Контактное твердо-жидкое плавление и эрозия паяемого материала в жидком припое.
После образования физического контакта жидкого припоя с паяемым металлом в процессе смачивания, в системе продолжаются сложные физико-химические процессы, протекающие в специфических условиях, когда важную роль играют контактные процессы, протекающие на границе жидкой и твердой фазы.
В начальный момент контакта система «паяемый металл – жидкий припой» является неравновесной, так как химические потенциалы фаз в подавляющем большинстве случаев существенно различаются. Это приводит к тому, что паяемый материал и припой вступают во взаимодействие, результатом которого является переход системы в более равновесное состояние.
Полного равновесного состояния при пайке не достигается, так как только жидкий припой может участвовать во взаимодействии всем объемом. У паяемого металла во взаимодействии участвует только тонкий поверхностный слой, прилегающий к межфазной границе. Это обусловлено малым объемом и толщиной жидкого припоя в капиллярном зазоре, а так же тем, что скорость диффузии в жидкой фазе на 3-4 порядка выше, чем в твердом паяемом металле.
Результатом этого взаимодействия является контактное твердо-жидкое плавление, которое происходит с участием процессов растворения паяемого металла в жидком припое и диффузия компонентов припоя в паяемый металл.
Процесс растворения представляет собой разрушение кристаллической решетки твердого металла и переход его атомов в жидкий металл. В результате чего образуется жидкокристаллический раствор, концентрация которого растет с течением времени. Причиной, обуславливающей этот процесс, является различие в величине термодинамических потенциалов твердого металла в кристаллической решетке и в жидком металле. Со временем это различие уменьшается и скорость растворения падает до нуля.
Явление растворения паяемого металла в жидком припое называется эрозией. Под эрозией, в широком смысле (от латинского erosion – разъедание), понимают поверхностное нарушение сплошности. В зависимости от причин ее вызывающих различают эрозию механическую, химическую и кавитационную.
При пайке имеет место химическая эрозия, поскольку растворение паяемого металла в жидком припое происходит по химическому механизму. По характеру разрушения поверхности различают два вида химической эрозии:
общую, или фронтальную, когда растворение происходит равномерно по всей поверхности контакта твердой и жидкой фазы;
локальную эрозию, развивающуюся в некоторых местах поверхности с гораздо большей скоростью, чем по большему фронту (чаще всего такими местами являются границы зерен и блоков).
В контролируемом и незначительном объеме эрозия нужна и полезна, так как без взаимного диффузионного обмена припоя и паяемого металла нельзя получить когезионного, а следовательно, и достаточно прочного соединения.
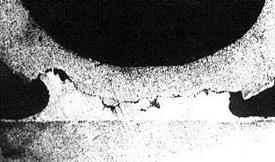
Однако развитие значительной эрозии в паяных соединениях приводит к уменьшению эффективного сечения паяемой детали, образованию подрезов, а следовательно, к снижению конструкционной прочности (рис. …).
Рис. …. Растворение основного металла в припое и образования подреза в паяном соединении:
а – схема процесса, б – внешний вид паяного шва с эрозией и подрезом.
Образование подрезов в галтельных участках паяных швов обусловлено большим количеством жидкого припоя приходящегося на единицу поверхности паяемого металла. Наиболее часто подрез наблюдается при укладке припоя у паяльного зазора.
В капиллярных участках паяного шва эрозия приводит к увеличению ширины шва, по сравнению с исходной величиной зазора при сборке.
Рассмотрим основные закономерности процессов растворения паяемого металла в жидком припое. Как все гетерофазные процессы, растворение протекает в две стадии.
На первой стадии, наряду со смачиванием, происходит разрыв связей атома с кристаллической решеткой твердого тела и устанавливаются химические связи между атомами жидкого припоя и паяемого металла, и переход их атомов через межфазную границу.
На второй стадии происходит отвод, перешедших межфазную границу атомов в объем жидкой и твердой фазы. Отвод жидкости от межфазной границы может осуществляться конвекцией и диффузией. Конвекция может быть вынужденной и естественной, обусловленной локальными изменениями температуры и состава жидкой фазы.
Если самой медленной будет первая стадия, и ее скорость будет определяющей, то процесс растворения будет проходить в кинетическом режиме.
Если же более медленной является вторая стадиям скорость диффузии будет определять скорость растворения, процесс растворения будет проходить в диффузионном режиме.
Для кинетического режима изменение концентрации растворившегося металла в припое описывается следующим уравнением:
 (…)
(…)
где с и с0 – концентрация растворившегося металла в жидком припое в момент времени t и предельная растворимость соответственно;
S – площадь контакта жидкого припоя и паяемого металла;
VЖ – объем жидкого припоя;
К – константа скорости растворения, зависящая от соотношения физико-химических свойств взаимодействующих материалов и температуры:

