Согласно ГОСТ 24642-81, и радиальное, и торцевое биения относятся к суммарным отклонениям формы и расположения.
Радиальным биением называется разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного влияния отклонения от соосности оси рассматриваемого реального профиля (сечения) с базовой осью и некруглости этого профиля (сечения).
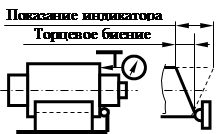
Торцевым биением называется разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Торцевое биение является результатом совместного влияния отклонения от перпендикулярности реальной торцевой поверхности относительно базовой оси и отклонений от плоскостности этой поверхности в измеряемом сечении.
Очевидно, что контроль биений необходимо проводить относительно тех баз, с помощью которых деталь базируется в механизме.
Базовыми поверхностями у валов могут быть:
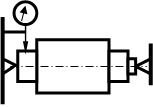
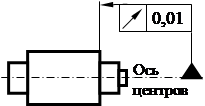
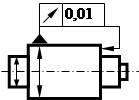
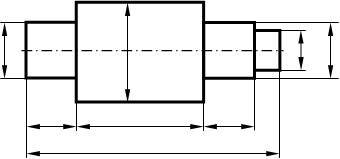
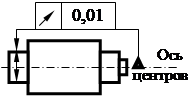
1) ось центров, в этом случае измеряемый вал должен устанавливаться в два центровых отверстия детали (рис. 14.1, п. 1 и 2);
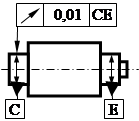
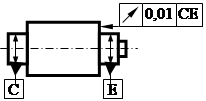
2) две цилиндрические поверхности (рис. 14.1, п. 3 и 4) – в этом случае биения всех остальных поверхностей должны задаваться и измеряться относительно так называемой общей оси, проходящей через середины осей двух базовых поверхностей, поэтому при измерении биений вал должен устанавливаться на две узкие призмы серединами базовых шеек;
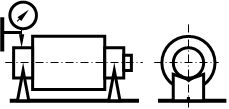
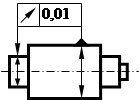
3) цилиндрическая поверхность (рис. 14.1, п. 5 и 6) – в этом случае биения всех остальных цилиндрических и торцевых поверхностей должны определяться при установке детали на широкую призму этой базовой поверхностью.
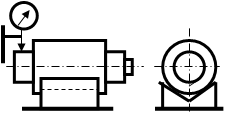
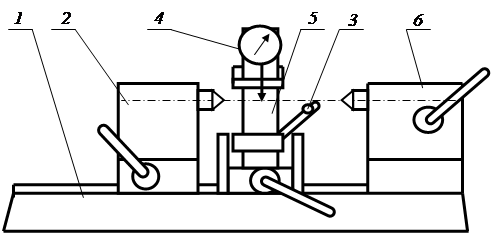
В данной работе предусмотрено измерение радиального и торцевого биений на специальном приспособлении (рис. 14.2). На станине 1 установлены две бабки 2 и 6 с центрами, бабка 2 перемещается и закрепляется в нужном положении. На этой же станине укреплена стойка 5 с индикатором 4 и упором 3.
Кроме центров на направляющих станины могут быть установлены различные призмы: широкая – для измерения биений относительно оси базовой шейки и две узкие – для измерения биений относительно общей оси.
Рис. 14.1. Схемы измерения биений
Рис. 14.2. Схема установки для измерения биений ПБ-500
Порядок выполнения работы
1. Радиальное биение в центрах. Определить радиальное биение одной из крайних шеек вала относительно базовой оси центровых отверстий. Для этого необходимо: установить деталь в центрах 2 и 6, закрепить бабки в нужном положении зажимами; если призма мешает установке бабок, то ее необходимо снять с направляющих.
1.1. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над контролируемой шейкой и добиться показания около ~ 0,5 мм.
1.2. Медленно вращая деталь в центрах, определить радиальное биение как разность наибольшего и наименьшего показаний индикатора за один или несколько оборотов детали; измерения проводить в крайних сечениях по длине шейки, выбрать наибольшее значение и результат занести в форму отчета.
2. Торцевое биение в центрах. Определить торцевое биение одного из торцов наибольшего диаметра относительно базовой оси центровых отверстий.
