Саморегулирование при сварке плавящимся электродом (лекции)
Эффект достигается только при постоянной скорости подачи электродной проволоки и только при некоторых возмущениях. Эффектсаморегулирования поддердивает постоянный ток сварки.

Саморегулирование при сварке плавящимся электродом
Необходимость автоматического регулирования как вида управления обусловлена тем, что на любой объект управления (ОУ) действуют «вредные» факторы, называемые возмущающими воздействиями или просто возмущениями, которые приводят к незапланированным отклонениям величины рабочих параметров, характеризующих нормальное функционирование ОУ. Задача автоматического регулирования – обеспечить значения рабочих параметров ОУ на уровне заданных значений с требуемой точностью.
В системах автоматического регулирования (САР) при их проектировании реализуют тот или другой из трех возможных принципов регулирования: регулирование по отклонению; регулирование по возмущению; комбинированное регулирование.
Рис. 15. Блок – схемы систем автоматического регулирования:
а) по отклонению; б) по возмущению; в) комбинированное
регулирование
Регулирование по отклонению (рис. 15,а) предполагает построение замкнутой системы, т. е. такой системы, в которой, кроме прямого канала управления, используется еще канал обратной связи. По каналу обратной связи информация о значении регулируемой величины У с выхода системы подается на ее вход, которым является вход управляющего устройства (УУ), где это значение сравнивается с задающим воздействием Хо. Если разница /Хо – У/, т. е. отклонение DУ, окажется больше допустимого, управляющее устройство формирует регулирующее (управляющее) воздействие U, которое возвращает параметр У в заданные пределы. Управление по такой схеме может осуществляться только в том случае, если обратная связь, по которой сигнал проходит с выхода системы на ее вход, будет отрицательной (значение У вычитается при операции сравнения из величины Хо). В системах регулирования по отклонению для обеспечения требуемой точности регулируемого параметра достаточно иметь один канал обратной связи, сколько бы возмущений, способных вызвать изменения величины регулируемого параметра, ни действовали на ОУ, и это обстоятельство – очень существенное положительное свойство таких систем.
Системы, в которых реализован принцип регулирования по возмущению (рис. 15,б), являются разомкнутыми. В этих системах измеряется и контролируется не регулируемый параметр непосредственно, как в предыдущем случае, а возмущение Z, информация о величине которого по каналу компенсации подается на вход системы. Управляющее устройство в зависимости от величины возмущения формирует соответствующее этой величине регулирующее воздействие, которое должно компенсировать влияние Z на У с требуемой точностью. В исправной и правильно спроектированной системе такая компенсация и происходит, однако система не имеет информации о конечном результате управления, и это следует рассматривать как существенный недостаток принципа регулирования по возмущению. Кроме того, система должна иметь столько каналов компенсации, сколько возмущений планируется учитывать при ее построении.
Положительными свойствами таких систем можно считать, во-первых, то, что разомкнутые системы всегда устойчивы, во-вторых, системы в принципе позволяют начинать корректировку режима одновременно с возникновением возмущения, упреждая его влияние на регулируемый параметр. Другими словами, эти системы способны обеспечить очень высокую точность регулируемому параметру.
При комбинированном регулировании (рис. 15,в) реализуются оба вышерассмотренные принципы. Однако технически такие системы значительно сложнее, и поэтому, как правило, стараются обходиться или принципом регулирования по отклонению, или регулированием по возмущению.
Основная область применения систем автоматического регулирования установочной длины дуги - это автоматическая дуговая сварка неплавящимся электродом в среде защитного газа.
Под установочной длиной дуги будем понимать расстояние между концом неплавящегося (как правило, вольфрамового) электрода и поверхностью изделия. Это расстояние выставляется или сварщиком, или автоматически системой регулирования до возбуждения дуги и составляет обычно в широком диапазоне токов сварки 3 мм. Длительной практикой сварочных работ установлено, что при таком значении установочной длины дуги для качественного протекания процесса сварки достаточно обеспечить этому параметру точность порядка ± 0,5 мм.
Для автоматической стабилизации установочной длины дуги так же как и при автоматическом направлении сварочной головки по стыку, могут быть использованы регуляторы прямого действия с применением роликовых копиров и регуляторы непрямого действия, в которых контроль величины установочной длины дуги осуществляется специальными датчиками.
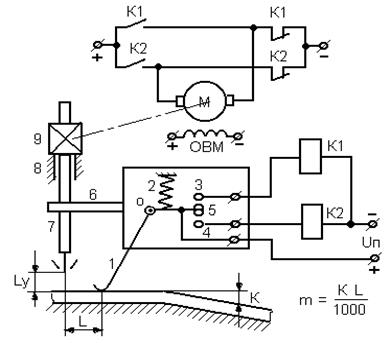
На рис. 20 изображена в упрощенном виде простейшая система с регулятором непрямого действия, позволяющая стабилизировать установочную длину дуги Lу. Датчиком, контролирующим величину Lу, служит рычаг 1, установленный на плате, которая кронштейном 6 жестко связана с держателем 7 сварочной горелки. Вся конструкция может перемещаться вверх-вниз по направляющим 8 двигателем М через редуктор 9. На плате, кроме рычага 1, который может поворачиваться вокруг оси О, установлены два неподвижных относительно платы электрических контакта 3 и 4. Одно плечо рычага 1 скользит по поверхности изделия и прижимается к нему пружиной 2, на другом плече установлен электрический контакт 5, который располагается между контактами 3 и 4.
Рис. 20. Система автоматической стабилизации установочной
длины дуги
При заданном значении Lу контакт 5 находится в среднем положении относительно контактов 3 и 4, не касаясь их. Если по какой-либо причине Lу изменится (например, увеличится), под действием пружины замкнутся контакты 3-5, получит питание катушка реле К1, и на якорь двигателя М поступит напряжение такой полярности, при которой двигатель с постоянной скоростью будет перемещать сварочную горелку вниз, уменьшая величину Lу. Перемещение будет происходить до тех пор, пока не разомкнутся контакты 3 и 5. Реле К1 отключится и отключит питание двигателя М, двигатель остановится. Точность стабилизации Lу зависит, во-первых, от соотношения размеров плеч рычага 1, во-вторых, от промежутка между подвижным контактом 5 и неподвижными контактами 3 и 4, в-третьих, от величины методической погрешности m. Эта погрешность аналогична рассмотренной ранее, так как датчик (плечо рычага, скользящее по поверхности изделия) располагается впереди сварочной горелки на расстоянии L от вертикальной оси электрода и зависит как от этого расстояния, так и от значения коэффициента кривизны К.
Для того, чтобы выставить необходимое значение установочной длины дуги перед сваркой, плата, на которой смонтирован датчик, имеет обычно механизм (на рисунке не показан), позволяющий перемещать ее вручную в небольшом диапазоне вверх-вниз относительно кронштейна 6.
Следует иметь в виду, что подобные системы стабилизируют, строго говоря, не величину параметра Lу, которая может несколько измениться при оплавлении заточенного конца электрода (система на это изменение не реагирует), а расстояние между срезом сопла сварочной горелки и поверхностью изделия. Однако если конфигурация конца электрода не изменяется, говорить о стабилизации установочной длины дуги вполне правомерно.