Формование изделий из полимерных композитов (ПКМ)
(adsbygoogle = window.adsbygoogle || []).push({}); Содержание
Технологическая оснастка для изготовления изделий из композитов
Формы для формования деталей
Цулаги, вакуум-чехлы и дренажи
Формующий инструмент
Оправки для намотки
Формирование
Ручная выкладка
Нанесение покрытия напылением
Процессы упругого формования конструкций
Метод вакуумного формования
Метод автоклавного упругого формования
Метод пресс-камерного формования
Методы жесткого формования
Компрессионное формование с помощью жесткой цулаги
Метод жесткого формования в замкнутых формах
Намотка волокном
Плетение
Пултрузия
Плетельно-пултрузионный процесс
Ролтрузия
Вопросы для самопроверки
Технологическая оснастка для изготовления изделий из композитов
Цулаги, вакуум-чехлы и дренажи
Чтобы обеспечить высокую точность и качество поверхностей формуемых оболочек, не соприкасающихся с рабочими поверхностями форм, используют легкие оболочки обратного профиля - цулаги. Цулага должна быть жесткой, прочной, не коробиться под действием усилий формования и температурного расширения материала. Вместе с тем, она должна быть легкой и удобной в обращении. Поэтому на практике используются металлические тонкостенные и стеклопластиковые цулаги. Точность размеров и геометрия рабочей поверхности цулаги определяется точностью соответствующих поверхностей формуемых деталей. Толщина стенок металлической оболочки цулаги, изготовленной из алюминиевого сплава, составляет 2,5-5 мм. При очень больших габаритах для увеличения жесткости цулага подкрепляется стрингерношпан-гоутным набором. Стеклопластиковые цулаги имеют толщину 2-5 мм и при необходимости усиливаются ребрами жесткости.
Вакуумные чехлы для упругого формования изделий изготовляют из термостойкой резины, а также из прорезиненной баллонной ткани. Лист резины или баллонной ткани раскраивается по форме изделия и склеивается клеем. В полученный таким образом вакуумный чехол монтируется штуцер для подключения к вакуумному насосу. Дренажные слои изготовляют из стеклоткани и полисилоксановой резины. Резину нарезают небольшими кусочками и заливают бензином на 12 часов. Состав резиновой смеси: резина - 100, бензин - 400-500 вес.ч. Полученным раствором пропитывают стеклоткань. После этого прорезиненную дренажную ткань подвергают термообработке при температуре 120-160°С в течение 5-6 час.
Формующий инструмент
Основной инструмент при формовании изделий из композитов - малярные кисти, с помощью которых наносится связующее, катки для уплотнения арматуры и удаления воздуха и избытка связующего (рис. 2) и ножи для раскроя арматуры.
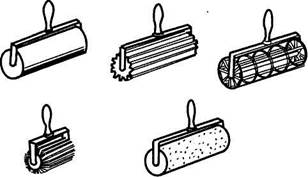
Рис. 2. Катки для уплотнения пропитанного материала
Оправки для намотки
Для получения цилиндрических и конических изделий с открытым торцом можно применять полые и сплошные оправки из стали или алюминия. При намотке изделий заодно с торцовой крышкой, например, сосудов высокого давления, особое внимание должно быть уделено конструкции оправки и выбору материала для нее. При правильно выбранной конструкции значительно снижаются повреждения волокон и отклонения размеров детали, уменьшаются остаточные напряжения. Оправка должна сохранять достаточную прочность при отверждении связующего при повышенных температурах и легко удаляться после отверждения. Основные принципы конструирования оправок и выбора материалов для них заключаются в учете следующих факторов:
1. Состоящая из отдельных частей разборная конструкция. Дорогая и не оправдывает себя при получении менее 25 деталей. Оптимальный диаметр 910... 1520 мм. Снятие оправки усложняется при маленьких полюсных отверстиях.
2. Низкоплавкие сплавы. Их применение ограничено небольшими сосудами, диаметр и длина которых не превышает 300 мм каждый.