где К0 – коэффициент (предэкспоненциальный член), определяемый главным образом типом кристаллической решетки; (концентрация насыщения расплава припоя основным металлом;
А – энергия активации диффузии, являющаяся основной величиной, определяющей изменение коэффициента диффузии;
R – универсальная газовая постоянная;
Т – абсолютная температура.
Относительное количество растворившегося металла в жидком припое может быть оценено, как:
 (…)
(…)
где ρ – плотность расплава;
с – текущая концентрация,
или:

Характерной особенностью процесса растворения в диффузионном режиме является распределение концентрации растворяющегося металла в жидкой фазе. Эта концентрация у межфазной границы будет больше, чем в объеме жидкого припоя.
У межфазной границы в жидкости возникает пограничный слой δ, в котором возникает градиент концентрации, определяющий кинетику диффузионного процесса (рис. …). В этом слое концентрация изменяется от предельной, равновесной на межфазной границе, до средней изменяющейся концентрации во всем объеме жидкого припоя (практически линейно). Количественная оценка скорости растворения может быть проведена в соответствии с первым законом Фика:
 (…)
(…)
где D – коэффициент диффузии в жидкой фазе;
 - градиент концентрации:
- градиент концентрации:
 (…)
(…)

| Рис. …. Распределение концентрации растворяющегося металла в жидком припое (t1>t2)
|
Многочисленные данные экспериментальных исследований показывают, что в подавляющем большинстве случаев при пайке процессы растворения протекают в диффузионном режиме.
Представляет интерес дать количественную оценку времени развития процесса растекания. Используя приближенную оценку диффузионного пути:  , и приняв значение коэффициента диффузии в жидкой фазе:
, и приняв значение коэффициента диффузии в жидкой фазе:  , а величину капиллярного зазора 0,02 см, получим значение времени завершения процессов растворения – оно составляет десятые доли секунды. Это подтверждают и результаты исследований структуры паяных соединений. Так при пайке железа медью, и расположении заготовки припоя у края равномерного капиллярного зазора, паяный шов имеет клиновидную форму. Это объясняется тем, что процессы растворения завершаются за время заполнения зазора припоем. Следовательно, сокращение времени выдержки при пайке малоэффективный способ регулирования процессов растворения.
, а величину капиллярного зазора 0,02 см, получим значение времени завершения процессов растворения – оно составляет десятые доли секунды. Это подтверждают и результаты исследований структуры паяных соединений. Так при пайке железа медью, и расположении заготовки припоя у края равномерного капиллярного зазора, паяный шов имеет клиновидную форму. Это объясняется тем, что процессы растворения завершаются за время заполнения зазора припоем. Следовательно, сокращение времени выдержки при пайке малоэффективный способ регулирования процессов растворения.
Возможную степень эрозии паяемого металла в жидком припое можно с достаточной степенью вероятности оценить по их двойным диаграммам состояния (рис. …).

Рис. …. Влияние характера взаимодействия паяемого металла и припоя на процесс растворения:
ТП – температура пайки;  ,
,  – предельные концентрации растворимости в жидком состоянии;
– предельные концентрации растворимости в жидком состоянии;  – предельная концентрация растворимости в твердом металле.
– предельная концентрация растворимости в твердом металле.
Эрозия паяемого металла тем больше, чем больше предельная растворимость паяемого металла в жидком припое. Однако необходимо учитывать и растворимость компонентов припоя в паяемом металле в твердом состоянии. Широкая область такой растворимости замедляет процесс эрозии, так как определяется диффузией в твердом состоянии.
Особенно сильная эрозия развивается в тех случаях, когда в качестве основы припоя используется металл, образующий с паяемым легкоплавкую эвтектику, богатую паяемым металлом.
Для уменьшения эрозии можно вводить в состав припоя металл, составляющий основу паяемого, до концентраций, соответствующих предельной растворимости при температурах пайки. Можно вводить в состав припоя металлы, имеющие широкую область твердых растворов с основой паяемого.
Величина эрозии может быть уменьшена и выбором возможно меньшей температуры пайки, так как коэффициенты растворения и диффузии зависят от температуры. Существенное влияние на количество растворившегося основного металла оказывает и объем расплавленного припоя –  , а следовательно, строгая дозировка припоя, кроме экономических соображений, определяет и качество паяного соединения.
, а следовательно, строгая дозировка припоя, кроме экономических соображений, определяет и качество паяного соединения.
Сказанное выше о процессах растворения относится к случаю, когда структура паяемого металла изотропна. Существующие металлы и сплавы в реальных условиях анизотропны: в них скорость растворения отдельных кристаллов по различным кристаллографическим направлениям также различна. Наличие анизотропии и границ зерен обуславливает неравномерное растворение твердого метала и неровность границы растворения. Особое место при пайке занимают процессы межзеренного проникновения припоев.