| Номинальные значения
размеров концевых мер, мм
| Градация мер,
мм
| Число мер
|
| 1,005
1,01; 1,02......1,49
1,1; 1,2......1,9
0,5; 1; 1,5......19
10; 20.......100
| -
0,01
0,1
0,5
|
|
П р и м е ч а н и я: 1. Для удобства номинальные размеры приведены рядами, поэтому меры 1,1; 1,2; 1,3; 1,4 и 1,5 мм учтены дважды.
2. К набору прилагается две пары защитных плиток с номинальными значениями длины 1 и 2 мм, отличающимися от основных мер наличием среза на одном из ребер.
Благодаря притираемости, комбинируя меры набора, можно составить различные размеры. Несколько концевых мер, притертых друг к другу, называют блоком мер. При составлении блока мер следует предварительно определить, какие меры нужно взять для данного блока. При этом число мер в блоке должно быть минимальным, так как погрешность суммарного размера блока зависит от числа мер, входящих в блок. Поэтому при подборе концевых мер длины, составляющих блок, рекомендуется начинать с выбора меньшей меры, размер которой содержит последний знак десятичной дроби составляемого размера.
П р и м е р. Требуется составить блок концевых мер размером 79,985 мм, используя при этом набор № 1.
| Размер блока.....................................
| 79,985 мм
|
| Первая мера, входящая в блок.......................
| 1,005 мм
|
| Остаток..........................................
| 78,98 мм
|
| Вторая мера......................................
| 1,48 мм
|
| Остаток.........................................
| 77,5 мм
|
| Третья мера......................................
| 7,5 мм
|
| Остаток – четвертая мера...........................
| 70 мм
|
Таким образом, в блок войдут меры: 1,005; 1,48; 7,5 и 70 мм.
Возможности использования концевых мер длины значительно расширяются благодаря применению набора принадлежностей к ним. Наборы принадлежностей включают: державки для крепления отдельных концевых мер длины или блоков в случае их использования для измерения линейных размеров и разметки; основание, предназначенное для установки державки с блоком мер при разметке; стяжки для крепления блоков мер размерами более 100 мм; плоскопараллельные боковики для проверки наружных размеров; радиусные боковики для измерения внутренних размеров; центровой и чертильный боковики, используемые при разметке.
В данной лабораторной работе концевые меры длины используются для непосредственных измерений действительных размеров предельных рабочих калибров-скоб.
Предельные рабочие калибры – широко применяются для контроля размеров деталей в процессе их изготовления. Их конструкции весьма разнообразны. Одна из возможных разновидностей калибров для валов (скоба) показана на рис. 1.1.
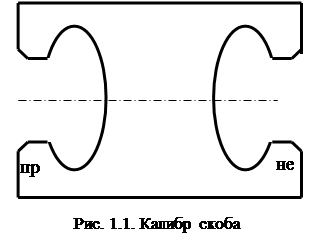 Предельные калибры имеют две стороны: проходную (ПР) и непроходную (НЕ), номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала.
Предельные калибры имеют две стороны: проходную (ПР) и непроходную (НЕ), номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала.
Номинальный размер проходной стороны у скоб соответствует наибольшему предельному размеру вала. Номинальный размер непроходной стороны у скоб соответствует наименьшему предельному размеру вала. Поэтому при контроле годными считаются детали, у которых проходная сторона предельного калибра проходит по проверяемой поверхности, а непроходная – не проходит.
Схемы расположения полей допусков гладких калибров для валов размерами до 180 мм показаны на рис. 1.2.
Согласно ГОСТ 24853-81, для гладких рабочих калибров установлены: допуски на изготовление скоб Н 1, отклонение середины поля допуска на изготовление проходных калибров Z 1 и допустимый выход размера изношенного проходного калибра за границу поля допуска деталей Y 1.

Рис. 1.2. Схема расположения полей допусков калибров для валов
Порядок выполнения работы
1. Согласно маркировке на калибре-скобе (номинальный размер детали и обозначение поля допуска вала), определить номинальный размер проходной (ПР) и непроходной (НЕ) сторон калибра.
2. По номинальному размеру проходной стороны скобы в соответствии с имеющимся набором концевых мер подобрать необходимые меры.
 3. Вынуть из футляра концевые меры, очистив их от смазки, промыть бензином и насухо вытереть чистой мягкой тряпкой.
3. Вынуть из футляра концевые меры, очистив их от смазки, промыть бензином и насухо вытереть чистой мягкой тряпкой.
4. Составить блок мер, для чего к мере большего размера последовательно притереть меры меньших размеров. При этом меру меньшего размера приложить к краю большей и, прижимая ее с некоторым усилием, надвигать зигзагообразными движениями в направлении длинного ребра меры до совпадения поверхностей обеих мер (рис. 1.3).
5. Проверить размер проходной стороны скобы. Для этого ввести между измерительными поверхностями контролируемой скобы блок мер. В случае соответствия размера блока размеру проходной стороны блок под действием силы тяжести будет медленно перемещаться между плоскостями скобы. Если размер скобы окажется больше, чем размер блока, то последний будет свободно перемещаться между поверхностями скобы; если меньше – блок будет вводиться со значительным усилием.
В случае несоответствия размера блока размеру скобы более чем на 0,005 мм следует добиваться лучшего их совпадения, путем постепенного уменьшения или увеличения размера блока.
6. Повторить действия, указанные в пунктах 2 – 5, при проверке размера непроходной стороны скобы.
7. Построить схему расположения полей допусков калибра-скобы, пользуясь табл. П9 Приложения 2 и дать заключение о годности проходной и непроходной сторон измеренного калибра.
8. Оформить отчет о работе, согласно прилагаемой форме.