3. Растворимый алебастр. Продолжительное время находится в пластичном состоянии, может стираться по периметру, легко вымывается.
4. Хрупкий или ломающийся алебастр. Наиболее пригоден для получения изделий большого диаметра. Требуется внутреннее крепление, разбивание осуществляется с трудом и может повредить изделие.
5. Смесь песка с поливиниловым спиртом. Наиболее пригоден для изделий диаметром до 1500 мм, выпускаемых в небольших количествах. Он легко растворяется в горячей воде, но требует тщательного контролирования процесса формования.
Формирование
Формирование - операция по получению из композиционного материала изделия заданной формы и размеров, состоящая из следующих этапов: распределение на формообразующей поверхности исходных компонентов - армирующих материалов и связующего, приложение тепла и давления, сопровождающееся полимеризацией и отверждением материала в готовое изделие.
Реализация операций формирования может осуществляться различными методами: ручной выкладкой, напылением, контактным формированием в прессформах, автоклавным и вакуумным формированием, намоткой, плетением, пултрузией и ролтрузией, комбинированными способами.
Первой стадией при формировании изделия из композиционного материала является нанесение на формообразующую поверхность (матрицу, оправку, пуансон, форму и т.п.) антиадгезионного покрытия, в качестве которого используются: парафин, поливиниловый спирт, сила-ны, силоксаны, антиадгизионные плёнки и т.д. Выбор покрытия зависит от типа формуемой поверхности, связующего, а также от необходимости отделочных операций.
Следующая стадия процесса формования - распределение армирующего материала и связующего на обработанную антиадгезивом поверхность.
Ручная выкладка
При ручной выкладке армирующий материал - мат, ткань, пряжа, ровинг - разрезают на мерные куски, а при необходимости обрезают по шаблону, пропитывают предварительно подготовленным связующим и укладывают в форму требуемое число слоев для достижения расчётной толщины изделия (рис. 3).
Для уплотнения материала по форме и удаления пузырьков воздуха используют прикаточные валики и щетки. Затем форма помещается в тепловой агрегат, где производится процесс отверждения по регламенту соответствующему используемому связующему. После отверждения изделие извлекают из формы, производят обрезку кромок, зачистку и другие финишные операции. Этот метод целесообразно использовать в мелкосерийном производстве изделий сложной формы, к которым предъявляются невысокие требования по прочности.
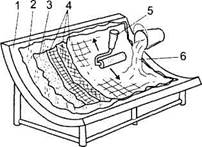
Рис. 3. Элементы конструкции формы и изделия
при формовании ручной выкладкой:
1 - форма; 2 - разделительная пленка; 3 - наружный смоляной слой;
4 - стекловолокно; 5 - ручной валик; 6 - смола в смеси с катализатором
Метод вакуумного формования
Вакуумное формование применяется обычно в опытном и мелкосерийном производстве и состоит из трех технологических операций: 1) получение заготовки; 2) упругое обжатие этой заготовки с помощью резинового мешка под вакуумом; 3) отверждение.
Давление, создаваемое при вакуумном формовании, составляет 0,5-0,8 кГ/см2. Технологически операция вакуумного формования выполняется в следующем порядке (рис. 5). На форму позитивного или негативного типа, поверхности которой покрыты разделительным слоем смазки или пленки, наносится декоративный слой полимерного связующего. Затем после некоторой выдержки наносится второй слой связующего, и поверх него выкладывается в соответствии с заданной схемой армирования арматура.
При изготовлении крупногабаритных изделий для увеличения производительности и снижения трудоемкости формования в качестве арматуры применяют ткани, а в качестве наполнителя - маты. Нанесенный слой материала прикатывается формующим роликом для качественной пропитки и равномерной плотности структуры по всему сечению стенки готового изделия. Далее многократно повторяется нанесение слоя связующего и арматуры с прикаткой до получения заданной толщины стенки формуемого изделия, но не более 8-10 мм. Сверху на отформованную заготовку накладывается слой целлофана, что придает готовому изделию хороший внешний вид. На этом заканчивается первый технологический переход операции упругого вакуумного формования для предварительного получения заготовки изделия. Первый технологический переход целесообразно выделить как самостоятельную операцию предварительного формования. Это позволит вместо трудоемкого и вредного ручного контактного формования организовать высокопроизводительное и автоматизированное производство заготовок методами предварительного формования: обмоткой, центробежным способом, насасыванием, напылением и т.п.
