Из-за высокой химической активности титановые сплавы удается сварить только дуговой сваркой в инертных газах неплавящимся и плавящимся электродом, дуговой сваркой под флюсом, электронным лучем, ЭШС и контактной сваркой. Расплавленный титан жидкотекуч, шов хорошо формирутся при всех способах сварки. Основная трудность сварки титана – это необходимость надежной защиты металла, нагреваемого выше температуры 400С от воздуха.
Дуговую сварку ведут в среде аргона и в его смесях с гелием. Сварку с местной защитой производят, подавая газ через сопло горелки, иногда с насадками, увеличивающими зону защиты.
Аргонодуговой сваркой вольфрамовым электродом детали толщиной 0,5… 1,5 мм сваривают встык без зазора и без присадки, толщиной более 1,5… 3,0 мм – с присадочной проволокой.
При ЭШС используют пластинчатые электроды из того же титанового сплава, что и свариваемая деталь, толщиной 8…12 мм и шириной, равной толщине свариваемого металла.
Электронно–лучевая сварка титановых сплавов обеспечивает наилучшую защиту металла от газов и мелкозернистую структуру шва. Требования к сборке по сравнению с другими способами жестче.
При всех способах сварки титановых сплавов нельзя допускать перегрева металла. Нужно применять способы и приемы, позволяющие влиять на кристаллизацию металла: электромагнитное воздействие, колебания электрода или электронного луча поперек стыка, ультразвуковое воздействие на сварочную ванну, импулсный цикл дуговой сварки и т.п. Все это позволит получать более мелкую структуру шва и высокие свойства сварных соединений.
Технологии сварки чугуна.
Сварочный нагрев и последующее охлаждение настолько изменяют структуру и свойства чугуна в зоне расплавления и околошовной зоне, чтобы получить сварные соединения без дефектов с необходимым уровнем свойств оказывается весьма затруднительно. В связи с этим чугун относится к материалам, обладающим плохой технологической свариваемостью.
При полугорячей и холодной сварке чугуна широко используют металлургические и технологические средства воздействия на металл с целью повышения качества сварных соединений. К их числу относятся:
Легирование наплавленного металла элементми-графитизаторами, с тем чтобы при данной скорости охлаждения получить в шве перлитно-ферритную структуру, характерную для низкоуглеродистой стали, путем связывания избыточного углерода в карбиды, более прочные, чем цементит, и равномерно распределенные в металле;
Введение в состав сварочных материалов кислородосодержащих компонентов с целью максимального окисления углерода и получения в металле шва низкоуглеродистой стали;
Применение сварочных материалов, обеспечивающих в наплавленном металле получение различных сплавов цветных металлов: медно-никелевых, медно-железных, железоникелевых и др., обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.
Способы контактной сварки.
Контактная сварка - это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Оборудование для контактной сварки...
Родоначальник контактной сварки - английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Элиху Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
· Высокая производительность (время сварки одной точки или стыка составляет 0,02... 1,0 с)
· Малый расход вспомогательных материалов (воды, воздуха)
· Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
· Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки - это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).

Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки:
1 - трансформатор; 2 - переключатель ступеней; 3 - вторичный сварочный контур; 4 - прерыватель первичной цепи; 5 - регулятор; 6 - привод сжатия; 7- привод зажатия деталей; 8 - привод осадки деталей; 9 - привод вращения роликов; 10- аппаратура подготовки; 11 - орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых - это комплект кнопок. С органов управления поступают команды на сжатие "С" электродов или зажатие "3" деталей, на включение "Т" и отключение "О" сварочного тока, на вращение "В" роликов, на включение "а" регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов - стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки - это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы - бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10...12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3...4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40...60 точек в минуту.
 Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б - колпачковым
Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б - колпачковым
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1: 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3...4 их диаметра, а при сварке полос - не менее 10 толщин полосы.
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки - это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв - исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 - напряжение на вторичном контуре сварочной машины, a Z - полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2...5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки - это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20...80 % S. За меньшим из этих пределов следует непровар, за большим - выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5...5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке - это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод - деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов - недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется "склейка", проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля - разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Источник: Сварка и резка материалов. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин. -М
Точечная сварка
Основной тип соединения свариваемых деталей при точечной сварке - нахлёсточное (рис. 1).
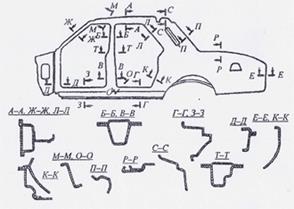 Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
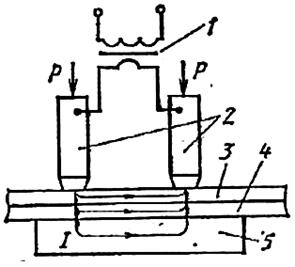
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом. Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов - обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.