Форма протокола измерений
| Группа №
|
Ф. И. О.
|
| Работа 1
| Непосредственная оценка размеров предельного
калибра-скобы с помощью концевых мер длины
|
| Данные о наборе концевых мер
| Данные о детали
|
| Номер набора
|
| Наименование и
маркировка
|
|
| Число мер
в наборе
|
| Предельные
отклонения
|
|
| Класс точности
|
| Номинальный размер ПР
|
|
| Разряд
|
| Номинальный размер НЕ
|
|
| Результаты оценки размеров сторон скобы
|
| ПР
| Размер блока мер
|
|
| Перечень мер в блоке
|
|
| НЕ
| Размер блока мер
|
|
| Перечень мер в блоке
|
|
|
Схема расположения полей допусков, заключение о годности
|
| | | | | |
Р а б о т а 2
Контроль размеров деталей с помощью
электроконтактного предельного преобразователя
В производственных условиях, особенно при крупносерийном и массовом производстве, часто вместо измерения осуществляют контроль размеров деталей, т. е. устанавливают, соответствие контролируемого размера допускаемым предельным размерам.
Контроль размеров может быть выполнен с помощью предельных калибров, электроконтактных предельных преобразователей, а также с помощью универсальных средств измерения, имеющих задающие устройства в виде “флажков” и других отметок, определяющих предельные размеры на шкале отсчетного устройства.
Электроконтактные предельные преобразователи являются наиболее распространенными средствами контроля. Они применяются как для визуального контроля с помощью устройств светофорного типа, так и в системах автоматического контроля.
 а) б)
а) б)
Рис. 2.1. Электроконтактный предельный преобразователь
Конструкции электроконтактных предельных преобразователей многообразны. Двухконтактный преобразователь модели 233 (рис. 2.1) рассматривается в данной работе.
Малогабаритный электроконтактный преобразователь модели 233 (рис. 2.1,а) выпускается по ГОСТ 5.651-70*. Перемещение от измерительного штока 1 на коромысло 2 с палладиевыми электрическими контактами 3 передается через корундовый сферический камень 4. Коромысло вращается на ножевой опоре 6, которая опирается на нож 10, закрепленный в корпусе преобразователя. Измерительное усилие создается пружиной 5 и регулируется винтом 7, в чашку которого входит пружина 5. Для предохранения измерительного штока от проворота служит шпонка 8, которая крепится к штоку 1 и перемещается по пазу вставки 9.
Опускание измерительного штока 1 вызывает замыкание левого контакта, что приводит к загоранию красной лампы светофорного прибора (размер меньше допустимого). Подъем измерительного стержня соответственно вызывает замыкание правого контакта и загорание зеленой лампы (размер больше допустимого). Если оба контакта разомкнуты, то загорается белая лампа (размер находится в допустимых пределах).
Цена деления шкал микровинтов составляет 1 мкм, пределы измерения преобразователя от 0 до 0,4 мм, предельная погрешность ±1 мкм. Пределы измерения всего прибора определяются размерами стойки, при использовании стойки С-III пределы измерения составляют от 0 до 120 мм.
Порядок выполнения работы
1. Включить прибор в осветительную сеть.
2. Вращением микровинтов 4 и 5 (рис. 2.1,б) установить коромысло 2 (рис. 2.1,а) примерно в горизонтальное положение.
3. В соответствии с указанными преподавателем номинальным размером и полем допуска детали, например 18 f 9, 18 e 9, 18 d 9 и др., определить верхнее и нижнее отклонение и рассчитать предельный наименьший и предельный наибольший размеры детали и по предельным размерам составить два блока концевых мер длины.
4. Установить на столике блок концевых мер длины, соответствующий наименьшему предельному размеру детали так, чтобы зазор между ним и измерительным наконечником преобразователя был в пределах 0,5 … 1 мм. Для этого: придерживая рукой кронштейн с преобразователем, открепить винт 7, переместить кронштейн по стойке до нужного положения и закрепить винт 7. Далее, отстопорив винт 8 (рис. 2.1,б), вращением маховика 6 добиться касания измерительного наконечника преобразователя с блоком концевых мер длины (загорается белая лампа). Застопорить винт 8.
Точной настройкой с помощью микровинта 4 добиться, чтобы при легком нажатии на преобразователь пальцем снизу вверх загорелась красная лампа, а в исходном положении – белая.
5. Установить на измерительный столик блок мер, соответствующий наибольшему предельному размеру детали. Поворотом винта точной настройки 5 добиться загорания зеленой лампы. Проверить точность настройки: если настройка выполнена правильно, то при легком нажатии пальцем сверху на преобразователь должна загораться белая лампа, а в исходном положении зеленая.
6. Ставя по очереди все детали на измерительный столик, рассортировать их на: годные (белая лампа), исправимый брак (зеленая лампа) и неисправимый брак (красная лампа).
8. Оформить отчет о работе, согласно прилагаемой форме.
Форма протокола измерений
| Группа №
|
Ф. И. О.
|
| Работа 2
| Контроль размеров деталей с помощью
электроконтактного предельного преобразователя
|
| Данные о приборе
| Данные о детали
|
| Наименование
|
| Наименование
|
|
| Цена деления шкал микровинтов
|
| Номинальный
размер
|
|
| Пределы измерения
прибора
|
| Предельные
отклонения
|
|
| Пределы измерения
преобразователя
|
| Предельные
размеры
|
|
| Схема
преобразователя
(рис. 2.1,а)
| Результаты контроля
(число деталей)
|
| Брак +
(зеленая лампа)
|
|
| Годные
(белая лампа)
|
|
| Брак –
(красная лампа)
|
|
|
Схема поля допуска и заключение о количестве годных деталей
|
| | | | | | |
Р а б о т а 3







