Слева от основного обозначения ставят знаки:
- класс точности (7, 8, 0, 6Х, 6, 5, 4, 2);
- группа радиального зазора (1, 2 - 9; для радиально-упорных шариковых подшипников обозначают степень преднатяга 1, 2, 3);
- момент трения (1, 2 - 9);
- категорию подшипников (А, В, С).
Справа от основного обозначения ставят знаки:
- материал деталей подшипников (например, Е - сепаратор из пластических материалов, Ю - детали подшипников из нержавеющей стали, Я - подшипники из редко применяемых материалов (твердые сплавы, стекло, керамика и т. д.), W - детали подшипников из вакуумированной стали и т. д.);
- конструктивные изменения (например, К - конструктивные изменения деталей подшипников, М - роликовые подшипники с модифицированным контактом);
- требования к температуре отпуска (Т, Т1, Т2, Т3, Т4, Т5);
- смазочный материал закладываемый в подшипники закрытого типа при их изготовлении (например, С1, С2, С3 и т. д.);
- требования по уровню вибрации (например, Шl, Ш2, ШЗ и т. д.)
Монтаж, демонтаж и обслуживание подшипников качения.
Подготовка к монтажу.
Как показывает опыт, попадание в смазку подшипника инородных частиц может привести к быстрому выходу его из строя. Поэтому перед сборкой подшипникового узла все детали, от которых в него могут попасть любые твердые или мягкие частицы, должны быть тщательно очищены. Заусенцы должны быть удалены. Из отверстий для смазочного материала должны быть удалены остатки стружки. Протирочные материалы не должны оставлять волокон. В частности, нельзя применять хлопчатобумажную ветошь.Перед монтажом проверяются размеры всех посадочных мест, соответствие допусков, посадок и внутренних зазоров технической документации. Корпусные отверстия для подшипников проверяются на соосность.
Монтаж подшипников качения.
Монтаж производят в чистых помещениях, в которых отсутствуют металлорежущие станки и другие производящие загрязнение машины. Подшипник следует извлекать из упаковки непосредственно перед монтажом, что позволяет защитить его от загрязнений. На всех поверхностях подшипника, кроме посадочных, не следует удалять консервационное покрытие. Посадочные поверхности промываются растворителем на основе бензина. Большие подшипники обычно покрыты толстым слоем жирного консерванта, который необходимо удалить промыванием непосредственно перед монтажом. Подшипники, смазываемые пластичными смазками, предназначенными для работы в условиях высоких температур и особенно синтетическими смазками, должны быть полностью промыты от консерванта для предотвращения его влияния на свойства смазочного материала. Используемые ранее подшипники перед монтажом должны быть тщательно промыты.Закрытые подшипники с двусторонними контактными или бесконтактными уплотнениями никогда не промывают, а только очищают их наружные поверхности.
Если имеются признаки повреждения подшипника, то его следует заменить другим.
Основные правила при монтаже подшипников следующие. При запрессовке подшипника сила должна передаваться непосредственно на то кольцо, которое устанавливается с натягом. Если оба кольца установлены с натягом, то сила должна передаваться непосредственно и одновременно обоим кольцам. Недопустимо, чтобы сила передавалась от одного кольца к другому или от сепаратора к кольцу через тела качения. Нельзя допускать ударов непосредственно по кольцам, телам качения и сепаратору.
Монтаж в холодном состоянии. Малые подшипники с диаметром отверстия менее 80 мм можно устанавливать посредством молотка и втулки, соприкасающейся с запрессовываемым кольцом. Малые подшипники с диаметром отверстия до 100 мм целесообразнее монтировать с помощью механического или гидравлического пресса. Сила, создаваемая прессом, должна передаваться к монтируемому с натягом кольцу через втулку. В холодном состоянии могут монтироваться цилиндрические разъемные роликоподшипники всех размеров.
Монтаж с нагревом.
