| Модель головки
| Цена деления,
мкм
| Пределы измерения,
±мкм
|
| 10ИГП
5ИГП
2ИГП
1ИГП
05ИГП
02ИГП
01ИГП
|
0,5
0,2
0,1
|
|
Погрешность пружинных измерительных головок, как правило, не превышает значения цены деления.
В микрокаторе (рис. 6.1) пружинная лента 1, скрученная от середины в разных направлениях (правое и левое), прикреплена с одной стороны к неподвижному угольнику 2, а с другой – к пружинному рычагу, который может качаться вокруг точки А. В средней части ленты прикреплена тонкая стрелка 3. Измерительный стержень 4, установленный в корпусе прибора на двух плоских пружинах 5 и 6, совершает поступательное движение. При перемещении измерительного стержня происходит поворот рычага и растяжение ленты. При растяжении лента 1 раскручивается, что, в свою очередь, вызывает поворот стрелки 3 вокруг оси ленты, показания снимаются по шкале 7. Измерительное усилие создается пружиной 8.
Особенность микрокаторов состоит в том, что их измерительный механизм не имеет пар внешнего трения, и поэтому у микрокаторов нет вариации показаний.
Присоединительные размеры микрокаторов (Æ28 h 7) позволяют крепить их в унифицированных стойках типа С-I с колонкой диаметром 70 мм – для микрокаторов с ценой деления до 0,0005 мм и типа С-II с колонкой диаметром 50 мм – для микрокаторов с ценой деления свыше 0,0005 мм (рис. 6.2). Пределы измерений по высоте рассматриваемых стоек – от 0 до 160 мм.
Рис. 6.1. Схема микрокатора
Как видно на рис. 6.2 на основании 1 неподвижно закреплены цилиндрическая колонка 2 с резьбой и плоский столик 13. Вдоль по колонке с помощью гайки 3 может перемещаться кронштейн 4 и стопорится в нужном положении винтом 5. Микрокатор 8 с арретиром 12 закрепляется винтом 11 во втулке 10, которая на плоских пружинах 6 подвешена к кронштейну 4. Микроподача микрокатора осуществляется винтом 7. Установка нулевого показания производится с помощью винта 9. Дополнительно отметим, что в указанных стойках вместо микрокатора могут быть установлены и преобразователи индуктивных измерительных систем со стрелочными и цифровыми отсчетными устройствами. Преобразователи с присоединительными размерами Æ8 h 7 закрепляются в указанных стойках при помощи специальных переходных втулок.
Пределы измерения микрокатора со стойкой С-I и С-II составляют 0 – 160 мм.
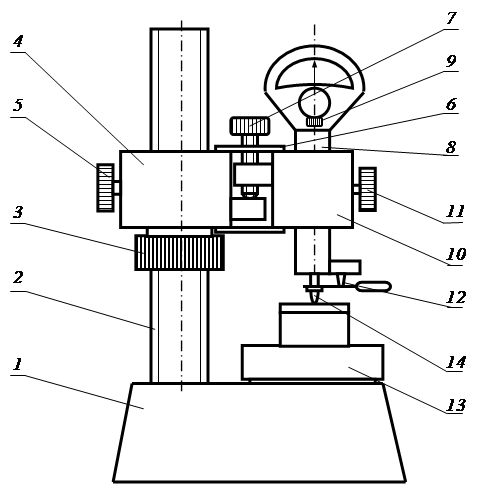
Рис. 6.2. Стойка с микрокатором
В данной лабораторной работе при помощи микрокатора предлагается выполнить измерение действительных размеров предельных калибров-пробок.
Предельные калибры широко применяются для контроля размеров деталей в процессе их изготовления. Их конструкции весьма многообразны. Одна из возможных разновидностей калибра для отверстий (пробка) показана на рис. 6.3. Предельные калибры имеют две стороны: проходную (ПР) и непроходную (НЕ), номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала.
Номинальный размер проходной стороны у пробок соответствует наименьшему предельному размеру отверстия.
Номинальный размер непроходной стороны у пробок соответствует наибольшему предельному размеру отверстия. Поэтому при контроле годными считаются детали, у которых проходная сторона предельного калибра проходит по проверяемой поверхности, а непроходная – не проходит.

