

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Отливки, залитые в металлические формы (кокили), имеют бóльшую точность размеров и меньшую шероховатость поверхности, чем при литье в песчаные формы, а также требуют меньшего припуска на механическую обработку. Структура металла получается более мелкозернистой, вследствие чего повышается его прочность; кроме того, устраняется необходимость в формовочном и смесеприготовительном хозяйстве, улучшаются технико-экономические показатели производства и санитарно-гигиенические условия труда. К недостаткам способа относятся: большая стоимость изготовления формы; повышенная теплопроводность формы, приводящая к пониженной заполняемости форм металлом вследствие быстрой потери жидкотекучести, к получению поверхностного отбела у чугунных отливок, что затрудняет их механическую обработку; отсутствие податливости создает опасность возникновения в отливке трещин за счет усадки при несвоевременной выбивке. В целях получения качественной отливки и удлинения срока службы кокиль в процессе работы поддерживают в нагретом состоянии и покрывают огнеупорной облицовкой и теплоизолирующим покрытием (краской). Рабочая температура формы зависит от заливаемого сплава и находится обычно в пределах 100–300°. При литье в кокиль цветных сплавов стержни могут быть металлические; при литье чугуна и стали — песчаные, разовые. Кокили представляют собой многоразовые металлические литейные формы, заполняемые свободной заливкой.
При литье средних по величине отливок чугунные кокили выдерживают 0,1– 0,3 тыс. заливок стали, 1–3 тыс. заливок чугуна, 1–8 тыс. заливок медных сплавов, десятки тысяч заливок алюминиевых сплавов. Кокили из стали выдерживают 0,5– 3 тыс. заливок медных сплавов для средних отливок и 0,4–1 тыс. заливок для крупных чугунных отливок. Кокили бывают вытряхные, створчатые, с параллельным
разъемом, с несколькими разъемами. Первые три типа стандартизованы. Вытряхные кокили (рис. 21, а) применяются в производстве разной серийности для отливок простой формы. Имеющиеся на отливках поднутрения выполняются при помощи стержней. Для извлечения (вытряхивания) отливки эти кокили за ручку 3 поворачивают на 180° на цапфах 1, залитых в корпусе кокиля 2. Створчатые кокили (рис. 21, б) состоят из двух полуформ 5 и 6, соединенных колонкой 1 на основании 4. Штифт 2 фиксирует угловое положение полуформ на основании. Ручки 3 служат для раскрытия кокиля поворотом полуформы относительно колонки 1.
Произвольное раскрытие кокиля предотвращает замок 7. При заклинивании кокиля его раскрывают ломиком, вставляемым в паз 8. Рекомендуемые конструкции и размеры выталкивателей вытряхных и створчатых кокилей приведены в стандартах. Створчатые кокили применяют для отливок, форма которых позволяет раскрывать кокиль поворотом полуформы относительно оси колонки (например, круглых с осью, лежащей в плоскости разъема или с достаточными уклонами в одной полуформе).
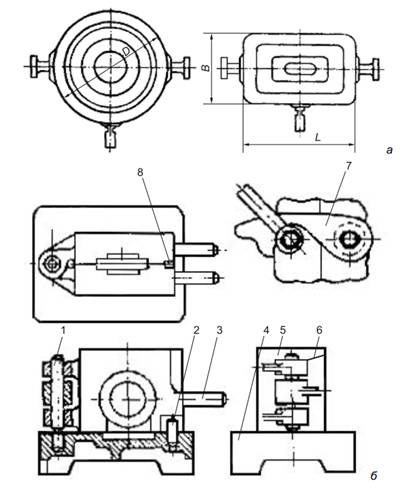
Рис. 21, а и б. Конструкции кокилей
Кокили с параллельным разъемом, одна полуформа которых представлена на рис. 21, в, предназначены для машин с одной подвижной и одной неподвижной плитой. Отливки здесь извлекают выталкиватели 7, объединенные винтами 6 и плитами 4 и 5 в одно целое с контртолкателями 3. Выталкивание производится действием на плиты выталкивателей машины. В исходное положение выталкиватели возвращаются при смыкании машиной половин кокиля. Торчащие за плоскость разъема контртолкатели при сближении половин кокиля упираются в плоскость разъема и возвращают выталкиватели в их гнезда. Лапы 1 служат для крепления полуформы к плите машины, уши 2 с отверстиями — для установки центрирующих штырей. Конструкции и размеры элементов кокилей приведены в стандартах. Для удаления металлических стержней из отливок в кокили могут быть встроены гидравлические или пневматические цилиндры (рис. 21, г где 1 — металлический стержень; 2 — кокиль; 3 — стойка; 4 — гидроцилиндр; 5 — тяга; 6 — штифт).
