Согласно ГОСТ 17325-79, пайка – процесс получения неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации.
До изобретения электрической сварки плавлением, пайка, наряду с кузнечной сваркой, была основным технологическим приемом соединения металлических конструкций. В известной степени электрическая сварка плавлением, с ее широкими технологическими возможностями, задержала развитие пайки из ремесла в современный технологический процесс. Лишь с развитием таких отраслей промышленности как авиастроение, радиотехника и электроника, автомобилестроение и, особенно, ракетно-космическая техника резко повысился интерес и объемы применения пайки в производстве сложных конструкций машиностроения и приборостроения. Ее применение оказалось целесообразным, а в некоторых случаях единственно возможным при изготовлении целого ряда деталей и узлов этих отраслей техники.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены, главным образом, возможностью формирования паяного шва ниже температуры автономного плавления соединяемых материалов. При этом становится возможным общий нагрев паяемого узла или изделия до температуры пайки. Этими особенностями и определяются основные преимущества пайки по сравнению с другими способами соединения:
– осуществлять групповую пайку, широкую механизацию и автоматизацию, обеспечивающих высокую производительность процесса;
– получать соединение деталей в скрытых или малодоступных местах конструкции, а следовательно, изготавливать сложные конструкции за один прием, сократить их металлоемкость, повысить коэффициент использования материала;
– паять не по контуру, а одновременно по всей поверхности соединения, что наряду с обеспечением высокой производительности процесса позволяет широко варьировать прочность соединений;
– ограничиваться при пайке на порядок меньшим давлениями, чем при сварке давлением в твердой фазе, когда для соединения деталей необходим непосредственный их контакт. При пайке физико-химический контакт деталей обеспечивается при смачивании и заполнении зазора припоем, а давление необходимо лишь для сохранения зазора, компенсации усадки припоя и выдавливания лишней жидкой фазы;
– соединять разнородные металлические и неметаллические материалы и с большой разностенностью, т. е. обеспечить универсальность процесса;
– выбирать температуру пайки в зависимости от необходимости сохранения механических свойств материалов в изделии, для совмещения нагрева под пайку и термическую обработку и для выполнения ступенчатой пайки;
– предотвратить развитие значительных термических деформаций и обеспечить получение изделий без нарушения его формы и размеров, т. е. с высокой прецизионностью;
– в условиях формирования паяных швов при смачивании и растекании припоя по паяемому материалу обеспечивать высокую плавность галтелей, а следовательно, высокую прочность, надежность и долговечность в условиях вибрационных и знакопеременных нагружений;
– разъединять детали и узлы путем их распайки ниже температуры автономного плавления паяемого материала и ремонтировать изделия в полевых условиях.
Эти преимущества приобретают особое значение в условиях резкого повышения цен на конструкционные и технологические материалы. Широкое применение пайки, при рациональном конструировании машин и приборов, позволяет широко применять прогрессивные технологии изготовления соединяемых деталей (штамповка, литье, прессование порошка) с высоким коэффициентом использования, материала и наиболее полно использовать физико-химические и механические свойства конструкционных материалов.
Вместе с тем, применение при пайке припоев, более легкоплавких, чем паяемый материал, и поэтому часто менее прочных, обуславливает ряд традиционных недостатков паяных соединений:
– неравнопрочность паяного шва с паяемым материалом при статических испытаниях на разрыв, причиной чего являются более низкая прочность и пластичность большинства припоев по сравнению с паяемым металлом (рис. 1), литая структура в шве, высокое химическое сродство компонентов припоев с основой или компонентами паяемого материала, приводящее к росту прослоек химических соединений, развитие в паяном соединении диффузионной пористости, слабая активность газовых сред и флюсов при температуре пайки, нетехнологичность конструкции паяемых соединений и изделий, развитие остаточных паяльных напряжений в элементах и паяных соединениях и др., что накладывает ограничения на применение пайки в высоконагруженных конструкциях;
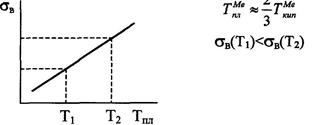
Рис. 1. Зависимость прочности металлов от их температуры плавления
– необходимость точной сборки с малыми зазорами, что удорожает себестоимость узлов и изделий;
– применение в припоях дорогих и дефицитных металлов.
