Заливка форм сплавами в единичном и мелкосерийном производстве выполняется на плацу, а в поточном массовом и крупносерийном — на конвейере. Широко распространена заливка литейных форм из ковшей (рис. 12, а–в.) Ковши представляют собой конические и цилиндрические металлические сосуды 1, облицованные (футерованные) изнутри огнеупорами 2, цапфы которых укреплены на подвеске 3 и снабжены механизмами наклона ковшей 4. Заливка из ручных ковшей сопряжена с опасным ручным трудом и поэтому крайне нежелательна. Она может быть заменена заливкой с помощью манипулятора, например шарнирно-балансирного модели МЛ160.48.01, грузоподъемностью 160 кг, предназначенного для механизации трудоемких операций. Горизонтальное перемещение груза осуществляется вручную, а подъем — электродвигателем. Широко применяются монорельсовые конические ковши емкостью 100–800 кг и крановые: конические емкостью 1–20 т и барабанные емкостью 1–5 т. Барабанные ковши (рис. 12, а) хорошо сохраняют температуру сплава, поэтому целесообразны при производстве тонкостенных мелких и средних отливок из бронзы, стали и чугуна и в качестве раздаточных, для наполнения более мелких ковшей. Они также могут обеспечить наименьшую высоту падения струи металла при заливке; недостатком их является трудность футеровки. Чайников (рыиес. 12, б) и стопорные (рис. 12, в) ковши обеспечивают заливку форм металлом из нижней части ковша, что предотвращает попадание в форму шлака. В чайниковых ковшах шлак 2 задерживается перегородкой 1. Часто встречаются обычные конические ковши (без перегородки 1). Стопорные ковши применяют при заливке стали и высокопрочного чугуна. Разливка из них осуществляется через огнеупорный стакан 1, вставляемый в дно. Отверстие в стакане открывают и закрывают облицованным огнеупорными втулками стопором 2 с помощью рычажного механизма 3.
При заливке на плацу емкость ковшей выбирают достаточной для заливки 4– 10 мелких или 2–4 крупных форм. При конвейерной заливке емкость ковша выбирается достаточной для заливки 5–20 форм. Особо крупные формы заливают из двух и более ковшей.
Магнитодинамические установки (МДУ) (рис. 12, г) представляют собой индукционную канальную печь с электрическим насосом. Ее тигель 1 имеет крышку 10 и механизм наклона (не показан). Магнитопроводы 3 с их катушками 2 создают в трубах 7 и 4 (наполненных жидким сплавом) токи, разогревающие металл. При включении обмотки 5 С-образного магнитопровода 6 электромагнитные силы вызывают движение сплава из тигля по трубам 4, 7, 8 через сливной металлопровод 9 в форму.
Ковшовые заливочные машины производят заливку путем манипулирования устанавливаемым на них ковшом.
Установка У42 с пневмовыдачей металла предназначена для разливки чугуна в массовом и серийном производстве отливок оптимального развеса 5–200 кг. Чугун вытесняется из ванны через сифон под избыточным давлением 0,07 МПа сжатого воздуха. Установка имеет индуктор для нагрева чугуна, тележки продольного и поперечного перемещения, кабину.
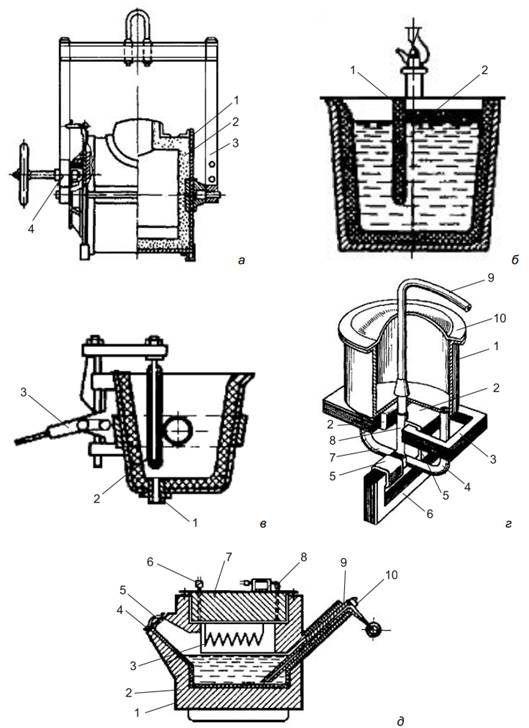
Рис. 12. Оборудование для заливки форм
Ванна имеет два сифона (один для заливки, другой для выдачи чугуна) и герметизированное окно для очистки чугуна от шлака и слива чугуна наклоном ванны. Расход металла зависит от диаметра отверстия втулки в носке и уровня потока, контролируемого датчиком.
Дозаторы алюминиевых сплавов пневматические предназначены для автоматизации заливки в машины для литья под давлением с холодной камерой и в кокильные машины в крупносерийном и массовом производстве. Некоторые могут использоваться для цинковых сплавов. Эти дозаторы (рис. 12, д) имеют стальной кожух 1, футерованный огнеупорами 2, нагревательные элементы сопротивления 3, люк 4 с герметичной крышкой 5 (для заполнения жидким сплавом, очистки ванны и слива остатка сплава). Сплав вытесняется в форму 11 сжатым воздухом (подаваемым через клапаны 6 и 8 на герметичной крышке 7) через калиброванное отверстие в сливном насадке 9 с электроконтактом 10, сигнализирующем о появлении сплава в насадке. Точность дозирования 5%. Для слива сплава из ванны дозаторы имеют механизм наклона: червячную пару, гидродомкрат, пневмо-гидравлический цилиндр. Пневматические дозаторы требуют герметизации и повышают газонасыщенность сплава. Этих недостатков лишены МДУ.