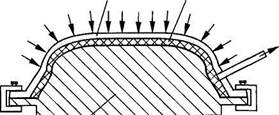
Рис. 5. Схема вакуумного формования:
1 - резиновая диафрагма; 2 - изделие; 3 - форма
Вторым технологическим переходом является вакуумная опрессовка изделия. Для этого полученная заготовка покрывается дренажным слоем прорезиненной стеклоткани, а затем резиновым чехлом, который герметизируется по краям и подсоединяется к шлангу вакуум-насоса. Сборка помещается в термокамеру, после чего под чехлом создается вакуум. Величина вакуума определяется типом связующего, термическими режимами отверждения и, главное, конструктивными формами изделия. Чем больше вакуум, тем при прочих равных условиях плотнее получается структура материала, выше его прочность и герметичность. Однако величина вакуума ограничивается возможностями вакуум-установок. С уменьшением используемого вакуума увеличивается срок службы вакуумных насосов. Обычно величина вакуума, создаваемого под чехлом, должна быть не менее 160 мм рт. ст.
Третий технологический переход - отверждение отформованного изделия. Термический режим отверждения под вакуумом зависит от марки используемого связующего и в каждом отдельном случае устанавливается соответствующим регламентом технологического процесса.
Достоинством вакуумного формования является его технологическая простота, несложность оснастки и оборудования. Однако недостаточная плотность и сравнительно невысокая механическая прочность пластиков, получаемых при вакуумном формовании, не позволяют использовать его для изготовления крупногабаритных деталей с толщиной стенок более 8-10 мм. Точность геометрических размеров готовых изделий определяется точностью соответствующих размеров технологической оснастки, ее жесткостью и температурными деформациями.
Методы жесткого формования
Для получения крупногабаритных изделий с высокой точностью размеров, геометрических форм и взаимного расположения поверхностей при высоком качестве и чистоте как наружных, так и внутренних поверхностей рекомендуется применять методы жесткого формования.
При жестком формовании в зависимости от конструктивной сложности геометрии изделия плотность и механические свойства готового материала не всегда получаются одинаковыми, но уровень этих показателей достаточно высок, благодаря чему механическая прочность деталей мало уступает прочности изделий, полученных методом упругого формования. Однако при жестком формовании несколько усложняется и удорожается стоимость технологической оснастки. Поэтому этот метод рекомендуется использовать в серийном и крупносерийном производстве.
Структурные критерии и механические свойства пластиков при жестком формовании изделий зависят от типа используемых арматуры и связующего, конфигурации изделия и технологических параметров процесса формования и отверждения. В частности, конфигурация изделия оказывает непосредственное влияние на величину контактного давления (рис. 8).
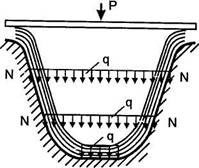
Рис. 8. Технологическая схема жесткого
формования с помощью цулаги
При рабочем движении жесткого формующего элемента, который, в отличие от пуансона матрицы, принято называть цулагой, создается требуемая величина контактного давления N. При этом, если считать, что вертикальная составляющая этого давления q будет величиной постоянной в любом горизонтальном сечении, т.е. q = const по высоте изделия, то контактное давление, перпендикулярное к формуемой стенке, будет зависеть от угла γ, образуемого нормалью к поверхности цулаги и плоскостью горизонтального сечения:

Таким образом, в силу зависимости N от геометрии детали и непостоянства его даже в пределах одной и той же поверхности в качестве технологического параметра следует принять контактное давление жесткого формования q на горизонтальную проекцию поверхности формования S:

где Р - сила, действующая на цулагу.
