Механическое оборудование сварочного производства имеет привод и обеспечивает перемещение, вращение, установку изделий, аппаратов и операторов. Вращатели сварочные универсальные Вращатели изготавливают следующих типов: 1 – обеспечивающие вращение и наклон свариваемого изделия со сварочной скоростью; 2 – обеспечивающие вращение свариваемого изделия со сварочной скоростью и его наклон с маршевой скоростью; 3 – обеспечивающие вращение и наклон изделия с маршевой скоростью. Вращатели напольные с подъемом планшайбы по конструктивному оформлению бывают двух видов: карусельные и консольные. Вращатели напольные без подъема планшайбы предназначены для установки и поворота свариваемого изделия вокруг оси со сварочной или маршевой скоростью. Конструктивно вращатели выполняют трех видов: вертикальные карусельные, наклонные и горизонтальные. Во вращателях наклон планшайбы осуществляется ручным приводом. Для обеспечения перемещения свариваемого изделия со сварочной скоростью вращатели оснащают электродвигателями постоянного тока с тиристорными преобразователями. Маршевую скорость обеспечивают асинхронные электродвигатели. Кантователи предназначены для установки свариваемого изделия и поворота его вокруг горизонтальной оси, а также для перемещения изделия по вертикали. Кантователи оснащают электромеханическими приводами, обеспечивающими лишь маршевую скорость. Наибольшее распространение получили кантователи центровые двухстоечные, цепные, кольцевые и рычажно-книжечные. Двухстоечные кантователи применяют для установки в удобное положение при сварке изделий рамного типа и им подобных. Цепные кантователи применяют для поворота балочных конструкций двутаврового и коробчатого сечения. Рычажно-книжечные кантователи применяют для поворота плоских изделий на 180°, а также при установке полотнищ в вертикальное положение при электрошлаковой сварке. Кольцевые кантователи применяют для поворота листовых и объемных конструкций. Кантователь кассетного типа применяют для поворота на 180° крупногабаритных листовых полотнищ. Роликовые стенды предназначены для вращения цилиндрических и сферических изделий со сварочной и маршевой скоростью. Они находят применение при сборке, сварке, контроле качества, испытании сварных соединений и отделочных работах. Роликовые опоры выполняют стационарными, перекидными или сдвоенными балансирными. Сварочные колонны и тележки предназначены для установки и перемещения сварочных полуавтоматов и автоматов. Колонны различают по типу размещаемых на них аппаратов –для несамоходных и самоходных. По конструктивному оформлению механизма передвижения различают глагольные, велосипедные и портальные тележки. Тележки применяют при изготовлении изделий, имеющих несколько сварных швов.
48. Приспособления для перемещения сварочного (паяльного) оборудования (инструмента)
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.

Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.

Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
Для уменьшения трудоемкости и продолжительности работы, повышения качества и снижения себестоимости изделия применяют механизированные приспособления для сборки свариваемой конструкции и перемещения ее в процессе сварки. К этому оборудованию относятся: приспособления и- механизмы для укладки, наклона и вращения свариваемых изделий (стенды, стеллажи, кондукторы, кантователи, манипуляторы); для крепления и перемещения сварочных аппаратов (колонны, тележки, порталы); для обслуживания зоны сварки (площадки, балконы, люльки).
Манипуляторами являются универсальные приспособления, служащие для поворота изделия в процессе сварки вокруг вертикальной и горизонтальной осей и наклона его под разными углами к горизонтальной плоскости. Манипуляторы бывают установочные (позиционеры), предназначенные для установки изделия в удобное для сборки и сварки положение, обеспечивая при этом только маршевое перемещение, и сварочные— перемещающие изделие со скоростью сварки. Для поворота свариваемых изделий служат стационарные приспособления различной конструкции, называемые кантователями. Цепные кантователи применяют для сварки громоздких изделий большой длины. Рычажные кантователи в основном используют для плоских деталей, центровые — для коротких изделий при повороте их на 360°. Существуют кантователи для изделий, центр тяжести которых значительно удален от оси вращения. Роликовые стенды предназначены для вращения цилиндрических изделий при сварке кольцевых швов и для установочных перемещений. Стенд имеет два ряда роликов, один из которых ведущий, другой— холостой. Ведущие ролики, как правило, снабжены резиновыми бандажами. Существуют роликовые стенды для вращения конических или ступенчатых изделий. При изготовлении трубных элементов, швы которых расположены вокруг одной оси, применяют вращатели. Для сварки длинномерных трубных элементов рекомендуются одно- и двухстоечные вращатели, а для коротких элементов и приварки фланцев — вертикальные вращатели.
