьбонарезные плашки: а - круглая, б - квадратная, в - шестигранная, г, д - трубчатая, у - передний угол.
Профили резьб.
Профиль резьбы зависит от формы режущей части инструмента, с помощью которогонарезается резьба.Чаще всего применяется цилиндрическая треуголь ная резьба (рис. 1.5.40, а); обычно ее называют крепежной, так как нарезают на крепежных деталях, напримерна шпильках, болтах и гайках.
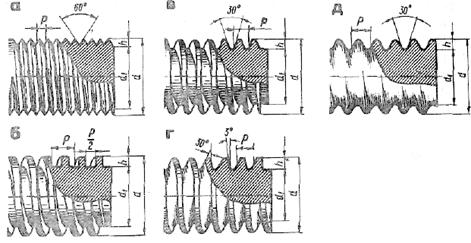
Рис. 1.5.40. Виды резьб в зависимости от профиля: а - цилиндрическая треугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д - круглая. Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда - в масленках. Прямоугольная резьба (рис. 1.5.40, б) имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.Трапецеидальная ленточная резьба (рис. 1.5.40, в) имеет сечение в виде трапеции с углом профиля, равным 30°. Коэффициент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы. Упорная резьба (рис. 1.5.40, г) имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный про филь. Поэтому данная резьба применяется в тех случаях, когда винт дол жен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п;). Круглая резьба (рис. 1.5.40, д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участка ми, и углом, равным 30°. Вмашиностроении эта резьба используется редко, Применяется она в основном всоединениях, подвергающихся сильному износу, в загрязненной среде (арматурапожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована.
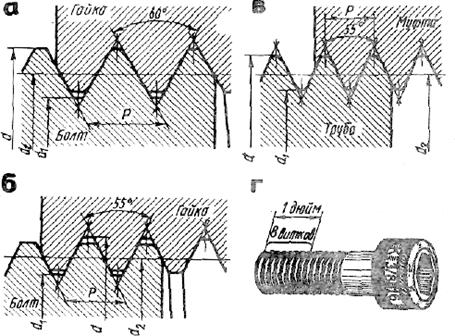
Рис. 1.5.41. Резьбы метрическая (а), дюймовая (б), трубная (в) и деталь с дюймовой резьбой (г). По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходных - произведению шага на число заходов.Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца. У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходных - два, три и больше.Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях). У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащихдля переда чи движения. Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб - метрическую, дюймовую и трубную.Метрическая резьба (рис. 1.5.41,в) имеет треугольный про филь с плоскосрезанными вершинами; угол профиля равен 60°, диамет ры и шаг выражаются в миллиметрах. Метрические резьбы делят на резьбы с нормальным шагом (для наружных диаметров 1 - 68мм) и с мелкими шагами (для наружных диаметров 1 - 600 мм). Метрические резьбы с нормальным шагом обозначают М20 (число - наружный диаметр резьбы), с мелкими шагами - М20Х1Д (первое число - наружный диаметр, второе - шаг). Метрические резьбы применяют в основном как крепежные: с нормальным шагом - при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами - при малых нагрузках и тонких регулировках. Дюймовая резьба (рис. 1.5.41, б, г) имеет треугольный плоско-срезанный профиль с углом 55 ° (резьба Витворта) или 60° (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1" = 25,4 мм). Шаг выражается числом ниток (витков) на длине одного дюйма. Стандартизованы дюймовые резьбы диаметрами от viб до 4" и числом ниток на 1", равным 24 - 3. Наружный диаметр резьбы выражается в дюймах. От метрической дюймовая резьба отличается большим шагом.Трубная цилиндрическая резьба (рис. 1.5.41,в) стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины. За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, "диаметр трубы в свету"), т.е. наружный диаметр трубной резьбы будет больше номинального диаметра на удвоенную толщину стенок трубы. Трубная цилиндрическая резьба применяется для наружных диаметров
1/л - 6" с числом ниток на одном дюйме от 28 до 3/4; угол профиля равен 55 °. Ее используют на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей. Трубную цилиндрическую резьбу обозначают так: Труб 3/8 (цифры - номинальный диаметр резьбы в дюймах). Стандартизованы трубные резьбы диаметрами от V» До 6" с числом ниток на одном дюйме от 28 до 11".
Резьбонакатные плашки.
Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу 1 прорезаны сквозные про дольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 2 длиной 1
1/2 - 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один рабочий ход.Диаметры цельных круглых плашек предусмотрены стандартом: для основной метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/4 до 2", для трубной -от 1/8 до ½. Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке. Разрезные плашки (рис. 1.5.42) в отличие от цельных имеют прорезь (0,5 - 1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1 - 0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
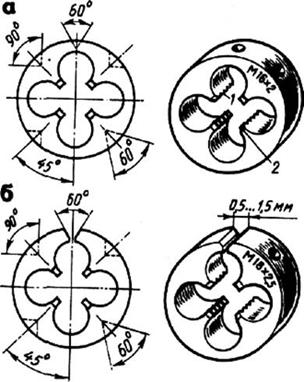
Рис. 1.5.42. Плашки. Резьбонакатные плашки (рис.1.5.42, а-в), применяющиеся для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус. С помощью резьбонакатных плашек нарезают резьбы 04 - 33 мм и шагом 0,7 - 2 мм по 6 - 8-му квалитетам. Накатывание выполняют на станках, а также вручную.Резьба получается более прочной, поскольку волокна металла в винтах не перерезаются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только: выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами (см. далее). На рис. 1.5.43, б показана резьбонакатная плашка типа НПН, применяемая для накатывания резьб Мб и М12 на сверлильныхи токарных станках. Плашка, изображенная на рис. 6, в, предназначена для накатывания резьб на тонкостенныхтрубах на сверлильных и токарных станках, а также вручную.