С увеличением температуры формования t улучшается формуемость, уменьшается величина усилий Р и контактного давления формования в плане q, поскольку с увеличением температуры уменьшается технологическая вязкость и когезия связующего, но повышается качество пропитки и его аутогезия. Однако при повышенных температурах формования вследствие низкой вязкости возможен отжим связующего из структуры материала и уменьшение его процентного содержания в пластике. По этой же причине возможно передавливание арматуры, неодинаковая плотность и большая неоднородность механических свойств в готовом изделии. Поэтому величина температуры должна быть строго регламентирована в зависимости от типа связующего, арматуры, давления формования и геометрии изделия. Большое влияние на плотность и прочность изделий оказывает величина контактного давления жесткого формования.
Намотка волокном
Намотка волокном - сравнительно простой процесс, в котором армирующий материал в виде непрерывного ровинга (жгут) или нити (пряжи) наматывается на вращающуюся оправку. Специальные механизмы, которые перемещаются со скоростью, синхронизированной с вращением оправки, контролируют угол намотки и расположение армирующего материала. Его можно обертывать вокруг оправки в виде прилегающих друг к другу полос или по какому-то повторяющемуся рисунку до полного покрытия поверхности оправки. Последовательные слои наносятся под одним и тем же или под разными углами намотки, пока не будет набрана нужная толщина. Угол намотки может изменяться от очень малого - продольного - до большого - окружного, т.е. около 90° относительно оси оправки. При «мокрой» намотке связующее наносится в процессе самой намотки. «Сухая» намотка основана на использовании ровинга, предварительно пропитанного смолой - препрега. Обычно отверждение идет при повышенной температуре без избыточного давления, и завершающей стадией процесса является снятие изделия с оправки.
Основной процесс имеет множество вариантов, различающихся в широких пределах характером намотки, особенностями конструкции, комбинацией материалов и типом оборудования. Конструкции должны быть намотаны в виде поверхностей вращения, хотя в определенных пределах, могут быть отформованы изделия и другой конфигурации сжатием еще неотвержденной намотанной детали внутри закрытой формы. Конструкции могут быть получены в виде гладких цилиндров, труб или тюбингов диаметром от нескольких сантиметров до нескольких метров. Намоткой можно формовать также изделия сферической, конической и геодезической формы. Для получения сосудов высокого давления и резервуаров в намотку вводят торцовые заглушки.
Для намотки пригоден практически любой непрерывный армирующий материал, а основными материалами для матрицы служат эпоксидные и полиэфирные смолы и полимеры сложных виниловых эфиров. Для намотки применяются машины различных типов: от разновидностей токарных станков и машин с цепным приводом до более сложных компьютеризованных агрегатов с тремя или четырьмя осями движения.
Станки для намотки
Различают станки для полюсной и спиральной намотки. Станки обоих типов имеют также приспособления для окружной намотки, что увеличивает их универсальность. При работе на машинах для полюсной намотки оправка обычно находится в вертикальном положении. Основным преимуществом машин для полюсной намотки является простота регулировки отдельных механизмов. С другой стороны, в большинстве случаев использование таких станков ограничено составом применяемых препрегов, так как системы с «мокрой» намоткой трудно монтировать.
В станках со спиральной намоткой имеется два основных перемещающих механизма: вращающаяся оправка и траверса подающего устройства. Кроме того, имеются поперечный суппорт, перпендикулярный оси оправки, и механизм движения нитепроводника, через который подается волокно. Управление может быть механическим или числовым программным. Механическое управление обычно основано на использовании системы с индивидуальным приводом, в которой вращение и поперечная подача управляются зубчатыми передачами, шарнирными цепями или ходовыми винтами. Движения в станке для намотки с ЧПУ осуществляются гидравлическими сервоприводами, причем каждая ось координат имеет свой собственный гидромотор.
Для получения изделий сложной формы применяются специально разрабатываемые станки, Так, например, на рис. 14 изображен станок для намотки сфер.