Рис. 2. Схема точечной сварки

а - без увеличения давления; б - с увеличением давления при проковке; 1 - сжатие деталей; 2 - включение тока; 3 - проковка; 4 - снятие давления с электродов
Рис. 3. Стадии цикла и циклограммы точечной сварки
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
 Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
1 - сварочный трансформатор; 2 - электроды; 3 - верхняя заготовка; 4 - нижняя заготовка; 5 - медная подкладка
Рис. 4. Схема односторонней точечной сварки
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 - 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 - 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции - сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.

Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Шовная сварка
Шовная сварка - способ, при котором детали соединяются швом, состоящим из отдельных сварных точек (литых зон), перекрывающих или не перекрывающих одна другую.
При сварке с перекрытием точек шов будет герметичным (рис. 1, а), а при сварке без перекрытия шов практически не отличается от ряда точек, полученных при точечной сварке. Особенность шовной сварки состоит в том, что она выполняется с помощью двух (или одного) вращающихся дисковых электродов-роликов 1, между которыми с усилием сжаты и прокатываются соединяемые детали 2. К роликам подводится сварочный ток, который, как и при точечной сварке, нагревает и расплавляет металл в месте соединения.

Рис. 1. Схема процесса (а) и машина шовной сварки (б)
Шовная сварка, выполняемая при непрерывном движении деталей и непрерывном протекании сварочного тока, называется непрерывной. Такую сварку редко применяют из-за сильного перегрева поверхности деталей, контактирующей с роликами. Наибольшее распространение имеет прерывистая шовная сварка, при которой детали перемещаются непрерывно, а ток включается и выключается на определенные промежутки времени и при каждом включении (импульсе) тока образуется единичная литая зона. Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении скорости вращения роликов и частоты импульсов тока.
 Применяют также шаговую сварку, при которой детали перемещаются прерывисто (на шаг), а сварочный ток включается только во время их остановки, что улучшает охлаждение металла в контактах ролик - деталь по сравнению с непрерывным движением свариваемых деталей. Шовная сварка в большинстве случаев производится с наружным водяным охлаждением, что также уменьшает перегрев внешних слоев металла.
Применяют также шаговую сварку, при которой детали перемещаются прерывисто (на шаг), а сварочный ток включается только во время их остановки, что улучшает охлаждение металла в контактах ролик - деталь по сравнению с непрерывным движением свариваемых деталей. Шовная сварка в большинстве случаев производится с наружным водяным охлаждением, что также уменьшает перегрев внешних слоев металла.
Разнообразные виды шовной сварки, встречаемые на практике, в основном различаются способом подвода сварочного тока (односторонний или двусторонний) и расположением роликов относительно свариваемых деталей (рис. 2). Двусторонняя шовная сварка аналогична двусторонней точечной (рис. 2, а-е). Вместо одного из роликов может быть применена оправка, плотно контактирующая с внутренней деталью (рис. 2, г). Для сварки неподвижных деталей кольцевым швом на плоскости служит верхний ролик, который вращается вокруг своей оси, а также вокруг оси шва (рис. 2, д).
Рис. 2. Способы шовной сварки
Нижняя деталь контактирует с электродом, имеющим форму чашки. Иногда свариваемые детали устанавливают на медную шину; при этом подвод тока может быть двусторонним или односторонним. При сварке на шине возможны варианты подвижной (рис. 2, ж) и неподвижной (рис. 2, з) шин, когда два ролика, к которым подведен ток, вращаются вокруг своих осей и катятся по деталям. При односторонней шовной сварке, как и при точечной, наблюдается шунтирование тока в деталь, контактирующую с роликами.