49. Технология сборки и сварки балочных конструкций. Искажения формы двутавровых балок и методы их исправления
Технология сборки и сварки двутавровых балок.
Двутавровые балки в сварном варианте изготавливают высотой до 2000мм при толщине стенке 10…16 мм и толщине полок 16…50 мм. Балки высотой более 800 мм имеют на стенке поперечные ребра жесткости, обеспечивающие местную устойчивость ее при эксплуатационных нагрузках. Качество двутавровой балки зависит от точности изготовляемых заготовок. Все элементы балки могут быть изготовлены на гильотинных ножницах, газокислородной, воздушно-плазменной или плазменной резкой. После правки кромок полок и стенки механически обрабатывают на кромкострогальных станках для придания им прямолинейности, при необходимости на кромках стенки образуют фаски.
При сборке двутавровой балки необходимо обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу с допускаемыми по чертежу местными зазорами в стыках и закрепление прихватками. Для этого используют сборочные приспособления с винтовыми и пневматическими прижимами.
При изготовлении двутавровых балок сварные швы соединения полки и стенки выполняют автоматической сваркой под флюсом или в среде защитных газов. Наклонным электродом можно сваривать одновременно два шва, однако имеется опасность образования подреза полки и стенки. Выполнение швов «в лодочку» позволяет получать более качественные сварные соединения, но приходиться поворачивать изделие после сварки каждого шва. Для поворота используют двухстоечные, цепные и кольцевые кантователи. В поточных линиях по изготовлению двутавровых балок часто используют кантователи рычажные челночного типа, позволяющие не только поворачивать изделие, но и транспортировать его между рабочими местами.
При установке балки в горизонтальный вращатель необходимо обеспечить надежное крепление и совмещение оси изделия с горизонтальной осью вращателя. Собранную балку с прихваченными выходными планками в виде тавриков укладывают мостовым краном во вращатель при горизонтальном положении грузозахватов с открытыми откидными зажимами при нижнем положении пластинчатых упоров. После закрепления стенки и полок винтовыми зажимами, балку поворачивают и устанавливают в положение для сварки «в лодочку». Сварку стыка лучше проводить двумя аппаратами в направлении от середины балки к ее концам, причем в тавровом соединении в первую очередь выполняют шов на стороне без прихваток. Этот прием позволяет избежать поворота полок при формировании сварных швов.
Ребра жесткости на стенку балки устанавливают по разметке и прихватывают. В первую очередь выполняют швы, соединяющие ребро со стенкой. Причем сварку ведут, начиная с ребер в середине балки последовательно в направлении к краям. Для предотвращения изгиба балки концы ее следует закрепить жестко к стенду или плите болтовыми или клиновыми хомутами. Приварку ребер к верхней полке также производят в нижнем положении, предварительно закрепив концы балки.
Искажение формы двутавровых балок и методы их исправления.
При изготовлении двутавровых балок наблюдаются искажение формы их элементов под воздействием усадочных сил, возникающих при сварке.
Искажение формы двутавровых балок
| Наименование
| Эскиз
| Допускаемые отклонения
|
| Перекос полок
| 
| а до 0,01 ширины полки. В местах сопряжения с другими элементами а до 0,005 ширины полки, но не более 1 мм
|
| Грибовидность полок
| 
|
| Выпучивание стенки
| 
| ¦ до 0,006 высоты стенки
|
| Изгиб в плоскости полок
| 
| ¦ до 0,001 длинны балки, но не более 10 мм
|
| Изгиб в плоскости стенки
| 
|
В практике используют три метода правки: механическую, термическую и термомеханическую. Механическую правку осуществляют в холодном состоянии. Изгиб балок устраняют на горизонтально-правильных прессах. Грибовидность полок исправляют путем пластического деформирования винтовыми или гидравлическими струбцинам либо прокаткой в специальных валковых машинах или переносных устройствах. Компенсировать деформацию грибовидности можно путем создания предварительного прогиба полки в обратную сторону перед сваркой поясных швов.
Термическую правку проводят путем поверхностного нагрева газовыми горелками до температуры 600...700°С полос или «клиньев».