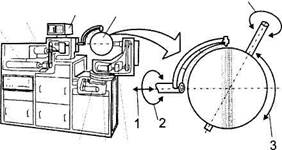
Рис. 14. Машина для намотки сфер:
1 - перемещение (шаг) веретена; 2, 3 - направления вращений;
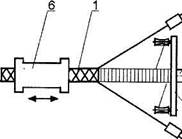
Для производства труб большого диаметра применяют установки, в которых оправка совершает только поступательное движение, а катушки с лентами или ровницей, пропитанной связующим, вращаются вокруг неё. Схема такой установки приведена на рис. 15.

Рис. 15. Схема производства труб большого диаметра:
1 - дорн; 2 - катушки с лентой или ровницей; 3 - неподвижное кольцо;
4 - вращающееся кольцо; 5 - основание
Плетение
Плетёные материалы (система двух нитей) позволяют повысить прочность и жесткость изделий при межслоевом сдвиге в 2-2,5 раза. Однако недостатком этого метода является искривление арматуры, что с ростом толщины изделия способствует ухудшению свойств в направлении основы. Более толстостенные изделия могут быть получены, если армирующий каркас создается системой трех нитей.
В последнее время предложен ряд способов трехмерного армирования, основанных на технологии пространственного плетения. Пространственное плетение - это технология получения трехмерноармированных структур непрерывным переплетением волокон. Во время процесса плетения все носители волокна движутся одновременно. В этом заключается коренное отличие плетения от ткачества, где нити основы держит неподвижная рамка, а одиночное волокно продергивается подвижным челноком. В механизмах пространственного плетения (рис. 16) используют множество носителей армирующего волокнистого материала.
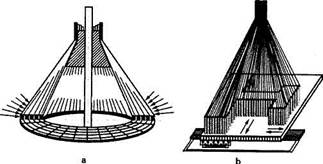
Рис. 16. Устройства пространственного плетения:
а - плетение в цилиндрической системе координат;
б - плетение в декартовой системе координат
Переплетение нитей или жгутов происходит во время движения по направляющим базовой плиты. Расположение направляющих соответствует плетению либо в декартовой, либо в цилиндрической системах координат. Используя устройство для плетения в цилиндрической системе координат, можно производить плетёные изделия в виде длинномерных цилиндров при достаточно большом диаметре. На основе пространственного плетеного каркаса возможно создание квазиизотройного материала, в котором отсутствуют плоскости расслоения. Однако такие устройства очень сложны в изготовлении, обслуживании и применении.
Примером использования простой технологии плетения в автоматизированном производстве изделий с пространственным армирующим каркасом является способ, применённый фирмой «Morton Thiokol» для изготовления теплостойких труб.
Плетение каркаса производится на оправке из углеродного войлока, соответствующей внутреннему диаметру изделия. Перпендикулярно оси оправки по ее поверхности расставлены стержни из углеродных волокон, равномерно распределенные по требуемой части поверхности оправки. Подготовленная оправка оплетается слоями углеродных жгутов. Каждый слой содержит жгуты трех направлений (3D текстура), переплетенные между собой: оплеточные жгуты (левые и правые) и осевые жгуты. Плетеный слой имеет ячеистую структуру. При этом каждая ячейка образуется в результате переплетения жгутов правого и левого направлений, а осевые жгуты расположены по диагоналям ячеек. Процесс заканчивается после нанесения требуемого количества слоев, после чего следуют операции по термообработке и механическая обработка изделия (рис. 17).

Рис. 17. Плетение по оправке:
а - узел плетения; б - оправка из углеродного
войлока со стержнями
Применяемые в производстве блочных изделий плетельные машины представляет собой специальное оборудование, созданное на базе стандартной плетельной машины, используемой в производстве оплетаемых изделий: кабелей, шлангов высокого давления и т.п. Плетельная машина в модернизированном варианте содержит три группы носителей волокнистого армирующего материала. Одна группа - группа неподвижных носителей - предназначена для осевой арматуры. Две остальные группы несут оплетающую арматуру. Подвижные носители с оплеточной арматурой перемещаются по круговым волнообразным траекториям, причем одна группа перемещается по часовой стрелке, а другая - против.
