При сборке резьбовых соединений необходимо соблюдать следующие требования:
- соприкасающиеся поверхности собираемых деталей, а также торцы гаек, болтов должны иметь плотное прилегание;
- завертывание гаек и болтов при креплении крышек, фланцев, плит нужно выполнять в определенной последовательности, чтобы исключить деформации деталей и нарушение герметичности стыков;
- ответственные резьбовые соединения следует затягивать с определенным крутящим моментом.
Затяжка резьбовых соединений может быть осуществлена различными способами, выбор которых зависит от требуемой точности заданного усилия затяжки, размеров и конструктивных особенностей соединяемых деталей. При затяжке резьбовых соединений применяют градуированные ключи, рассчитанные на автоматическое отключение привода при достижении заданного усилия. Сейчас в промышленности используют пневматические, гидравлические, пневмогидравлические гайковерты, позволяющие заворачивать с требуемым усилием гайки. Болты, шпильки с диаметром резьбы до 64 мм. При ручной затяжке резьбы используют динамометрические ключи с встроенными указателями усилия затяжки.
Усилие затяжки в значительной степени зависит от трения в стыке, которое, в свою очередь, зависит от качества сопрягаемых поверхностей, их шероховатости, смазывания и др. Поэтому указанные выше способы не гарантируют точного усилия затяжки резьбового соединения. Затяжка поворотом гайки на определенный, заранее рассчитанный угол, после соприкосновения ее с сопрягаемой поверхностью дает более точные результаты. Однако наиболее точную градуированную затяжку резьбового соединения можно получить путем контроля удлинения болта или шпильки под действием прилагаемой нагрузки, так как их удлинение прямо пропорционально усилию затяжки. Удлинение болта можно замерять микрометром (рис.1.5.72, а).
С увеличением размера резьбовых деталей возможно применение конструкции, показанной на рис.1.5.72, б. Гайка 4 при ее затяжке упирается в торец детали 5 и удлиняет ножку болта 2. Измерительный стержень индикатора 3 касается контрольного стержня 1, длина которого остается неизменной. Разность показаний индикатора до и после затяжки соединения характеризует достигнутое усилие. При сборке крупных резьбовых соединений прибегают к предварительному удлинению стержня болта или шпильки с помощью гидравлических устройств или нагрева электрическими нагревателями. После затяжки гайки болт, охлаждаясь, укорачивается, при этом возрастает до расчетного значения усилие затяжки.
Особенно сложной операцией является затяжка крупногабаритных гаек машин. Такие гайки имеют значительные размеры и массу до 500 кг. На рис. 1.5.72 показаны приспособления для затяжки гаек при сборке гидравлического пресса. Приспособление (правая часть рисунка) состоит из шариковой опоры 2 и основания 5 с регулировочными винтами 1. Гайку 3 устанавливают на опору и выверяют ее соосность с резьбой колонны с помощью винтов 4. Затем с помощью винтов 1 поднимают основание с гайкой до захода последней в первую нитку резьбы, поворачивая шариковую опору, навертывают гайку на колонну. В другом приспособлении (левая часть рисунка) роль шариковой регулируемой опоры выполняют клинья 6.
Для облегчения и ускорения процесса сборки резьбовых соединений особенно крупногабаритные гайки делают разрезными. В этом случае последовательность сборки такова (рис.1.5.73): с помощью крана устанавливают обе половины гайки 1 на прокладку 3, предварительно стягивают половины гайки болтами 2; затем удаляют прокладку и заворачивают гайку до упора в торец А детали 4 и окончательно скрепляют половины гайки болтами. Затяжку резьбового соединения осуществляют гайкой 5 при приложении растягивающей нагрузки к колонне 6. Для образования зазора между гайкой 5 и торцом Б нагрузка должна быть на 15 – 20% больше расчетной эксплуатационной. После создания этой нагрузки гайку 5 заворачивают до соприкосновения с торцом Б.

Рис.1.5.73 Приспособления для Рис. 1.5.74 Схема затяжки резьбового
затяжки гаек соединения с разрезными
гайками
В ремонтных цехах промышленных предприятий производят разборку и сборка резьбовых соединений. Обычно эти операции выполняются одними и теми же инструментами. Исключение составляют динамометрические ключи, которые применяются только при сборке.
Самыми распространенными инструментами, применяемыми при разборке и сборке резьбовых соединений, являются гаечные ключи с открытым зевом, которые предназначены для закручивания и откручивания шестигранных и четырехгранных гаек, болтов и винтов с соответствующими головками. При выполнении этих операций можно применять также накидные гаечные ключи, которые более удобны и долговечны, имеют закрытый зев. Очень удобны в применении ключи гаечные комбинированные (с открытым и кольцевым зевами). Если доступ к гайке или головке болта или винта затруднен, то лучше всего применять торцевые ключи, которые выпускаются со сменными головками. Торцовые ключи изготавливаются нескольких видов: торцовые стержневые прямые односторонние и двусторонние, торцовые стержневые изогнутые односторонние. Очень распространены винты с цилиндрической головкой и шестигранным углублением под ключ, для развинчивания и завинчивания этих винтов лучше всего применять шестигранные ключи в виде изогнутого шестигранного прутка, а для круглых гаек – ключи со специальным выступом, который входит в отверстие гайки. Резьбовые соединения, имеющие плоские грани под ключ, развинчиваются разводными ключами.
Выпускаются также ключи, имеющие радиальные пазы или торцовые отверстия, которые применяются для отвинчивания круглых гаек. Эти ключи выпускаются двух видов: для круглых шлицевых гаек и ключ шарнирный для круглых шлицевых гаек.
Работы с резьбовыми соединениями в труднодоступных местах производится трещоточными и шарнирными ключами. Если при затяжке соединения необходимо приложить определенное усилие, то лучше всего применять динамометрические или предельные ключи.
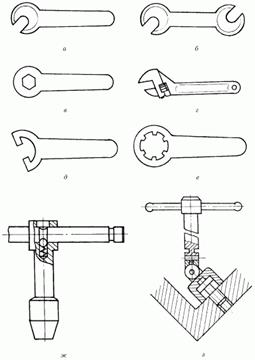
Рис. 1.5.75. Ручной инструмент для сборки резьбовых соединений.
Ключи: а - односторонний; б - двухсторонний; в - накладной; г - разводной;
д - накидной открытый для круглых гаек; е - накидной закрытый для круглых гаек; ж - торцовый; з - торцовый шарнирный.

Рис. 1.5.76. Ручной инструмент для сборки резьбовых соединений.
Ключи: и – коловоротный. Отвертки: к – коловоротная;
л – воротковая; м – с направляющей втулкой; н – реверсивная; о – обычная.