Правку грибовидности или перекоса полки производят прогревом полосы по всей длине изделия или только на исправляемом участке.
Правку балки с изгибом в плоскости стенки можно делать двумя приемами: нагревом кромок полок по всей их толщине с выпуклой стороны или нагревом поверхности в виде одного или нескольких клиньев. Ликвидировать образовавшийся хлопун (выпучивание на стенке) механическим путем невозможно. Правку осуществляют путем нагрева полос на выпуклой стороне хлопуна, причем горелку следует перемещать зигзагообразно от центра хлопуна. Полосы нагрева располагают строго симметрично под углом 90 или 120°. Каждую следующую полосу нагревают после полного остывания предыдущей. Правку выпучивания стенки осуществляют в последнюю очередь после исправления всех других искажения на балке.
Технология сборки и сварки балки коробчатого сечения.
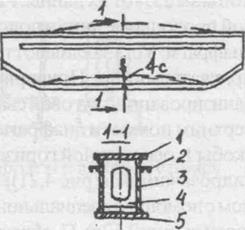
Наиболее технологичной является балка коробчатого сечения, поэтому эта конструкция является более предпочтительной в тяжело нагруженных сварных узлах машин. По характеру эксплуатации элементы балки от сосредоточенной нагрузки испытывают в верхней части сжатие, а в нижней - растяжение. Это условие может быть выполнено лишь при наличии строительного подъема (¦с) в среднем равного 0,001 длины.
 Диафрагмы выполняют по всей высоте балки либо чередуют с короткими длиной до 1/3 высоты и приваривают к верхнему поясу сплошными угловыми швами, а к вертикальным листам - чаще всего прерывистыми швами. Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки не было сварных швов. Заготовки вырезают на гильотинных ножницах из листов толщиной до 25 мм и газовой резкой при большей толщине. Кромки заготовок по контуру обрабатывают на кромкострогальном станке. Кромки диафрагм, соединяемые с поясом и вертикальными стенками, механически обрабатывают при строгом соблюдении углов 90°. Отверстия в диафрагмах вырезают газовой резкой.
Диафрагмы выполняют по всей высоте балки либо чередуют с короткими длиной до 1/3 высоты и приваривают к верхнему поясу сплошными угловыми швами, а к вертикальным листам - чаще всего прерывистыми швами. Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки не было сварных швов. Заготовки вырезают на гильотинных ножницах из листов толщиной до 25 мм и газовой резкой при большей толщине. Кромки заготовок по контуру обрабатывают на кромкострогальном станке. Кромки диафрагм, соединяемые с поясом и вертикальными стенками, механически обрабатывают при строгом соблюдении углов 90°. Отверстия в диафрагмах вырезают газовой резкой.
Рис.4.17. Схема балки мостового крана:
1 - верхний пояс (сжат);
2 - ребра жесткости;
3 - вертикальные стенки;
4 - диафрагмы;
5 - нижний пояс (растянут).
Сборку и сварку поясов осуществляют на хорошо выверенных стендах. Сварные швы выполняют автоматической сваркой под флюсом. Швы двухсторонние, причем до толщины металла 40 мм соединение делают без разделки кромок, а свыше - с симметричной Х-образной фаской. С каждым поясом сваривается на том же режиме образец-свидетель, изготовленный из партии металла, используемого для изделия. Проводят гамма- или рентгеновский контроль всех сварных швов. Из образца-свидетеля вырезают плоские контрольные образцы и определяют механические свойства сварного соединения (sВ, a °, кси). Вертикальные стенки собирают на аналогичном по конструкции рабочем месте. Сварные швы вертикальных стенок контролируют неразрушающим методом дефектоскопии в объеме 25% от их длины. Размечают верхний пояс, нанося меловой стрункой продольные линии положения стенок и поперечные линии положения диафрагм. Устанавливают по инструментальному угольнику диафрагмы и прихватывают их. Приварку диафрагм к поясу выполняют ручной или механизированной дуговой сваркой. Сборку вертикальных стенок с верхним поясом и диафрагмами проводят с использованием самоходной скобы, оснащенной горизонтальными и вертикальными пневмо- или гидрозажимами. Сварные швы, соединяющие диафрагмы с вертикальными стенками, выполняют механизированной сваркой в среде углекислого газа или ручной дуговой сваркой в нижнем положении. Особое внимание при выполнении этой операции следую обратить на обеспечение эффективной вытяжной местной вентиляции практически замкнутого пространства внутри балки. Размечают нижний пояс, устанавливают и прихватывают косынки-ловители и укладывают пояс на П-образный профиль. Последовательно прижимают пояс к вертикальным стенкам самоходной скобой с прижимом и прихватывают в потолочном положении. Поясные швы балки выполняют в положении «в лодочку» автоматической сваркой под флюсом. Сварку ведут одновременно двумя сварочными тракторами в направлении от середины балки к ее краям, первыми сваривают швы нижнего пояса. Хорошо подобранные режимы и качественно выполненная сварка обеспечивают получение швов с мениском, т.е. плавным переходом от стенки к поясу. При приварке ребер жесткости, а также боковых ферм, площадок под механизмы и других элементов конструкции, устанавливаемых на вертикальные стенки, предварительно выгибают балку в обратную сторону ожидаемой деформации при сварочных работах. Усилия создают грузами или грузозахватами.