С этой целью следует:
2.1. Установить деталь в центрах, расположить индикатор таким образом, чтобы его измерительный стержень располагался параллельно оси детали и касался измеряемого торца на возможно большем расстоянии от оси. Добиться показания индикатора примерно ~ 0,5 мм.
2.2. Медленно вращая деталь, определить торцевое биение как разность между наибольшим и наименьшим показаниями индикатора и занести в форму отчета.
3. Радиальное биение относительно общей оси. Определить радиальное биение той же крайней шейки вала относительно общей оси базовых шеек (базовые шейки должны быть одного диаметра). Для этого необходимо.
3.1. Установить на станине прибора две узкие призмы (при необходимости раздвинуть бабки с центрами); на призмы установить базовые шейки вала так, чтобы призмы касались шеек приблизительно в средней части. Призмы закрепить.
3.2. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над проверяемой шейкой и добиться показания около ~ 0,5 мм.
3.3. Медленно вращая деталь на призмах, определить радиальное биение; измерение проводить в крайних сечениях по длине шейки, выбрать наибольшее и результат занести в форму отчета.
4. Торцевое биение относительно общей оси. Определить торцевое биение того же, что и ранее, торца относительно общей оси. Для этого необходимо.
4.1. Установить детали базовыми шейками на призмы.
4.2. Переместить призмы так, чтобы стойка с индикатором оказалась в районе проверяемого торца, и закрепить; переместить упор на стойке так, чтобы шарик упора касался проверяемого торца снизу, на том же расстоянии, что и индикатор от оси детали и в этом положении закрепить.
4.3. Расположить индикатор так, чтобы измерительный стержень был направлен вдоль оси детали, а измерительный наконечник касался измеряемого торца детали в диаметрально противоположной от упора точке, на возможно большем расстоянии от оси детали; добиться показания индикатора ~ 0,5 мм.
4.4. Медленно вращая деталь на призмах и слегка прижимая ее рукой к шарику упора, определить по индикатору разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. Следует иметь в виду, что при этой схеме измерения полученная разность показаний является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний.
5. Радиальное биение на призме. Определить радиальное биение той же, что и ранее, шейки относительно базовой. Для этого необходимо.
5.1. Установить широкую призму на станину и закрепить винтом; если этому мешают бабки с центрами, то их надо раздвинуть.
5.2. Измеряемую деталь установить на призму базовой поверхностью.
5.3. Расположить измерительный наконечник индикатора примерно перпендикулярно оси измеряемой поверхности детали и добиться показания индикатора ~ 0,5 мм.
5.4. Медленно вращая деталь в призме, найти по индикатору радиальное биение, как разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали (измерения проводить в крайних сечениях по длине шейки), выбрать наибольшее и результат занести в форму отчета.
6. Торцевое биение на призме. Определить торцевое биение того же, что и ранее, торца относительно базовой поверхности. С этой целью следует.
6.1. Установить деталь на призме таким образом, чтобы измеряемый торец детали упирался в сферический упор, имеющийся на стойке индикатора.
6.2. Расположить индикатор так, чтобы измерительный наконечник его был расположен параллельно оси детали и касался бы измеряемого торца в диаметрально противоположной от упора точке на том же расстоянии от оси детали, что и упор; добиться показания индикатора ~ 0,5 мм.
6.3. Медленно вращать деталь в призме и, слегка прижимая ее рукой к упору, определить по индикатору разность между его наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. При этой схеме измерения полученная разность показаний индикатора является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний по индикатору.
7. Измерить размеры детали с той точностью, которую позволяет имеющийся измерительный прибор, и в зависимости от действительных размеров детали определить степень точности, по табл. П16 и П17 Приложения 2.
8. Оформить отчет согласно прилагаемой форме.
Форма протокола измерений
| Группа №
|
Ф. И. О.
|
|
Работа 14
|
Измерение радиального и торцевого биений
|
|
Данные об
индикаторе
| Данные о детали
|
| Цена
деления
|
|
| Пределы
измерения
|
|
Результаты измерения
| N°
п.п
| Измеряемое
биение
| Схемы измерений для
каждого из 6 случаев
(рис. 14.1, столбец 4)
| Измеренное
биение, мм
| Степень
точности*
|
|
|
|
|
|
|
П р и м е ч а н и е. Степень точности определяется по ГОСТ 24643-81
(см. табл. П16 и П17 Приложения 2).
Р а б о т а 15





 1
1