С увеличением размера подшипника возрастает и сила, требуемая для запрессовки. Монтажные работы по установке подшипников на вал существенно облегчаются при их нагреве. Разность температур между подшипником и сопряженной с ним деталью зависит от посадки подшипника. Обычно подшипник, подлежащий насадке на вал, нагревают до температуры на 80 - 90 °С выше температуры вала. Следует иметь в виду, что нельзя нагревать подшипник до температуры, превышающей 125°С, поскольку это может вызвать изменения в структуре металла, а также оказать влияние на размеры и твердость.Если требуется монтировать подшипники с натягом в отверстие корпуса, то, ввиду малости натяга, бывает достаточно нагреть корпус на 20 - 50 °С выше. В том случае, если нагрев корпуса затруднен или невозможен из-за больших размеров, производят монтаж в отверстие корпуса предварительно охлажденных подшипников. Охлаждение производят до температуры -70 - 75 °С в термостате с сухим льдом.Для нагрева подшипников может использоваться следующее оборудование. Подшипники можно нагревать в баке с маслом. Масляная ванна обеспечивает равномерный нагрев и сохраняет подшипник нагретым до самого монтажа. Нагревательный шкаф, оборудованный термостатом и вентилятором, может быть использован для нагрева нескольких подшипников разных размеров, а также небольших корпусов подшипников.Для монтажа внутренних колец цилиндрических роликоподшипников удобно пользоваться нагревательными кольцами из алюминиевого сплава.Если монтаж подшипников приходится осуществлять часто, для их нагрева следует применять индукционные нагреватели.
Демонтаж подшипников качения.
Существует множество способов демонтажа подшипников качения. Основные способы следующие.Подшипники малых и средних размеров обычно демонтируются с помощью механических инструментов. Для демонтажа удобно использовать пресс. При этом упор ставят на кольцо подшипника, установленное с натягом.
Для демонтажа также используются различные съемники.Съемник должен хорошо центрироваться. В противном случае место посадки может быть повреждено. В том случае, когда нет возможности произвести стягивание за внутреннее кольцо, установленное на валу с натягом, допускается стягивать и за наружное кольцо. Однако при этом можно повредить подшипник, так как сила будет передаваться через тела качения. Если этот подшипник предполагается использовать повторно, то в процессе стягивания за наружное кольцо подшипник следует поворачивать.Если подшипник извлекается съемником из корпуса, где он был установлен с натягом, то его также в процессе стягивания следует поворачивать.Следует отметить, что удобство демонтажа следует обеспечить еще на стадии проектирования подшипникового узла. На валу должны быть изготовлены пазы для захватов съемника, а в корпусе – резьбовые отверстия или пазы для съемника. Для демонтажа подшипников средних размеров, как правило, необходимы значительные усилия. Поэтому вместо механических инструментов преимущественно используют гидравлические. При демонтаже средних и крупных подшипников целесообразно применять метод подачи масла под давлением между шейкой вала и отверстием подшипника.Демонтаж внутренних безбортовых колец роликоподшипников удобно производить, применяя нагрев.
Восстановление и ремонт подшипников скольжения: подготовка, исправление смазочных канавок, шабрение, регулировка.
Необходимость ремонта подшипников скольжения возникает при следующих неисправностях: искажение первоначальной геометрической формы поверхностей трения; появление задиров и рисок на поверхностях трения; частичное либо полное выявление или отслаивание баббита; образование трещин.
При износе неразъемных (глухих) подшипников проводят расточку их отверстий или наплавку с последующей расточкой для запрессовки новой втулки. Изношенные чугунные втулки заменяют новыми, а бронзовые втулки небольших размеров восстанавливают осадкой в штампах под прессом.
При износе разъемных подшипников проводят шабрение вкладышей или их перезаливку. Если износ небольшой, то выполняют шабрение в две стадии. Предварительное шабрение проводят по отпечаткам краски, добиваясь необходимого их количества. В этом случае вкладыш прижимом крепят к постели корпуса подшипника и шейку вала покрывают тонким слоем краски.
Прилегание шеек вала к вкладышам подшипников должно происходить на дуге не менее 60-80°. Равномерность прилегания определяется числом пятен касания, которое должно составлять не менее 10 на квадрате 25x25 мм.
При окончательном шабрении вал с закрепленными шейками устанавливается в нижние вкладыши, затем монтируются верхние вкладыши, ставятся прокладки, закрываются крышки. Создаются условия тугого проворачивания вала в подшипнике.
Точность пришабривания вкладышей проверяется щупом или свинцовыми пластинками. Разница между толщиной верхней и нижней проволок после затяжки до отказа равна ширине зазора между подшипником.
При значительном износе вкладышей или при расслоении баббита их перезаливают. Перезаливка складывается из следующих операций: подготовка подшипника к ремонту; лужение подшипника; подготовка баббита к заливке; заливка подшипника; обработка и контроль.
Подготовка подшипника к ремонту заключается в очистке от грязи, масла и следов коррозии и выплавлении из вкладышей подшипника изношенного слоя баббита. Выплавка этого слоя проводится в вертикальном положении нагревом газовой горелкой или паяльной лампой до температуры 240-260°С с тыльной стороны. При легком постукивании с торца по вкладышу корпус освобождается от баббита. Затем производится травление вкладышей в 10-15% растворе соляной или серной кислоты в течение 2-10 минут при комнатной температуре.
