Описанные методы пултрузионного изготовления изделий показывают, что они позволяют решить вопрос о непрерывной схеме производства изделий, однако, практически все они предназначены для получения стержней с достаточно простой формой поперечного сечения и схемой армирования. Получение же сложноармированных структур приводит к существенному усложнению технологического процесса и применяемого оборудования. Получаемые при этом изделия имеют низкие характеристики при сжатии и сдвиге и, следовательно, имеют ограниченное применение.
Попытки усложнения схемы армирования путем введения лент, матов или уложенной под малым углом к оси изделия арматуры существенно усложняет, а в ряде случаев делает невозможным процесс протягивания. Создание более сложных, в частности, пространственных структур, сталкивается со значительными трудностями и практически для непрерывных процессов не рассматривалось. Однако в практике наибольший интерес представляют именно такие изделия, поскольку преимущества композитных материалов заключаются в возможности армирования изделий в соответствующих условиям нагружения направлениях. Решение этой проблемы возможно при объединении двух высокопроизводительных автоматизированных процессов - плетения и пултрузии. При этом создание плетеного слоя на поверхности изделия, в сечении которого может быть заложена требуемая схема армирования, позволяет при определенных, конечно, условиях обеспечить движение формуемого изделия через фильеру. Наличие же этого слоя в структуре материала предоставляет дополнительные возможности для оптимизации свойств материала изделия.
Принципиальная схема технологического оборудования для реализации непрерывного процесса изготовления сложнопрофильных стержневых изделий может быть составлена на основе типовой схемы пултрузионного процесса формования профильных изделий из однонаправленных композитов. При этом в ее состав должны быть включены элементы оборудования и оснастка, которые обеспечивают проведение дополнительных технологических операций и позволяют получить изделия заданной структуры и формы профиля. Принципиальная схема технологического процесса получения сложнопрофильных изделий силового назначения из композитов представлена на рис. 31.
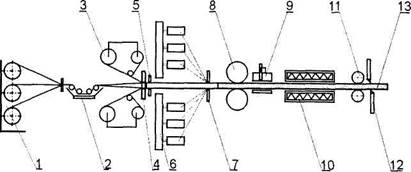
Рис. 31. Принципиальная схема непрерывного технологического процесса изготовления
сложнопрофильных изделий силового назначения:
1 - шпулярник с армирующим материалом для полок профиля; 2 - пропиточное устройство;
3 - бобины с препрегом для формирования стойки; 4 - распределительное устройство;
5 - фильера предварительного формования полуфабриката; 6 - оплеточное устройство;
7 - калибрующая фильера; 8 - устройство предварительного формования стойки
профиля; 9 - прошивочное устройство; 10 - формующая нагреваемая фильера;
11 - тянущее устройство; 12-отрезное устройство; 13-готовое профильное изделие
Ролтрузия
Одним из вариантов метода пултрузии является ролтрузионный процесс, при котором существенно изменяется формующий узел - фильера. Формование производится парами приводных формующих роликов, причем профиль проходного сечения, образуемый при замыкании каждой пары роликов, изменяется по длине ролтрузионного тракта.
Формующий тракт располагается в термокамере, имеющей три температурные зоны. В первой зоне происходит разжижение связующего, благодаря чему обеспечиваются равномерная пропитка всего полуфабриката и удаление из него летучих компонентов. Во второй зоне пакет пропитанных жгутов формуется до заданного типа поперечного сечения, а связующее полимеризуется до состояния, обеспечивающего формостабильность изделия. В третьей зоне осуществляется окончательная полимеризация профильного изделия.
(adsbygoogle = window.adsbygoogle || []).push({}); В остальном технологический регламент процесса ролрузии полностью идентичен пултрузии.
Формование в ролтрузионном тракте носит щадящий характер, так как трение скольжения в фильере, присущее пултрузии, заменяется трением качения в роликах. Это позволяет значительно снизит усилие протягивания, что соответственно, уменьшает величину остаточных напряжений в готовом изделии, понижает вероятность коробления и растрескивания, а также позволяет увеличить скорость изготовления профильных изделий.
Кроме того, в случае наличия вспомогательных слоев арматуры на поверхности стержневых изделий, при таком методе формования существенно уменьшается ее повреждаемость.
Вопросы для самопроверки
- Из каких материалов могут изготавливаться формы для ПКМ?
- Перечислите основные методы изготовления ПКМ.
- Основные принципы, применяемые при конструировании оправок для получения ПКМ методом намотки.
- Перечислите способы намотки изделий из КМ.
- Перечислите методы формования изделий из КМ.
- Объясните назначение антиадгезионных покрытий.
- Достоинства и недостатки методов плетения изделий из КМ.
- Что называется пултрузией и типы изделий, получаемые таким образом?
- Что называется ролтрузией? Ее преимущества в сравнении с пултрузией.
- Особенности совмещенных методов непрерывного изготовления изделий из КМ.
Вакуумно-автоклавное формование
⇐ Предыдущая Стр 18 из 82 Следующая ⇒
Яндекс.Директ
 Изготовление пресс-форм для литьяЗавод в России! Собственное производство пресс-форм. Цена без посредников!Финансовые гарантииРасчет стоимостиНаши пресс-формыС 2004 годаir-key.ruАдрес и телефонСкрыть объявление Изготовление пресс-форм для литьяЗавод в России! Собственное производство пресс-форм. Цена без посредников!Финансовые гарантииРасчет стоимостиНаши пресс-формыС 2004 годаir-key.ruАдрес и телефонСкрыть объявление
| (function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-320634-1", renderTo: "yandex_rtb_R-A-320634-1", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks");
|
Для повышения качества изделий используют способ ваку-умно-автоклавного формования. Процесс формования осуществляется под действием высоких давлений сжатых газов или жидкости на формуемое изделие, вакуумируемое на форме
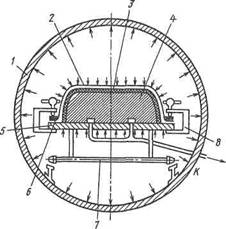
Рис. 2.13. Схема формования в автоклавах и гидроклавах:
/ — автоклав; 2 — резиновый чехол; 3 — формуемое изделие; 4 - форма; 5 -
плита; 6 — прижимное устройство; 7 — тележка; 8 — винтовой зажим
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
•ластичным мешком и помещенное в автоклав. Схема вакуум -по-автоклавного формования показана на рис. 2.13.