На рис. 18 показана плетельная машина с устройством поперечной намотки армирующих материалов, а на рис. 19 - основной узел машины, носитель плетущего материала - веретено.

Рис. 18. Плетельная машина с устройством поперечной намотки
Рис. 19. Внешний вид веретена
Несомненным достоинством данного способа является достигнутый уровень автоматизации. Однако плетение по оправке с предварительно расставленными стержнями имеет и ряд недостатков. Поверхность, образованная жгутами, сходящими с плетельной машины, может пересекаться стержнями, вследствие чего возможны взаимные повреждения армирующих элементов. Причем, наиболее невыгодно с этой точки зрения сочетание параметров процесса, направленное на достижение большой степени наполнения. Это накладывает ограничения на возможные пределы изменения параметров армирования (углы армирования, шаг радиальных стержней и т.п.), ужесточает требования по стабильности кинематики процесса, и заданную шагом расстановки стержней структуру армирования невозможно изменить в последующих слоях.
Пултрузия
Метод пултрузии волокнистых полимерных композиционных материалов впервые разработан в 1948 г. применительно к стеклопластикам на основе отверждающихся связующих. Однако интенсивное развитие получил, начиная в 1960-х годов, когда повышенный спрос на профильные изделия из полимерных композиционных материалов потребовал применения новых скоростных процессов их производства. В настоящее время с использованием этого процесса возможно получение изделий достаточно сложной формы (рис. 20).

Рис. 20. Некоторые виды изделий, полученные методом пултрузии
На рис. 21 показана принципиальная схема процесса пултрузии, основными стадиями которого являются:
- размотка волокнистого наполнителя со шпулярника;
- пропитка армирующих волокон полимерным связующим;
- формование заготовки в предварительных фильерах;
- окончательное формование профиля и фиксирование его формы в результате отверждения полимерной матрицы в обогреваемой формующей фильере;
- протягивание и порезка профиля на части требуемой длины;
- дополнительная термообработка изделий (в случае необходимости).
Армирующий волокнистый наполнитель протягивается с заданной скоростью со шпулярника через ванну с полимерным связующим и зону предварительного формования, где пучку волокон придается форма требуемого профиля с предварительным уплотнением и одновременным удалением избытка связующего. Затем материал поступает в металлическую фильеру, нагретую до температуры, обеспечивающей заданную скорость и глубину процесса отверждения связующего. Здесь происходит окончательное формование профиля и фиксируется его форма, после чего длинномерное изделие подается тянущим механизмом в отрезное устройство. Полученные таким образом профили точно соответствуют требуемому размеру сечения и не нуждаются в дальнейшей механической обработке.

Рис. 21. Схема процесса пултрузии
Существует несколько типов пултрузионных установок, отличающихся:
- периодичностью или непрерывностью протягивания;
- горизонтальным или вертикальным расположением установки;
- типом тянущего механизма;
- особенностями зоны формования отверждения (наличием обмотчика и лентоукладчика, типом формующей фильеры, методом ее нагревания);
- методом пропитки волокнистой арматуры.
Большинство установок для пултрузии являются горизонтальными. Вертикальные аппараты разработаны для производства профилей сплошного сечения с полой сердцевиной.
Шпулярник предназначен для размещения шпулей с волокном и представляет собой металлическую раму с горизонтальными осями. Для размещения крупногабаритных бобин, например, со стекловолокном, применяются шпулярники полочного типа. В этом случае размотка происходит изнутри бобин. Внешний вид такого шпулярника показан на рис. 22.

Рис. 22. Шпулярник полочного типа с системой
предварительного натяжения продольной арматуры
Пропитка волокнистого наполнителя обычно осуществляется протягиванием пучка волокон через ванну с полимерным связующим, имеющую систему прижимных и отжимных валиков. Для подогрева связующего с целью снижения его вязкости и улучшения смачивания волокон ванна снабжается подогревателями. Внешний вид пропиточно-отжимного устройства показан на рис. 23.

Рис. 23. Пропиточноотжимное устройство
Для улучшения процесса пропитки разработан ряд методов инжекционного введения связующего, принципиальная схема такого процесса приведена на рис. 24.