При лужении на поверхность вкладышей наносится тонкий слой оловянного сплава. Для баббита Б83 применяется чистое олово, для остальных марок оловянистых баббитов наносится слой третника или припой ПОСС-46 (3-4% олова, 5-6% сурьмы, остальное - свинец).
При ручном способе возможна одновременная заливка двух половинок подшипника в сборе или каждой половинки отдельно. Перед заливкой вкладыш прогревается на стальном листе до 180-200°С. Расплавленный баббит, объем которого несколько больше объема заливки, перегревается на 25-50°С выше температуры плавления и быстро заливается непрерывной струей. После заливки поверхность баббита протыкается нагретым докрасна стальным прутком для выхода газа.
При центробежной заливке оба вкладыша в сборе устанавливаются нна специальных станках или приспособлениях. Заливка баббита проводится при вращении вкладышей. Центробежная заливка уменьшает газонаполнение слоя.
После остывания подшипники подвергаются контролю. Поверхность должна иметь ровный серебристый цвет. Плотность сцепления баббита с поверхностью подшипника проверяется простукиванием молотком.
В залитых вкладышах фрезеруются смазочные канавки, сверлятся смазочные отверстия, затем провдится шабровка.
Подшипники качения подлежат замене в том случае, если обнаружены следующие неисправности: задиры на беговых дорожках и телах качения, повреждения в местах посадки подшипника в корпусе или на валу, увеличенные зазоры между телами качения и обоймами.
Зубчатые передачи. Дефекты зубчатых и червячных колес: износ рабочего профиля зубьев, скол части зуба, трещины на зубчатом венце или ступице колеса, износ отверстия, шпоночного паза, шлицев ступницы, вмятины на торцах зубьев. Порядок замены различных пар зацепления. Технологический процесс и его особенности при ремонте быстроходных и тихоходных, термически обработанных и «сырых», мелких, крупных зубчатых колес. Допустимый износ зубьев зубчатых колес.
Механизм, в котором два подвижных звена являются зубчатыми колесами, образующими с неподвижным звеном вращательную или поступательную пару, называют зубчатой передачей (рис. 1.5.79).

Рис. 1.5.79. Виды зубчатых передач: а, б, в-цилиндрические зубчатые передачи с внешним зацеплением; г- реечная передача;
д- цилиндрическая передача с внутренним зацеплением; е - зубчатая винтовая передача; ж, з, и- конические зубчатые передачи; к - гипоидная передача.
В большинстве случаев зубчатая передача служит для передачи вращательного движения. В некоторых механизмах эту передачу применяют для преобразования вращательного движения в поступательное (или наоборот, см. рис. 1.5.79, г ).
Зубчатые передачи - наиболее распространенный тип передач в современном машиностроении и приборостроении; их применяют в широких диапазонах скоростей (до 100 м/с), мощностей (до десятков тысяч киловатт).
Основные достоинства зубчатых передач по сравнению с другими передачами:
- технологичность, постоянство передаточного числа;
- высокая нагрузочная способность;
- высокий КПД (до 0,97 - 0,99 для одной пары колес);
- малые габаритные размеры по сравнению с другими видами передач при равных условиях;
- большая надежность в работе, простота обслуживания;
- сравнительно малые нагрузки на валы и опоры.
К недостаткам зубчатых передач следует отнести:
- невозможность бесступенчатого изменения передаточного числа;
- высокие требования к точности изготовления и монтажа;
- шум при больших скоростях; плохие амортизирующие свойства;
- громоздкость при больших расстояниях между осями ведущего и ведомого валов;
- потребность в специальном оборудовании иинструменте для нарезания зубьев;
- зубчатая передача не предохраняет машину от возможных опасных перегрузок.
Зубчатые передачи и колеса классифицируют по следующим признакам:
- по расположению зубьев относительно образующих колес - прямозубые, косозубые, шевронные и с криволинейным зубом;
- по конструктивному оформлению - открытые и закрытые;
- по окружной скорости - тихоходные (до 3 м/с), для средних скоростей (3 - 15 м/с), быстроходные (св. 15 м/с);
- по числу ступеней - одно- имногоступенчатые;
- по расположению зубьев в передаче и колесах - внешнее, внутреннее (см. рис. 1.5.79, д) и реечное зацепление (см. рис. 1.5.79, г);
- по форме профиля зуба - с эвольвентными, круговыми;
- по точности зацепления. Стандартом предусмотрено 12 степеней точности. Практически передачи общего машиностроения изготовляют от шестой до десятой степени точности. Передачи, изготовленные по шестой степени точности, используют для наиболее ответственных случаев.