а - непрерывное выключение тока; б - импульсное включение тока; I - сварочный ток; Р - давление; S - перемещение роликов; t - время.
Рис. 3. Циклограммы шовной сварки
Шовную сварку применяют при изготовлении различных емкостей с толщиной стенки 0,3 - 3 мм, где требуются герметичные швы - бензобаки, трубы, бочки, сильфоны и др.
Стыковая сварка
Свариваемые заготовки 3, закрепленные в зажимах (электродах) 2 стыковой машины, сжимаются осевой силой Р. Электроды подключены к сварочному трансформатору 5, при включении которого через заготовки протекает сварочный ток. Он нагревает заготовки, причем наибольшее количество теплоты выделяется в месте контакта 6 (отсюда название способа) между заготовками, так как сопротивление контакта является наибольшим во вторичной цепи и вот почему: действительное сечение контакта значительно меньше сечения заготовок за счет касания заготовок только по выступам поверхностей; на поверхности металла имеются пленки оксидов и загрязнений с малой электропроводимостью.
 1 неподвижная плита; 2 зажимы (электроды); 3 заготовки; 4 подвижная плита; 5 сварочный трансформатор; 6 контакт
1 неподвижная плита; 2 зажимы (электроды); 3 заготовки; 4 подвижная плита; 5 сварочный трансформатор; 6 контакт
Рисунок 1. Схема контактной стыковой сварки
Количество выделяемой теплоты Q, Дж определяется законом Джоуля-Ленца:
Q = I2Rt
где I - сварочный ток, A;
R - сопротивление контакта, Ом;
t - время протекания тока, с.
Анализ этой формулы показывает, что эффективный нагрев места сварки может быть получен при больших значениях сварочного тока, так как оно входит в выражение во второй степени. Сварочный ток при контактной сварке может достигать тысяч и даже десятков тысяч ампер.
Нагрев металла приводит к повышению его пластичности. В результате под действием осевой силы происходит пластическая деформация. Микронеровности поверхности сминаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей.
Контактная сварка осуществляется без расплавления и с расплавлением металла. Стыковую сварку с разогревом стыка до пластического состояния называют сваркой сопротивлением, стыковую сварку с разогревом стыка до оплавления - сваркой оплавлением. Различие этих способов может быть объяснено с использованием циклограмм процессов, которые представляют собой графическое изображение изменения во времени параметров процесса сварки.
Существуют два вида стыковой контактной сварки:
· сварка сопротивлением;
· сварка оплавлением.
При сварке сопротивлением (рисунок 2,а) заготовки сначала сжимают усилием, обеспечивающим образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. Для обеспечения равномерного нагрева по всему сечению поверхности заготовок тщательно готовят. Необходимость обеспечения равномерного нагрева ограничивает возможность применения сварки сопротивлением только для деталей небольшого (площадью до 200 мм2) и простого сечения (круг, квадрат).