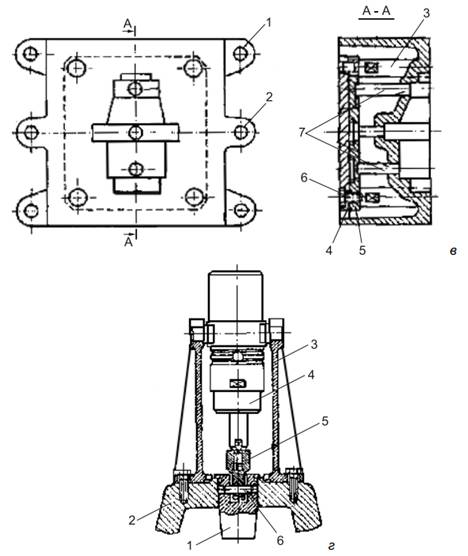
Рис. 21, в и г. Конструкции кокилей
Самые сложные отливки из черных и цветных сплавов в серийном и массовом производстве позволяют получать машины с пятью приводами частей кокиля (рис. 22), имеющие две подвижные плиты 4 и 6, механизм 8 боковой торцевой подвижной плиты, поддон 5 с приводом нижнего стержня, механизм верхнего стержня 1, манипулятор 7 для съема отливок, пульт управления 2, установленные на общей станине 3. Отсутствие у машин 03 и 05 габаритов направляющих между основными плитами позволяет устанавливать кокили, выходящие за габариты плит. Механизм верхнего стержня предназначен для ввода, подрыва и подъема верхнего металлического стержня, а также для отвода плит верхнего стержня для осмотра, обслуживания и ввода манипулятора съема отливок, перемещающего их в короб или на транспортер. Механизмы верхнего стержня и торцевой плиты имеют по два упора для разгрузки их от усилий подрыва. Гидропривод снабжен дополнительной аппаратурой для подключения до двух гидроцилиндров. Каждая из двух основных подвижных плит имеет по два выталкивателя.
Машины с четырьмя приводами частей кокиля отличаются от них отсутствием механизмов торцевых плит. У машин с тремя приводами отсутствует и механизм верхнего стержня; они имеют две подвижные плиты и поддон.
Кокильные машины с одной подвижной и одной неподвижной плитами предназначены для литья сплавов в кокиль с вертикальной плоскостью разъема в серийном и массовом производстве. Подвижная плита перемещается двумя гидроцилиндрами по диагонально расположенным направляющим. Обе плиты снабжены выталкивателями с возможностью скрепления с плитами толкателей кокиля.
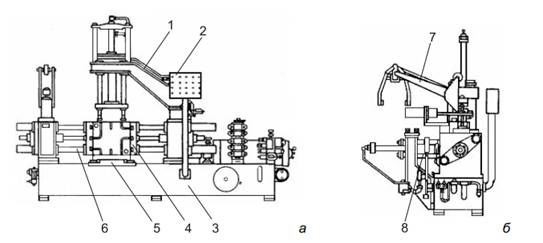
Рис. 22. Кокильная машина
Насосная установка имеет гидропневмоаккумулятор и позволяет подключать дополнительно два гидроцилиндра (например, для извлечения стержней) к существующим гидрораспределителям. Машины могут работать в полуавтоматическом режиме и с заливочно-дозирующими устройствами, а также встраиваться в автоматические линии; они имеют регулируемое водяное охлаждение частей кокиля.
Машина поворотная с одной подвижной и одной неподвижной плитами установлена на раме и двумя гидроцилиндрами и может поворачиваться относительно горизонтальной оси, перпендикулярной к траектории подвижной плиты на угол до 90°. Предназначена для получения сложных алюминиевых отливок в кокиле с вертикальным, горизонтальным, наклонным разъемом в разносерийном производстве. При получении отливок из черных и медных сплавов должны быть установлены промежуточные охлаждаемые плиты. То же рекомендуется и для массивных алюминиевых отливок. Возможна установка дополнительных центрального и боковых стержней с приводами заказчика. Очередность вывода стержней программируется.
Основные преимущества таких машин: удобство установки песчаных стержней при горизонтальном расположении разъема; заливка металла при наиболее благоприятном расположении разъема; извлечение отливки при вертикальном разъеме позволяет удалять ее из машины действием силы тяжести.
Машина кокильная поворотная 89508П может поворачиваться гидроцилиндрами на раме вокруг продольной оси на угол до 45°. Машина предназначена для изготовления крупногабаритных сложных отливок из чугуна и алюминиевых сплавов.