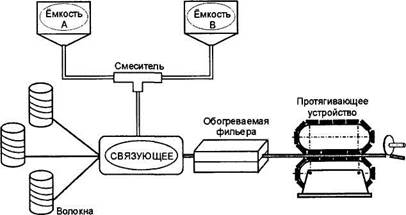
Рис. 24. Инжекционный метод введения
связующего в процессе пултрузии
Формующая фильера представляет собой разъемную металлическую форму, рабочие поверхности которой отполированы и хромированы. Длина фильеры зависит от размера протягиваемого профиля, типа связующего, скорости процесса и обычно варьируется в пределах 300-1500 мм. Рабочий канал должен быть правильной геометрической формы с параллельными стенками и закругленными краями для предотвращения излома волокон. Нагрев фильеры чаще всего осуществляется с помощью плоских электронагревателей. Однако с целью повышения производительности все большее применение находит высокочастотный индукционный нагрев, который позволяет увеличить скорость пултрузии. Наиболее важными параметрами любой системы нагрева фильеры является равномерность распределения температурного поля и возможность контроля температуры на всех этапах формования. Внешний вид фильеры для получения круглых стержневых изделий или труб показан на рис. 25.

Рис. 25. Фильера для формования изделий
круглого поперечного сечения
Устройства протягивания развились из простейшей прямой тяги, осуществляемой тросом или цепью, наматываемой на барабан. В настоящее время применяются два принципиально различных типа протягивающих устройства. В устройстве типа гусеничных траков используются две постоянно вращающиеся в противоположных направлениях гусеничные ленты, между которыми находится отвержденный профиль. Существенным недостатком такого механизма является то, что для профилей требуется довольно большое количество зажимных подушек специальной формы. В более удобном возвратно-поступательном устройстве в зажимной системе используется только две пары подушек, соответствующих каждому виду профиля. При этом одна подушка прижимается к другой посредством гидравлического или механического привода, а профиль находится между ними.
В электротехнической промышленности пултрузионные установки используются, в основном, для изготовления круглых стеклопластиковых стержней электротехнического назначения диаметром от 10 до 50 мм. Наиболее известная российская установка типа «4-УПС-12» состоит из двух стендов для бобин, камеры сушки жгута, пропиточного, формующего, режущего и приемного устройства, камеры полимеризации и имеет скорость протягивания 0,3-0,6 м/мин при длине формующей фильеры, равной 2,4 м.
Наибольшее развитие пултрузия получила в США, где функционируют более 150 производственных линий для пултрузии. Ведущими в этой области являются фирмы «Goldsworthy Engineering» и «Pultrusion Technology». Они выпускают стандартные установки, позволяющие получать профили с площадью поперечного сечения до 150 см2. Первая из фирм разработала одну из самых крупногабаритных установок для изготовления профильных панелей из гибридных материалов размером сечения 457x914 мм с усилием протягивания до 10 т. Установка оборудована высокочастотным индукционным нагревом для отверждения материала профилей.
В качестве примера на рис. 26 приведена схема пултрузионной установки для получения длинномерных профилей разработанной фирмой «Faserplastik».
Схема работы установки следующая. Нити со шпулярника 1 поступают через распределительную решетку 2, разделительные валики 3 и направляющие 4, обеспечивающие параллельную укладку волокон, в пропиточную ванну 6.
Для улучшения качества пропитки волокнистого наполнителя полимерным связующим производится подсушка инфракрасным источником, расположенным над пучком волокна перед входом в пропиточную ванну. Расстояние между поверхностью пучка и источником регулируется таким образом, чтобы конвективный поток тепла, переносимый наполнителем, обеспечивал стабильный прогрев связующего в пропиточной ванне до требуемой температуры.