Рис. 1.5.43. Резьбонакатные плашки: а - типа МПН, б - типа НПН, в - для накатывания резьбы на тонкостенных трубах. Раздвижные (призматические) плашки в отличие от круглых состоят из называемых полуплашками. На каждой из них указаны размер наружнойрезьбы и цифра 1 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа. Для равномерного распределения давления винта на полуплашки во избежаниеперекоса между полуплашками и винтом помещают сухарь. Раздвижные (призматические) плашки изготовляют комплектами по 4 - 5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52, для дюймовой – от 1/4 До 2" и для трубной - от 1/8 до 1/3.
Процесс нарезания резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., "тянется", диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной. При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в том случае, если диаметр стержня меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением - плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Контроль резьбы.
Шаг резьбы измеряют резьбовыми шаблонами. Резьбовой шаблон представляет собой пластинку 2 (рис.1.5.44), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. На бор шаблонов для метрической или дюймовой резьбы скрепляют в кассету 1. Резьбовыми шаблонами определяют только шагрезьбы. Комплексную оценку правильности выполненной резьбы производят (рис. 1.5.44, а - г) резьбовыми калибрами. Их разделяют на проходные, которые имеют полный профиль резьбы и являются как бы прототипом детали с резьбовым соединением, и непроходные, контролирующие только средний диаметр и имеющие укороченный профиль. Перед контролем проверяемые детали необходимо очистить от стружки и грязи. С калибрами следует обращаться осторожно, чтобы на рабочей резьбовой поверхности не появились забоины и царапины. Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры.

Рис. 1.5.44. Резьбовые шаблоны.
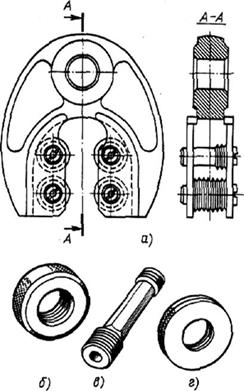
Рис. 1.5.45. Резьбовые калибры: а - предельная резьбовая роликовая скоба, б - проходное кольцо, в - резьбовой калибр, г — непроходное кольцо.

Рис.1.5.46 Схема измерения микрометром среднего (а), внутреннего (б) и наружного диаметров резьбы. Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливаются комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке и настраивают по шаблону или эталону резьбы. При настройке микро метра по резьбовым эталонам погрешность измерений составляет 0,01 - 1 мм.
Резьбонакатные головки используют для накатки наружных резьб на специальном или универсальном оборудовании и даже вручную. Они представляют собой сборный инструмент, использующий в качестве рабочих элементов ролики небольших диаметров, подобно резьбонарезным головкам. Имеется большое число вариантов конструктивного исполнения резьбонакатных головок. При накатке резьбы на длине (2 - 3)Р в начале захода используют принудительную подачу, равную шагу резьбы. Затем подачу отключают, и процесс идет с самоподачей. Принудительная подача обычно приводит к снижению стойкости роликов. Резьбонакатные головки используют для накатки метрических, трубных и трапециевидных резьб диаметром d = 12 - 90 мм с шагом до Р = 10 мм. Число роликов у крупных головок может доходить до 10. В начальный момент ролики касаются наружной поверхности заготовки. Затем головке задается тангенциальная подача. Конец процесса накатывания резьбы наступает тогда, когда оси роликов окажутся в одной вертикальной плоскости с осью заготовки. Резьбонакатные головки используются для накатки резьб диаметром d = 3 - 52 мм.








