При литье по выплавляемым моделям литейную форму получают нанесением огнеупорного покрытия на модель из легкоплавких (например, смеси парафина и стеарина) или растворимых материалов. Модель из формы удаляют выплавлением или растворением, и поэтому форма не нуждается в разъемах. Способ находит широкое применение в массовом и серийном производстве отливок небольшой массы и размеров из цветных и черных сплавов.
При этом способе у отливки отсутствуют заливы по контуру разъемов, т. к. форма не имеет разъемов, и размеры ее более точны, чем при литье в песчаные формы, поскольку здесь исключены основные причины потери точности: расталкивание формы моделью, перекос формы, подъем верхней опоки, раздутие формы и т. д. Отверстия, за исключением очень узких и длинных, получают без применения стержней. Точность размеров отливок находится в пределах 11–14-го квалитетов, а шероховатость поверхностей не более Rz100. Способ длителен, трудоемок и дорог, но оправдывается во многих случаях тем, что отливки почти не нуждаются в механической обработке. Этим способом отливают многочисленные изделия, которые прежде изготавливали сложной механической обработкой, а также различные режущие инструменты из сплавов, не поддающихся обработке резанием. Получаемый описанным способом литой инструмент нуждается лишь в заточке его режущей кромки на абразивном круге.
При изготовлении этим способом турбинных лопаток трудоемкость механической обработки уменьшается на 60–70%, а себестоимость — на 45–60%. Наиболее целесообразно изготавливать рассмотренным способом тонкостенные детали сложной и особо сложной конфигурации, представляющие собой по существу целые узлы.
Пресс-формы для изготовления моделей чаще всего выполняют из металла; при умеренных требованиях к точности размеров отливок их можно делать из пластмасс, гипса и др. В серийном производстве применяются немеханизированные пресс-формы (рис. 17), сборку, разборку и извлечение моделей из которых выполняют вручную.
Пресс-форма состоит из нижней части 1, во вставках которой 3 выполнена форма для сложной части модели, и верхней части 2. Стержни 4 служат для получения отверстий. Конструктивные элементы, характерные почти для всех пресс-форм: литниковая система 5 и 6, центрирующие штыри 10 (для точного совпадения контура моделей, располагающихся в нижней 1 и верхней 2 частях пресс-формы), откидные болты с гайками-барашками 11 (для скрепления частей пресс-формы перед запрессовкой модельного состава).
Для извлечения моделей из этой пресс-формы необходимо вынуть стержни 4, ослабив гайки 11, откинуть болты, снять верхнюю часть 2, извлечь фиксаторы 8, опустить нижнюю часть 1 до плиты 9. При этом модели останутся на толкателях 7. Пресс-формы для производства моделей на автоматах похожи на применяемые при литье под давлением (см. далее). Их конструкции стандартизированы.
Перечислим основные этапы технологии литья по выплавляемым моделям (рис. 18).
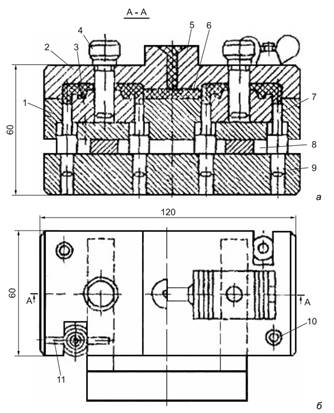
Рис. 17. Немеханизированная пресс-форма

Рис. 18. Отливка (а), выплавляемая модель (б), блок (в), блок с покрытием (г), литейная форма (д)
1. Приготавливают модельный состав.
2. Модели (рис. 18, б) с питателями 1 для отливок (рис. 18, а) изготавливают на десятипозиционном карусельном автомате с производительностью 400 запрессовок в час или на однопозиционном автомате с производительностью 63 запрессовки в час. В единичном, мелкосерийном и серийном производстве модели получают в неавтоматизированных прессформах на установке, где прессформы заполняют шприц-машиной или ручным шприцем, после чего ставят на десятипозиционный карусельный стол. Для производства выжигаемых пенополистирольных моделей в крупносерийном и массовом производстве применяют автомат, а для изготовления пенополистирольных звеньев и блоков — автоматическую линию.
3. Изготавливают модельные блоки (рис. 18, в) припайкой модельных звеньев к общему стояку литниковой системы 2 для увеличения металлоемкости литейной формы.
4. Приготавливают огнеупорное покрытие литейной формы. Для этого применяют установку или агрегат, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Используется также агрегат для хранения и транспортировки огнеупорного покрытия.
5. Наносят несколько слоев огнеупорного покрытия на модельные блоки в автоматах погружением блоков в емкость с клейким составом, а затем — в псеводокипящий слой песка (через который снизу пропускается сжатый воздух; песчинки разделены воздухом и блоки погружаются в песок без значительного сопротивления) или в автоматах пескосыпами. Сушат каждый слой (которых бывает от двух до семи) два-три часа.
6. Модельный состав выплавляют горячей водой в ванне, а в крупносерийном и массовом производстве — в установке или паром в бойлерклаве. Последний требует выполнения ручных операций, поэтому должен применяться лишь там, где другие способы неприемлемы из-за больших потерь форм или модельного состава. Для изготовления форм в мелкосерийном и серийном производстве подойдет комплекс 64011, а в крупносерийном — линия 64001.
7. Керамические формы формуют в ящики 3 (рис. 18, д) с дробью или песком на формовочном столе. Возможна также заливка без заформовывания, при этом для повышения прочности форм количество слоев керамики увеличивается.
8. Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку. Для этой цели применяют электрические или газовые печи. Формовку, прокаливание, заливку блоков и охлаждение отливок в крупносерийном и массовом производстве обеспечивают линии.
9. Формы заливают как обычно.
10. Выбивают отливки из ящиков с дробью на выпускаемой установке.
11. Отделяют керамику от отливок пневматическим вибратором. Применяется также дробеметная очистка.
12. Выщелачивание проводят для растворения остатков огнеупорного покрытия из труднодоступных мест в теплом растворе щелочи в выпускаемой установке.
13. Обрубку, очистку и исправление дефектов производят обычными (см. ранее) методами.
Разработан технологический процесс и комплекс автоматического оборудования для изготовления 1–1,5 тыс. т отливок в год по выжигаемым моделям. Комплекс включает: автоматическую линию (АЛ) изготовления модельных блоков; автомат для изготовления моделей литниковой воронки и колпачка; АЛ для изготовления модельных блоков; механизированную линию приготовления и хранения суспензии; печь для выжигания моделей и прокаливания форм; АЛ обжига, формовки, заливки форм и охлаждения отливок; полуавтоматическую линию отбивки керамики и отделения отливок; агрегат выщелачивания керамики 6А95; печи для термической обработки отливок; прессы-автоматы для обрубки питателей; плавильные печи; установки для отделения керамики. Комплекс обеспечивает автоматизацию основных операций и существенное улучшение условий труда, а по сравнению с литьем по выплавляемым моделям снижает трудоемкость на 30%, себестоимость на 25–30%, производственные площади на 20–30%, длительность цикла на 50%.