Рис. 26. Схема пултрузионной установки фирмы «Faserplastik»:
1 - шпулярник; 2 - распределительная решетка; 3 - разделительные валики; 4 - направляющие отверстия;
5 - инфракрасная лампа; 6 - пропиточная ванна; 7 - предварительные фильеры; 8 - катушки с армирующими лентами;
9 - направляющее устройство; 10 - формующая фильера с оправкой; 11 - терморегулятор;
12-пульт управления; 13 - гусеничная тяга; 14 - отрезное устройство; 15 - готовый профиль
После ванны пропитанный пучок волокон поступает в систему предварительных фильер 7 и направляющих устройств 9, где происходит дальнейшая пропитка наполнителя и удаление излишков связующего и пузырьков воздуха, выравнивание отдельных волокон, формирование сечения изготавливаемого профиля и равномерное распределение волокон по сечению. Далее пучок волокон с небольшим избытком связующего поступает в обогреваемую фильеру, где происходит окончательное удаление избытка связующего и воздуха, выравнивание и формирование сечения профильного изделия, отверждение связующего. Фильера представляет собой металлическую разъемную форму длиной 450 мм, имеющую рабочие каналы требуемого сечения. Установка предназначена для получения только однонаправленных изделий.
Более качественные изделия получают в фильерах-термокамерах, имеющих значительную длину - до 2 метров. При использовании связующих с низким содержанием летучих продуктов можно получить изделия со стабильными геометрическими размерами. Однако такой способ не нашел широкого применения, т.к. фильеры-термокамеры дороги в изготовлении и сложны в эксплуатации. Кроме того, использование связующих, содержащих растворители, приводит к получению пористых и непрочных изделий ввиду невозможности удаления паров растворителя из замкнутого объема термокамер в процессе термообработки.
Для повышения прочности при сдвиге и сопротивления кручению при изготовлении трубчатых или стержневых элементов совмещают метод пултрузии с процессом обмотки нитью (рис. 27), для чего требуется сложное специальное оборудование.
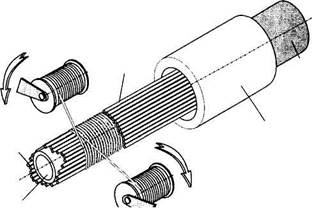
Рис. 27. Схема пултрузионно-намоточного процесса
Известны также способы формования изделий из композитов, например, силовой опрессовкой, когда размеры поперечного сечения и степень наполнения его волокнистой арматурой определяются усилием формования. Наиболее распространен способ, при котором армирующий наполнитель раскладывается на адгезионную ленту, ширина которой соответствует периметру поперечного сечения изделия. Лента приводится в движение специальным протягивающим устройством и по мере перемещения загибается, образуя оболочку, охватывающую армирующий материал. Формование производится либо формующей фильерой (рис. 28), либо ленточным прессом с постепенно нарастающим усилием обжатия (рис. 29), что обеспечивает удаление из структуры воздушных и газовых включений. Такой способ применяется, в основном, для изготовления изделий с большой площадью поперечного сечения, причем использование антиадгезионной пленки позволяет улучшить условия движения изделия в фильере.

Рис. 28. Устройство для формования стержневых изделий:
1 - корпус; 2 - антиадгезионная лента; 3 - тянущие ролики

Рис. 29. Способ формования стержневых изделий из композитов ленточным прессом:
1 - волокнистый материал; 2 - ванна со связующим; 3 - бобина антиадгезионной ленты;
4 - приформовывающие ролики; 5 - ленточный пресс; 6 - термокамера; 7 - протягивающие ролики;
8 - отрезное устройство
Одним из методов силового формования является способ изготовления изделий, при котором формование осуществляется обмоткой волокнистым материалом на стадии термообработки. При этом уплотнение, достигнутое в фильерах, фиксируется натяжением нитей вспомогательной арматуры. Наибольшее наполнение может быть достигнуто при протягивании изделий через каскад дискретных коротких фильер с плавно изменяющимся диаметром формующего отверстия и индивидуальным обогревом. Принципиальная схема процесса приведена на рис. 30. Такой способ нашел применение при изготовлении высокопрочных стеклопластиковых стержней, используемых для армирования стеклопластбетонных и электроизолирующих конструкций взамен металлической арматуры, а также пластиковых стержней с декоративным узором.