Эти недостатки паяных соединений во многих случаях могут быть устранены при использовании новых прогрессивных способов пайки и новых паяльных материалов.
104.Стадии образования соединений при пайке. Активирование поверхностей паяемого материала и припоя.
Современные представления о процессах образования соединений при сварке и пайке указывают на то, что их можно отнести к классу топохимических реакций, отличающихся двухстадийностью формирования прочных связей между атомами соединяемых материалов.
В течение первой, подготовительной стадии, происходит сближение соединяемых поверхностей или их участков на расстояния, требуемые для межатомного взаимодействия и подготовка к их взаимодействию. Сближение может достигаться различными путями: при сварке плавлением и пайке в процессе смачивания, когда имеется жидкая фаза, смачивающая поверхность твердого материала; при сварке в твердом состоянии в процессе совместного пластического деформирования двух материалов или одного из них. На первой стадии важную роль играют процессы электростатического взаимодействия. Первая подготовительная стадия в сварочной литературе получила название стадии образования физического контакта.
На второй, конечной стадии, приводящей к образованию прочного соединения, определяющую роль играют процессы электронного взаимодействия. Для чистых металлов и твердых растворов. Для чистых металлов и твердых растворов вторая стадия характеризуется образованием прочной «металлической» связи. В случае соединения разнородных материалов – металлов с металлидами, химическими соединениями металлов, в частности, с оксидами, полупроводниками, процессы взаимодействия сводятся к образованию прочных связей в основном ковалентного и координационно-ковалентного типов.
Вторая стадия образования соединения называется стадией химического взаимодействия.
На практике получение неразъемных соединений с заданными свойствами осложняется двумя факторами:
– соединяемые поверхности покрыты слоем оксидов различной толщины и структуры, а также другими загрязнениями, поскольку любая поверхность твердого тела адсорбирует атомы внешней среды;
– контактирующие поверхности соединений вследствие макро- и микронеровностей соприкасаются лишь в отдельных точках, а при сварке плавлением и пайке могут не контактировать до расплавления присадочного материала (припоя) или соединяемого материала.
Достижение физического контакта между жидкой и твердой фазами при пайке облегчается высокой подвижностью атомов жидкой фазы. Однако для начала химического взаимодействия необходимо поверхностным атомам твердого тела сообщить энергию, которая необходима:
– для обрыва связей между атомами твердого тела и атомами внешней среды, насыщающими их свободные связи;
– для повышения энергии поверхностных атомов с переводом их в активное состояние.
Эта энергия может подводиться в виде тепловой, механической, радиационной и других видов энергии. Ее величина определяется химическим составом оксидов на поверхности материалов, энергией связи атомов в оксидах и сродством металлов друг к другу и к кислороду
105. Оксидные пленки на поверхности металлов. Особенности их образования и роста. Механические и физические методы активирования поверхностей.
Оксидные пленки и способы их удаления при пайке.
Особенности образования и структура оксидных пленок.
В атмосферных условиях поверхности металлов покрыты оксидами. При комнатной температуре окисление металла сначала идет достаточно быстро, но при достижении определенной толщины оксидной пленки процесс окисления резко замедляется. Так, при окислении меди после двухчасовой выдержки толщина оксидной пленки достигает 24Ǻ и затем почти не изменяется (1Ǻ=10-10м).
Процесс окисления при низких температурах начинается с физической адсорбции кислпереходящей в стадию хемосорбции и окисления. Если выделяемая при физической адсорбции энергиорода, я мала и имеет порядок единиц килокалорий на моль (ккал/моль), то энергия хемосорбции и образования наиболее стабильных оксидов составляет десятки и сотни килокалорий на моль.
| Металл
| Стойкий оксид
| Энергия, ккал/моль
|
|
| Образования оксида
| Хемосорбции О2
|
|
| Al
| Al2O3
| 266(89)
| 211(105)
|
|
| Ti
| TiO2
| 235(118)
| 236(118)
|
|
| Cr
| Cr2O3
| 183(61)
| 174(87)
|
|
| Mn
| Mn2O3
| 153(51)
| 150(75)
|
|
| Fe
| Fe3O4
| 134(36)
| 136(68)
|
|
| Co
| Co3O4
| 102(25)
| 100(50)
|
|
| Ni
| NiO
| 116(116)
| –
|
|
| Mo
| MoO2
| 131(65)
| 172(86)
|
|
| Ta
| Ta2O5
| 193(39)
| 212(106)
|
|
| W
| WO2
| 134(67)
| 194(97)
|
|
В таблице приведены значения энергий хемосорбции и энергии образования некоторых оксидов металлов […]. В скобках указана энергия связи, приходящаяся на каждый атом кислорода в оксиде и хемосорбированном слое.