Многопозиционные карусельные машины отличаются от однопозиционных высокой производительностью (100–200 заливок в час) и применяются в цехах крупносерийного и массового производства.
Литье в облицованные кокили рекомендуется для крупносерийного и массового производства отливок из чугуна и стали массой до 200 кг. Облицовку наносят путем вдувания пескодувной головкой в зазор между моделью на нагретой модельной плите и полостью кокиля. Модель предварительно покрывают разделительным составом. Под действием теплоты плиты и кокиля смола плавится и связывает зерна песка, образуя облицовку. Облицованные кокили позволяют получать точные отливки из стали и чугуна, обладающих высокой температурой плавления. Облицовка снижает теплопередачу от отливки к кокилю, увеличивая его стойкость, предотвращая отбел поверхности чугунных отливок, придает кокилю некоторую податливость, уменьшая остаточные напряжения в отливках и коробление.
Машина для изготовления гильз цилиндров и втулок в облицованных кокилях с вертикальным разъемом имеет шесть позиций. На позиции I производится вдувание смеси и отверждение облицовки, на II — контроль ее качества, на III — заливка, на IV — кристаллизация и охлаждение кокиля и металлических стержней, на V — съем отливок установкой для съема, на VI — очистка кокилей от горелой облицовки.
Комплекс автоматизированный для литья в кокиль алюминиевых отливок в серийном и массовом производстве состоит из двух машин, заливочно-дозирующей установки и тигельной электропечи.
Специальная поточная линия предназначена для литья алюминиевых корпусов электродвигателей в стальные водоохлаждаемые кокили и составлена из пяти однопозиционных гидравлических кокильных машин для кокилей с вертикальной плоскостью разъема, роликового конвейера, монорельса для ковшей с жидким металлом и печи для отжига.
Линии литья в облицованные кокили служат для изготовления широкой номенклатуры отливок из черных сплавов в серийном и массовом производстве.
Специальная автоматическая линия предназначена для получения отливки буксы железнодорожных вагонов.
При центробежном литье литейная форма во время заливки вращается относительно горизонтальной (для длинных отливок, например труб) или вертикальной оси. Заливаемый металл центробежными силами отбрасывается на периферию формы, что позволяет получать полые отливки без применения стержней. Более плотный холодный металл отбрасывается к периферии, менее плотный горячий вытесняется к оси, что приводит к направленному затвердеванию, т. е. получению плотной, без раковин отливки. Машины литейные центробежные предназначены для отливки труб.
Сущность работы установки литья под низким давлением (ЛНД) заключается в следующем (рис. 23). Верхняя полуформа 2 с системой выталкивателей устанавливается на плите 3 агрегата вертикальных перемещений, которая под действием гидроцилиндра может двигаться вверх и вниз. При движении вниз верхняя полуформа 2 смыкается с нижней 1, установленной на нижней плите. Затем к форме прижимается металлопровод, погруженный в тигель 10 агрегата заливки (представляющего собой герметизированную тигельную печь) с нагревателями 8 и крышкой 7. Далее через отверстие 9 в тигель подается сжатый воздух, который вытесняет металл в форму.
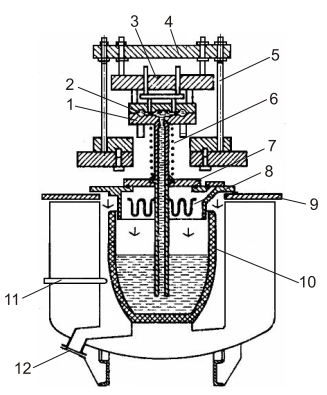
Рис. 23. Установка для литья под низким давлением
После затвердевания сплава тигель через трубку 11 сообщается с атмосферой, а жидкий сплав из подогреваемого обмоткой 6 металлопровода сливается в тигель.
Плита 3 поднимается вверх, форма раскрывается, толкатели упираются в плиту 4 и выталкивают отливку из верхней полуформы. Величина раскрытия кокиля, предшествующего выталкиванию, регулируется упорами 5. При прорыве тигля сплав прожигает свинцовую мембрану 12 и сливается в тару.
При ЛНД отливку можно изготавливать в кокиле с горизонтальным или вертикальным разъемом с металлическими или песчаными стержнями, а также в песчаной, керамической, оболочковой форме. Чаще применяется литье в кокиль, позволяющий легко автоматизировать процесс. Стойкость форм, выполняемых чаще всего из перлитного чугуна при литье алюминиевых сплавов, достигает 30 000 заливок. С помощью ЛНД рационально получать сложные и тонкостенные отливки из алюминиевых и магниевых сплавов и стали в серийном и массовом производстве.
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