I - сварочный ток; Р - усилие сжатия; S - перемещение подвижной плиты; t - время сварки; а - сопротивлением; б - оплавлением;
Рисунок 2. Циклограммы контактной стыковой сварки
Сущность сварки оплавлением (рисунок 2,б) заключается в том, что свариваемые заготовки сближают при включенном сварочном трансформаторе. Касание поверхностей происходит по отдельным выступам. Ввиду того, что площадь образовавшихся контактов очень небольшая, плотность тока, протекающего через эти контакты, настолько велика, что происходит мгновенное оплавление металла с образованием жидких перемычек, которые под действием паров металла разрушаются. Часть металла в виде искр выбрасывается из стыка. Вместе с жидким металлом выбрасываются загрязнения, которые присутствуют на поверхности заготовок. Продолжающееся сближение заготовок приводит к образованию новых перемычек и их оплавлению. Непрерывное образование и разрушение контактов-перемычек между торцами приводит к образованию на торцах слоя жидкого металла. После оплавления торцов по всей поверхности осуществляют осадку. При осадке жидкий металл из стыка выдавливается наружу и, затвердевая, образует грат. Обычно грат удаляют в горячем состоянии. Сварка оплавлением может быть прерывистая и непрерывная. При прерывистом оплавлении заготовки под током приводят в соприкосновение и вновь разводят. Образующийся при разведении электрический разряд между торцами заготовок оплавляет торцы. После нескольких повторных замыканий на торцах образуется слой жидкого металла. При включении механизма осадки жидкий металл выдавливается из стыка, торцы приходят в соприкосновение и образуется сварное соединение.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением: торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы. Стыковую сварку оплавлением применяют для соединения заготовок сечением до 100 000 мм2. Типичными изделиями являются элементы трубчатых конструкций, колеса, кольца, рельсы, железобетонная арматура, листы, трубы.
Образование соединений при контактной сварке
Все способы контактной сварки основаны на нагреве металла теплотой, выделяющейся при протекании через детали электрического тока. Количество теплоты зависит от силы тока, длительности его протекания и электросопротивления металла зоны сварки.
При точечной сварке (ТС) к двум (или более) сжатым между собой деталям 2 с помощью электродов 1, 3 (рис. 7,а) подводят ток большой силы (до нескольких десятков килоампер) и небольшого напряжения (обычно 3-8 В). Теплота, используемая при сварке, выделяется непосредственно в самих деталях, контактах между ними и контактах деталей с электродами. Удельное электросопротивление металла играет существенную роль в процессах сварки.

Рис. 7. Схема процесса точечной сварки
Рассмотрим кратко строение и основные особенности электрического контакта. При большом увеличении на поверхности любого металла после механической обработки видны значительные неровности (выступы и впадины). При сжатии деталей образуется контакт, представляющий собой соприкосновение двух поверхностей по небольшому числу отдельных точек. Площадь контакта в каждой точке и число точек зависят от усилия сжатия деталей, механических свойств металла, состояния поверхности и размеров рабочих поверхностей электродов. Чем мягче металл и меньше высота неровностей на его поверхности, тем ниже так называемое контактное сопротивление при постоянном усилии сжатия.
Контактное сопротивление вызвано резким уменьшением сечения проводника в зоне контакта и наличием на соприкасающихся поверхностях пленок оксидов, имеющих низкую электропроводимость. С увеличением усилия сжатия отдельные выступы на поверхности металла сминаются, площадь фактического контакта деталей растет и контактное сопротивление снижается. Смятие металла от действия усилия способствует разрушению пленок оксидов на поверхности, что также снижает контактное сопротивление. Контактное сопротивление значительно изменяется при нагреве деталей в связи с повышением удельного электросопротивления зон металла, прилегающих к контакту, а также в связи с увеличением числа и площади отдельных контактов в результате более интенсивного смятия нагретого металла, при нагреве главным является увеличение площади контактов. Роль контактного сопротивления в тепловыделении зависит от применяемого способа сварки и режима, в частности от силы тока и длительности его протекания.
При включении тока вначале за счет концентраций линий тока разогреваются выступы контакта (рис. 7,а), а затем и металл, находящийся в непосредственной близости к контакту. Электроды, используемые при сварке, изготовляют из медных сплавов, имеющих высокую теплопроводность. Охлаждение электродов водой способствует тому, что нагрев поверхностей деталей, контактирующих с электродами, протекает медленнее нагрева внутренних слоев металла зоны сварки.
С повышением температуры металла контактные сопротивления быстро снижаются, и основное выделение теплоты происходит за счет сопротивления деталей. Ток пропускают до тех пор, пока в центральной, наиболее нагретой зоне, металл деталей не расплавится. В результате расплавления образуется чечевицеобразная зона жидкого металла, окружаемая плотным кольцом нагретого металла, в пределах которого образовалось достаточно прочное соединение в пластическом состоянии (без расплавления). Это кольцо-поясок 4 (рис. 7,б), сжатое при нагреве усилием электродов, является уплотнением, препятствующим вытеканию жидкого металла в зазор между свариваемыми деталями. После получения зоны расплавления необходимых размеров ток выключают, металл о