Из перечисленных выше зубчатых передач наибольшее распространение получили цилиндрические прямозубые и косозубые передачи, как наиболее простые в изготовлении и эксплуатации. Преимущественное распространение получили передачи с зубьями эвольвентного профиля, которые изготавливаются массовым методом обкатки на зубофрезерных или зубодолбежных станках. Достоинство эвольвентного зацепления состоит в том, что оно мало чувствительно к колебанию межцентрового расстояния.
Другие виды зацепления применяются пока ограниченно. Так, циклоидальное зацепление, при котором возможна работа шестерен с очень малым числом зубьев (2 - 3), не может быть, к сожалению, изготовлено современным высокопроизводительным методом обкатки, поэтому шестерни этого зацепления трудоемки в изготовлении и дороги; новое пространственное зацепление Новикова пока еще не получило массового распространения, вследствие большой чувствительности к колебаниям межцентрового расстояния.
Прямозубые колёса (около 70%) применяют при невысоких и средних скоростях, когда динамические нагрузки от неточности изготовления невелики, в планетарных, открытых передачах, а также при необходимости осевого перемещения колёс.
Косозубые колёса (более 30%) имеют большую плавность хода и применяются для ответственных механизмов при средних и высоких скоростях. Шевронные колёса имеют достоинства косозубых колёс плюс уравновешенные осевые силы и используются в высоконагруженных передачах. Конические передачи применяют только в тех случаях, когда это необходимо по условиям компоновки машины; винтовые - лишь в специальных случаях. Колёса внутреннего зацепления вращаются в одинаковых направлениях и применяются обычно в планетарных передачах.
Шкивы и ременные передачи. Основные требования к шкивам: шероховатость поверхности канавки, сбалансированность. Требования к шкивам после проточности канавок. Устранение изломов и трещин. Технология охлаждения шкифов после варки. Требования к ремням передач с несколькими ремнями. Натяжение ремней. Проверка стрелы прогиба.
Шкив - фрикционное колесо с ободом или канавкой по окружности, которое передаёт движение приводному ремню или канату. Используется как одна из основных частей ремённой передачи, также бывают шкивы на распредвалах механических блоков.
В отличие от блока, шкив передаёт усилие с оси на ремень (либо с ремня на ось); блок же вращается на оси свободно и обеспечивает исключительно изменение направления движения ремня или каната.
Ременная передача относится к передачам трением с гибкой связьюи может применяться для передачи движения между валами, находящимися на значительном расстоянии один от другого. Она состоит (рис. 1.5.80) из двух шкивов (ведущего, ведомого) и охватывающего их ремня. Ведущий шкив силами трения, возникающими на поверхности контакта шкива с ремнем вследствие его натяжения, приводит ремень в движение. Ремень в свою очередь заставляет вращаться ведомый шкив. Таким образом, мощность передается с ведущего шкива на ведомый.

Рис. 1.5.80. Виды ременных передач: а - открытая передача;
б - перекрестная передача; в- полуперекрестная передача (со скрещивающимися валами); г - угловая передача (с направляющим роликом); д-передача с нажимным роликом; е- передача со ступенчатым шкивом.
Для нормальной работы передачи необходимо предварительное натяжение ремня, обеспечивающее возникновение сил трения на участках контакта (ремень-шкив).
Оно осуществляется:
1) вследствие упругости ремня - укорочением его при сшивке, передвижением одного вала или с помощью нажимного ролика;
2) под действием силы тяжести качающейся системы мы или силы пружины;
3) автоматически, в результате реактивного момента, возникающего на статоре двигателя;
4) с применением специальных натяжных устройств (рис. 1.5.80, д и рис. 1.5.81).
Так как на практике большинство передач работает с переменным режимом нагрузки, то ремни с постоянным предварительным натяжением в период недогрузок оказываются излишне натянутыми, что ведет к резкому снижению долговечности. С этих позиций целесообразнее применять третий способ, при котором натяжение меняется в зависимости от нагрузки и срок службы ремня наибольший. Однако автоматическое натяжение в реверсивных передачах с непараллельными осями валов применить нельзя.
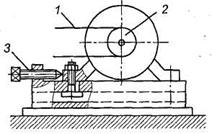
Рис. 1.5.81. Регулировка натяжения ремня перемещением двигателя:
1 - ремень; 2 -шкив; 3 -натяжное устройство.
Ременные передачи классифицируют по следующим признакам:
1. По форме сечения ремня:
- плоскоременные (рис.1.5.80, а);
- клиноременные (рис.1.5.80, б);
- круглоременные (рис.1.5.80, в);
- с зубчатыми ремнями (рис.1.5.80, д);
- с поликлиновыми ремнями (рис.1.5.80, г).

