При литье под давлением литейная форма заполняется сплавом под большим давлением (200–250 МПа), которое создается прессующим поршнем. Все элементы литейной формы (называемой пресс-формой), в том числе стержни, изготавливают из металлов. Высокие давления в пресс-форме стремятся раскрыть ее, поэтому механизм закрытия пресс-форм машины должен обеспечивать надежное удержание пресс-формы в замкнутом состоянии; часто он построен на основе мощных рычажных самотормозящих систем. Вследствие действия больших давлений и усилий все манипуляции с пресс-формой (открытие, закрытие, выталкивание отливки, вставка и вытяжка стержней и др.) выполняются только машиной.
Пресс-формы очень сложны, трудоемки и дороги. Поэтому литье под давлением применяется в основном в массовом и крупносерийном производстве отливок преимущественно из цветных (цинковых, алюминиевых, медных, магниевых) сплавов, которые при заливке имеют температуру, гораздо меньшую, чем у черных. Если в некоторых местах отливки требуются, например, повышенная твердость, прочность, износостойкость и т. д. их армируют, вставляя в нужные места стальные, бронзовые и другие вкладыши. Универсальный блок (пресс-форма) для машин с горизонтальной холодной камерой прессования (рис. 19, а) устроен так. На неподвижной плите крепления 13 устанавливаются неподвижная обойма 12 с литниковой втулкой 19, закрепляемая болтами 14, и две колонки 15 для центрирования (совпадения) обеих полуформ (обойм). Колонки 15 при смыкании половин прессформы входят в направляющие втулки 16, запрессованные в подвижную обойму 11. Подвижная обойма вместе с подкладной плитой 10 и стойкой 9 закрепляется болтами 7 на подвижной плите крепления 8, устанавливаемой на подвижной плите машины; неподвижная обойма устанавливается на неподвижной плите машины. После кристаллизации отливки подвижные плита и обойма перемещаются влево, раскрывая пресс-форму (блок). После этого гидроцилиндр выталкивания машины двигает вправо по колонкам 1 на втулках 2 плиту выталкивателей 6 и скрепленную с ней винтами 3 плиту съема 5, несущую систему выталкивателей 18 и колонок возврата 17. При этом отливка выталкивается из подвижной обоймы. При смыкании пресс-формы колонки возврата, упираясь в плоскость разъема неподвижной обоймы, отводят плиту с толкателями в исходное положение, до упоров 4.
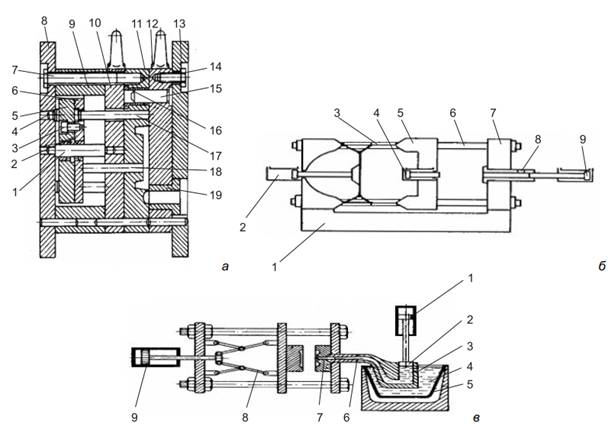
Рис. 19. Оборудование для литья под давлением
Стойкость пресс-форм (в тысячах запрессовок) может достигать для цинковых сплавов 300–500, для магниевых 80–100, для алюминиевых 30–50 и для медных 5–20. Наиболее широко применяются машины с холодной горизонтальной камерой прессования, позволяющие получать отливки массой до 50 кг (при литье алюминиевых сплавов), с числом холостых циклов в час от 300 до 21. На станине 1 таких машин (рис. 19, б) по направляющим 6 под действием самотормозящей рычажной системы 3, приводимой в действие гидравлическим цилиндром 2, перемещается подвижная плита 5 с гидровыталкивателем 4. На этой плите устанавливается подвижная часть пресс-формы. Неподвижная часть пресс-формы помещается на неподвижную плиту 7 с камерой прессования 8, куда заливается порция сплава, загоняемая в пресс-форму пресс-поршнем цилиндра 9.
Имеются машины с вертикальной холодной камерой прессования, отличающиеся меньшими габаритами, но имеющие более длительный цикл и меньшую производительность. Во многих случаях имеющиеся на заводах вертикальные машины заменяют горизонтальными.
Машины с горячей камерой прессования (рис. 19, в) отличаются высокой производительностью. Камера прессования 4 находится в тигле 5 с расплавленным металлом. Части пресс-формы 11 в момент прессования сжаты гидроцилиндром 9 через рычажный механизм запирания 8 между подвижной 10 и неподвижной 12 плитами. При движении прессового поршня 2 вниз под действием гидроцилиндра 1 сплав движется по металлопроводу 6, мундштуку 7 и заполняет пресс-форму. После затвердевания отливки поршень идет вверх, и остатки сплава сливаются в камеру прессования, а сплав из тигля через открывшееся отверстие 3 наполняет камеру. Подвижная плита отводится влево механизмом запирания машины, отливка выталкивается из пресс-формы. Затем пресс-форма обдувается, смазывается, смыкается и цикл повторяется. Машины-автоматы для литья под давлением с горячей камерой прессования предназначены для получения отливок из цветных сплавов (цинковых, оловянных, свинцовых) в серийном и массовом производстве. Машина 713А05М в автоматическом режиме производит обдувку, смазку и запирание пресс-формы, впрыск металла, выдержку времени кристаллизации отливки, раскрытие пресс-формы, выталкивание отливки. Масса заливаемой порции цинкового сплава составляет 1,8 кг. Время холостого цикла — не более 3 с. Эти машины применяют только при литье легкоплавких сплавов (свинцово-сурьмяных, оловянных, цинковых и магниевых, которые малоагрессивны к железу), т. к. высокая температура и агрессивная среда жидких металлов делают стойкость прессующего узла, находящегося в жидком сплаве с более высокой температурой плавления, неприемлемо низкой. Специальные заливочно-дозирующие агрегаты не нужны.
Комплексы автоматизированные для литья под давлением включают базовую машину и оборудование с различной степенью механизации разного количества околомашинных операций (от одной-двух до всех): дозатор для заливки сплава пневматический, магнитодинамический, механический (рис. 20), иногда вместе с печью; механизм или манипулятор для удаления отливки из машины; устройство для обдувки и смазывания пресс-формы; пресс для обрезки литника и облоя; устройство для контроля параметров технологического процесса; устройство для охлаждения отливок; устройство смазывания камеры прессования; систему термостатирования пресс-формы.
Перечисленное оборудование поставляется и без машины, в комплектах средств околомашинной механизации, выпускаемых для механизации и автоматизации действующих на заводах машин литья под давлением. Поставляются не только полные комплекты, но и отдельные агрегаты из них.
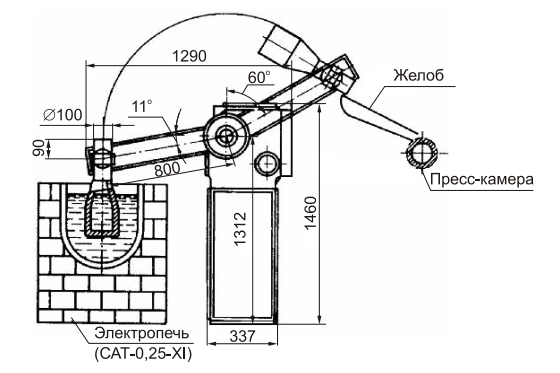
Рис. 20. Механический дозатор