Автоклавы являются наиболее универсальным оборудованием при изготовлении изделий из композитов. Автоклав — герметичный сосуд большого объема, в котором можно создавать значительные избыточные давления рабочего тела (воздуха, инертного газа, азота) в диапазоне от 1 до 3,0 МПа при температурах 150...380 °С. Характеристики автоклавов, применяемых в отечественной промышленности, представлены в табл. 2.4.
Таблица 2.4 Технические характеристики автоклавов
| Модель автоклава
| Диаметр изделия, загружаемого в автоклав, мм
| Длина изделия, загружаемого в автоклав, мм
| Рабочее давление, МПа
| Максимальная рабочая температура, °С
|
| А25.576 А25.578 А25.580 А25.582 А25.584
| 800 2000 3000 3000 4500
| 1000 6000 8000 16000 26000
| 3,0 1,6 1,6 1,6 1,6
| 450 380 380 380 250
|
Автоклав включает в себя системы подачи рабочего тела в камеру, разогрева до требуемой температуры, регулирования рабочего давления, вакуумную, аварийную для сброса давления, систему автоматизированной записи параметров, а также противопожарную систему (рис. 2.14).
 Вакуумная формовка пластика! rosformovka.ru/вакуум-формовкаrosformovka.ru/вакуум-формовка3D сканирование от 7000 р. 3D моделирование от 3000 р. Формовка раздувом от 10000р!Производство АБС-пластикаФормы МДФ от 5000рСтолы 600х800 мм2х3 мСкрыть рекламу:Не интересуюсь этой темой / Уже купилНавязчивое и надоелоСомнительного содержания или спамМешает просмотру контента Вакуумная формовка пластика! rosformovka.ru/вакуум-формовкаrosformovka.ru/вакуум-формовка3D сканирование от 7000 р. 3D моделирование от 3000 р. Формовка раздувом от 10000р!Производство АБС-пластикаФормы МДФ от 5000рСтолы 600х800 мм2х3 мСкрыть рекламу:Не интересуюсь этой темой / Уже купилНавязчивое и надоелоСомнительного содержания или спамМешает просмотру контента
| Спасибо, объявление скрыто.
| Скрыть объявление
|
Яндекс.Директ
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-320634-2", renderTo: "yandex_rtb_R-A-320634-2", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks"); Наличие теплоизоляции корпуса позволяет в процессе работы избежать его разогрева, обеспечивает необходимый запас прочности стенок и нормальную температуру производственных помещений. Температуру в автоклаве повышают после откачки воздуха и заполнения его рабочим телом. Давление в автоклаве снижают только при охлаждении изделия до температуры 60...70 °С. Автоклав охлаждается за счет принудительного теплообмена рабочего тела и водяного теплообменника. Температуру отверждаемого изделия измеряют в необходимых точках с помощью хромель-копелевых термопар. Для равномерной передачи необходимого давления на формуемый пакет
146
ю*
147
2.4. Формование с эластичной диафрагмой
2. ТЕХНОЛОГИЯ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ
материала используют вакуумные мешки, герметично закрывающие формуемое изделие на оправке и соединенные вакуумной системой автоклава.
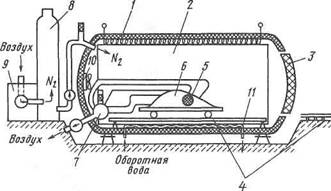
Рис. 2.14. Схема автоклава:
/ — теплоизолирующий тепловой корпус; 2 — электронагреватель; 3 - крышка загрузочного люка; 4 — рельсовый путь; 5 — формуемое изделие; 6 - вакуумный мешок; 7 — вакуумная система; 8 — ресивер с азотом; 9 — азотная станция; 10 — вентилятор системы теплообмена; 11 — теплообменник
Процесс вакуумно-автоклавного формования (схема подготовки формы, порядок укладки слоев пакета заготовки, герметизация формы) во многом сходен с вакуумным формованием.
 ПерейтиЛитье пластмасс от 1 шт.Вакуумное литье в силиконовые формы от 1шт. Полный цикл изготовления. Быстрый ответ
ПерейтиЛитье пластмасс от 1 шт.Вакуумное литье в силиконовые формы от 1шт. Полный цикл изготовления. Быстрый ответ  nktech3d.ru/ Литье -пластмассСкрыть объявлениеСкрыть рекламу:Не интересуюсь этой темой / Уже купилНавязчивое и надоелоСомнительного содержания или спамМешает просмотру контента
nktech3d.ru/ Литье -пластмассСкрыть объявлениеСкрыть рекламу:Не интересуюсь этой темой / Уже купилНавязчивое и надоелоСомнительного содержания или спамМешает просмотру контента
| Спасибо, объявление скрыто.
|
Яндекс.Директ
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-320634-3", renderTo: "yandex_rtb_R-A-320634-3", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks"); Автоклавный способ формования применяют для изготовления конструкций любой формы и габаритов (если позволяют размеры автоклава и не происходит разрушения эластичной диафрагмы под действием внешнего давления).