50. Технология изготовления негабаритных цилиндрических изделий (резервуаров, газгольдеров) и технология монтажа их из рулонированных заготовок
Несмотря на конструктивные отличия резервуаров, для их изготовления можно применить единый технологический процесс полистовым способом сборки и сварки всех элементов изделия в условиях монтажа, либо методом рулонирования. Основным способом изготовления резервуаров является метод рулонирования, сущность которого заключается в сборке и сварке на заводе крупногабаритных полотнищ днища, корпуса, плавающих крыш и понтонов и сворачивании их в транспортабельные рулоны в упругопластическом состоянии, перевозке к месту монтажа и разворачивании рулонов. Этот способ был предложен Г.В.Раевским (институт эл.сварки им.Е.О.Патона) и впервые осуществлен на Куйбышевском заводе монтажных заготовок.
В основе технологии изготовления полотнищ шириной до 18 м из металла толщиной до 18 мм предусмотрена двухсторонняя автоматическая сварка под флюсом. Изделия толщиной до 8 мм собирают в нахлестку, а большей толщины встык. Полотнища изготавливают на двухъярусных станах, состоящих из верхнего яруса, поворотного кружала, нижнего яруса и рабочего кружала. Перемещение полотнища и его сворачивание обеспечивается рабочим кружалом. На верхнем и нижнем ярусах имеются четыре рабочих участка: сборки и сварки с одной стороны, сварки с другой стороны, контроля, исправления дефектов и грунтовки. Сворачивание рулона производят после окончания всех работ на участках. При этом полотнище наворачивают на вспомогательный элемент, закрепленный в рабочем кружале.
Монтаж резервуаров из рулонированных элементов производят непосредственно на месте эксплуатации. Для чего тщательно укатывают песчаную подушку либо делают бетонное основание. Раскатывают рулонированные элементы днища, собирают стыки внахлестку шириной 40 мм и выполняют швы сварочным трактором. Концевые части стыков на расстоянии 250 мм, располагаемые под стенкой корпуса, переводят в стыковые соединения, срезав нахлестку, заваривают на остающейся подкладке и снимают усиления швов.
Особенностью контроля сварных швов днища является лишь односторонний подход к сварным соединениям, плотность швов контролируют пневматическими испытаниями путем поддува смеси воздуха с аммиаком под днище и индексации неплотностей на бумажных или тканевых лентах, смоченных фенолфталеином, либо последовательным наложением на шов вакуумной камеры с прозрачным верхом. Находят центр днища и циркулем размечают окружность с наружным диаметром корпуса, по контуру которой устанавливают и прихватывают упоры-пластинки. На подкладной лист, уложенный на днище, ставят вертикально рулон корпуса. Захватывают рулон тросом на удавку и газовой резкой срезают крепежные планки. Конец рулона подтягивают к упору и прихватывают к днищу. К поверхности рулона в нижней части приваривают грузовое ушко, за которое зачаливают трос и с помощью трактора или лебедки, приложив усилие по касательной, приступают к разворачиванию. При таком действии развернутая часть рулона прижимается к упорам и фиксируется в проектном положении прихватками к днищу. В процессе разворачивания рулона на верхний торец корпуса и центральную стойку укладывают щиты крыши. Замыкающий стык корпуса заваривают в вертикальном положении ручной сваркой. Автоматической сваркой под флюсом приваривают стенку корпуса к днищу двухсторонним угловым швом.