Рис. 6.3. Калибр-пробка
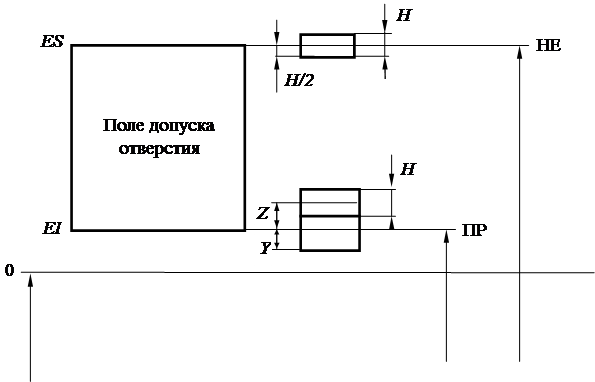
Схема расположения полей допусков гладких калибров для отверстий размерами до 180 мм показана на рис. 6.4.
D Dmin Dmax
Рис. 6.4. Схема расположения полей допусков калибра пробки
Согласно ГОСТ 24853-81, для гладких рабочих калибров пробок установлены: допуски на изготовление пробок H, отклонения середины поля допуска на изготовление проходной стороны калибра Z и допустимый выход размера изношенного проходного калибра за границу поля допуска деталей Y (табл. П9 Приложения 2). Поле допуска непроходной стороны расположено симметрично относительно предельного наибольшего размера, таким образом, предельные отклонения составляют ± Н /2. Поле допуска проходной стороны для новых калибров смещено относительно предельного наименьшего размера на величину Z, которая задает размер до середины поля допуска, таким образом, предельные отклонения составляют Z ± H /2. Для изношенных калибров поле допуска проходной стороны может распространяться вниз на величину Y.
Порядок выполнения работы
1. Согласно номинальному диаметру отверстия (маркировка), для контроля которого используется калибр-пробка, набрать блок концевых мер длины.
2. По блоку мер установить микрокатор на нуль. Для этого установить блок на столике 13 (см. рис. 6.2). Отвернуть винт 5 и плавным перемещением кронштейна 4 по колонке 2 с помощью гайки 3 установить микрокатор 8 так, чтобы измерительный наконечник 14 слегка касался меры или имел зазор с мерой не превышающий 0,5 мм. Закрепить кронштейн на колонке стопорным винтом 5. Вращением микровинта 7 опускать микрокатор до тех пор, пока его показание не будет равно нулю. Если стрелка несколько не совпадает с нулевым делением, то поворотом шкалы с помощью винта 9, расположенного с правой стороны микрокатора, можно добиться полного совпадения стрелки и нулевого показания шкалы.
Проверить стабильность показаний. Для этого несколько раз нажать и отпустить арретир 12. Если стрелка прибора сместится с установленного положения, необходимо проверить надежность крепления стопорными винтами 5 (кронштейна) и 11 (микрокатора) и снова установить шкалу на нуль. Затем нажать на арретир и снять блок мер со столика.
3. Измерить диаметр проходной и непроходной сторон калибра-пробки. Для этого расположить калибр на столике под измерительным наконечником. При этом необходимо прижимать калибр к столику не за рукоятку, а за измеряемую рабочую часть так, чтобы образующая измеряемой цилиндрической поверхности плотно прилегала к плоскости столика. Для измерения диаметра (наибольшей хорды) его необходимо перемещать. скользя или прокатывая по столику прибора. Отсчет по шкале прибора производить в момент, соответствующий максимальному показанию. При отсчете обратить внимание на знак отклонения. Измерять диаметр калибра следует не менее трех раз, потом найти среднее значение.
4. Построить схему расположения полей допусков (рис. 6.4), нанести на схему действительные отклонения проходной и непроходной сторон и дать заключение о годности проходной и непроходной сторон измеренного калибра-пробки.
5. Оформить отчет о работе, согласно приведенной форме.
Форма протокола измерений
| Группа №
|
Ф. И. О.
|
|
Работа 6
| Измерение диаметров предельного калибра-пробки
с помощью микрокатора
|
|
Данные о приборе
|
Данные о калибре
|
|
Цена деления
|
|
Маркировка
|
|
| Пределы
измерения по шкале
|
| Номинальный диаметр ПР
|
|
| Пределы
измерения
прибора
|
| Номинальный диаметр НЕ
|
|
| Схема прибора
(рис. 6.1)
|
Показания прибора (мкм)
|
| Измерение
| ПР
| НЕ
|
|
|
|
|
|
|
|
|
|
|
|
|
| Среднее
|
|
|
|
Схема расположения полей допусков и заключение о годности
|
| | | | | | |
Р а б о т а 7