Рис.1.5.82 Типы ремней ременных передач: а - плоский ремень;
б - клиновый ремень;в - круглый ремень; г -поликлиновый ремень;
д -зубчатый ремень.
2. По взаимному расположению осей валов
- с параллельными осями (см. рис.1.5.80, а, б);
- с пересекающимися осями — угловые (см. рис.1.5.80, г);
- со скрещивающимися осями (см. рис.1.5.80, в).
3. По направлению вращения шкива:
- с одинаковым направлением (открытые и полуоткрытые) (см. рис.1.5.80, а);
- с противоположными направлениями (перекрестные) (см. рис.1.5.80, б).
4. По способу создания натяжения ремня:
- простые (см. рис.1.5.80, а);
- с натяжным роликом (см. рис.1.5.80, д);
- с натяжным устройством (см. рис.1.5.80).
5. По конструкции шкивов:
- с однорядными шкивами (см. рис.1.5.80, а—д);
- со ступенчатыми шкивами (см. рис.1.5.80, е).
Область применения.
Ремни должны обладать достаточно высокой прочностью при действии переменных нагрузок, иметь высокий коэффициент трения при движении по шкиву и высокую износостойкость. Ременные передачи применяются для привода агрегатов от электродвигателей малой и средней мощности; для привода от маломощных двигателей внутреннего сгорания. Наибольшее распространение в машиностроении находят клиноременные передачи (в станках, автотранспортных двигателях и т. п.). Эти передачи широко используют при малых межосевых расстояниях и вертикальных осях шкивов, а также при передаче вращения несколькими шкивами. При необходимости обеспечения ременной передачи постоянного передаточного числа и хорошей тяговой способности рекомендуется устанавливать зубчатые ремни. При этом не требуется большего начального натяжения ремней; опоры могут быть неподвижными. Плоскоременные передачи применяются как простейшие, с минимальными напряжениями изгиба. Плоские ремни имеют прямоугольное сечение, применяются в машинах, которые должны быть устойчивы к вибрациям (например, высокоточные станки). Плоскоременные передачи в настоящее время применяют сравнительно редко (они вытесняются клиноременными). Теоретически тяговая способность клинового ремня при том же усилии натяжения в 3 раза больше, чем у плоского. Однако относительная прочность клинового ремня по сравнению с плоским несколько меньше (в нем меньше слоев армирующей ткани), поэтому практически тяговая способность клинового ремня приблизительно в два раза выше, чем у плоского. Это свидетельство в пользу клиновых ремней послужило основанием для их широкого распространения, в особенности в последнее время. Клиновые ремни могут передавать вращение на несколько валов одновременно, допускают u max = 8 – 10 без натяжного ролика.
Круглоременные передачи (как силовые) в машиностроении не применяются. Их используют в основном для маломощных устройств в приборостроении и бытовых механизмах (магнитофоны, радиолы, швейные машины и т. д.).
Передаваемая мощность силовых ременных передач практически достигает 50 кВт, хотя известны плоскоременные передачи мощностью и 1500 кВт. Скорость ремня v = 5 - 30 м/с (в сверхскоростных передачах v = 100 м/с). В механических приводах ременная передача используется чаще всего как понижающая передача. Максимальное передаточное отношение U max = 5 – 6 для передач без натяжного ролика и U max = 6 – 10 для передач с натяжным роликом, допускают кратковременную перегрузку до 200%.
Достоинства:
-возможность расположения ведущего и ведомого шкивов на больших расстояниях (более 15 метров) (что важно, например, для сельскохозяйственного машиностроения);
- плавность хода, бесшумность работы передачи, обусловленные эластичностью ремня;
- малая чувствительность к толчкам и ударам, а также к перегрузкам, способность пробуксовывать;
- возможность работы с большими угловыми скоростями;
- предохранение механизмов от резких колебаний нагрузки вследствие упругости ремня;
- возможность работы при высоких оборотах;
- простота конструкции и дешевизна.
Недостатки:
- непостоянство передаточного числа вследствие проскальзывания ремней;
- постепенное вытягивание ремней, их недолговечность;
- необходимость постоянного ухода (установка и натяжение ремней, их перешивка и замена при обрыве и т. п.);
- сравнительно большие габаритные размеры передачи;
- высокие нагрузки на валы и опоры из-за натяжения ремня;
- опасность попадания масла на ремень;
- малая долговечность при больших скоростях (в пределах от 1000 до 5000 ч);
- необходимость натяжного устройства.