Отметим, что большого числа металлов энергия связи, приходящаяся на каждый хемосорбированный атом кислорода, близка к энергии связи, приходящейся на каждый атом в оксиде. Следовательно, хемосорбция кислорода является начальной стадией окисления металлов (первый слой).
Результатом взаимодействия кислорода с металлами является образование оксидной пленки, которая снижает его химическую активность. При окислении металлам свойственна тенденция к сохранению в окисных пленках своей собственной атомной структуры. Чем меньше толщина оксидной пленки, тем больше ориентационное воздействие металла на ее структуру. С увеличением толщины пленки в ее структуре происходят превращения, в результате которых образуются оксиды с присущими им параметрами кристаллической решетки и плотностью.
В зависимости от толщины, оксидные пленки принято подразделять на:
-тонкие (невидимые) толщиной от мономолекулярного слоя до 40 нм (400Ǻ);
-средние (видимые как цвета побежалости), имеющие толщину 40-500 нм (400-5000Ǻ);
-толстые (видимые), толщиной свыше 500 нм (>5000Ǻ), например окалина на стали.
После образования на поверхности металла первичной пленки дальнейший рост ее толщины определяется диффузией через нее металла и кислорода (рис. …).
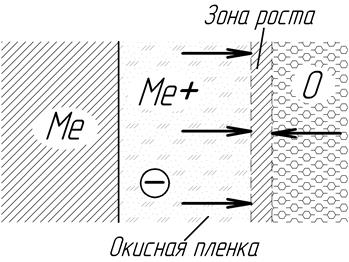
Рис. … Схема роста оксидной пленки при соизмеримых скоростях встречной диффузии металла и кислорода

| 
|
| Рис. … Микроструктура сечения оксида, образовавшегося: а – после 100-ч окисления кобальта в атмосфере воздуха при 800°С; б – после 24-ч окисления железа в атмосфере воздуха при 620°С.
|
Так как оксидные пленки на металлах имеют ионную кристаллическую структуру, обладающую ионной и электронной проводимостью, то в диффузионных процессах через пленку участвуют не атомы, а ионы металла и свободные электроны (рис. …). Возможно также образование ионов кислорода на внешней поверхности пленки за счет ионизации проходящими со стороны металла электронами. Образующиеся ионы кислорода диффундируют в сторону металла. В силу того, что радиусы ионов металла значительно меньше радиуса иона кислорода, скорость диффузии первых несколько выше. Поэтому образование оксида, а, следовательно, и рост толщины пленки, происходит в зоне близкой к ее внешней поверхности. Кинетика роста толщины оксидных пленок определяется их структурой и, в частности, сплошностью.
В процессах пайки металлов большое значение имеют не только толщина, но и свойства оксидных пленок. Сплошные, прочно связанные с металлами оксидные пленки труднее удалять с паяемой поверхности, что осложняет процесс пайки. Чем менее компактна оксидная пленка, тем слабее ее связь с металлом, чем меньше ее устойчивость при нагреве, тем меньше трудностей с ее удалением при пайке.
На поверхности металлов, кроме оксидов, могут находиться и другие вещества с неметаллической связью, препятствующие образованию физического контакта припоя с паяемым материалом, например, масло, жиры, пыль, краски, охлаждающие жидкости и адсорбированные газы. Подобные загрязнения удаляются с паяемых поверхностей в процессе подготовки путем общего или местного обезжиривания в различных растворителях.
Удаление оксидных пленок и других продуктов химического взаимодействия поверхностного слоя металла с внешней средой и предотвращение их образования может быть произведено механическими, физическими, химическими и физико-химическими методами.







