Измельченное волокно и связующее одновременно вводятся в открытую форму или на нее. При использовании, например, стекловолокна ровинг проходит через рубильное устройство и вдувается в поток смолы, который направляется в форму распылительной системой с наружным или внутренним смешением компонентов (рис. 4).

Рис. 4. Безвоздушная система напыления с двумя ёмкостями:
1 - ровинг; 2 - смола с катализатором; 3 - рубильное устройство;
4 - смола с ускорителем; 5 - уплотненный слой; 6 - валик; 7 – форма
При этом одна распылительная головка впрыскивает смолу, предварительно смешанную с катализатором, или только катализатор, в то время как вторая головка впрыскивает заранее полученную смесь смолы с ускорителем. Смола и катализатор подаются в смесительную камеру распылителя позади единственной распылительной головки. В обоих случаях полимерная композиция предварительно покрывает стекловолокно, и объединенный поток равномерно распыляется оператором в форме по заданной схеме.
После введения в форму смеси смолы со стекловолокном образовавшийся слой прикатывают вручную для удаления воздуха, уплотнения волокон и получения гладкой поверхности. Технология отверждения и обрезки кромок аналогична применяемой при формовании ручной укладки.
Процессы упругого формования конструкций
К преимуществам упругого формования крупногабаритных изделий относится технологическая простота методов, возможность производства высокопрочных и герметичных изделий при использовании сравнительно простой и дешевой технологической оснастки и оборудования. Методы упругого формования позволяют изготовлять конструкции любого профиля и конфигурации.
Равномерное приложение упругого давления перпендикулярно формуемой стенке в процессе производства позволяет обеспечить высокую объемную плотность структуры и монолитность материала, с повышением которых возрастают механические свойства готового материала, прочность и надежность изделий.
В настоящее время нашли применение следующие основные методы упругого формования: вакуумное, автоклавное, пресскамерное, центробежное. Обычно эти методы применяются в качестве окончательных технологических операций, за исключением центробежного формования, которое часто используется как предварительная технологическая операция.
При выборе метода упругого формования следует иметь в виду, что физико-механические свойства материала в значительной степени зависят от типа арматуры, полимерного связующего и параметров технологического процесса (контактного давления формования, технологического натяжения стеклоарматуры и температуры формования.
Экспериментально установлено, что определяющим технологическим параметром упругого формования является контактное давление.
Температура формования должна подбираться таким образом, чтобы была обеспечена оптимальная технологическая вязкость связующего. Однако при повышенной вязкости ухудшается качество пропитки арматуры или наполнителя, в результате чего уменьшается плотность и механические свойства готовых стеклопластиков. При вязкости меньше оптимальной происходит отжим связующего из структуры материала при формовании изделий на выступающих поверхностях и ребрах, что приводит к неоднородности механических характеристик изделий и снижению их герметичности. Обычно оптимальная температура формования подбирается опытным путем в зависимости от конструктивных особенностей изделия, типа арматуры, связующего, оборудования и т.п. с учетом конкретной производственной обстановки.
Метод вакуумного формования
Вакуумное формование применяется обычно в опытном и мелкосерийном производстве и состоит из трех технологических операций: 1) получение заготовки; 2) упругое обжатие этой заготовки с помощью резинового мешка под вакуумом; 3) отверждение.
Давление, создаваемое при вакуумном формовании, составляет 0,5-0,8 кГ/см2. Технологически операция вакуумного формования выполняется в следующем порядке (рис. 5). На форму позитивного или негативного типа, поверхности которой покрыты разделительным слоем смазки или пленки, наносится декоративный слой полимерного связующего. Затем после некоторой выдержки наносится второй слой связующего, и поверх него выкладывается в соответствии с заданной схемой армирования арматура.
При изготовлении крупногабаритных изделий для увеличения производительности и снижения трудоемкости формования в качестве арматуры применяют ткани, а в качестве наполнителя - маты. Нанесенный слой материала прикатывается формующим роликом для качественной пропитки и равномерной плотности структуры по всему сечению стенки готового изделия. Далее многократно повторяется нанесение слоя связующего и арматуры с прикаткой до получения заданной толщины стенки формуемого изделия, но не более 8-10 мм. Сверху на отформованную заготовку накладывается слой целлофана, что придает готовому изделию хороший внешний вид. На этом заканчивается первый технологический переход операции упругого вакуумного формования для предварительного получения заготовки изделия. Первый технологический переход целесообразно выделить как самостоятельную операцию предварительного формования. Это позволит вместо трудоемкого и вредного ручного контактного формования организовать высокопроизводительное и автоматизированное производство заготовок методами предварительного формования: обмоткой, центробежным способом, насасыванием, напылением и т.п.
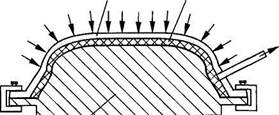
Рис. 5. Схема вакуумного формования:
1 - резиновая диафрагма; 2 - изделие; 3 - форма
Вторым технологическим переходом является вакуумная опрессовка изделия. Для этого полученная заготовка покрывается дренажным слоем прорезиненной стеклоткани, а затем резиновым чехлом, который герметизируется по краям и подсоединяется к шлангу вакуум-насоса. Сборка помещается в термокамеру, после чего под чехлом создается вакуум. Величина вакуума определяется типом связующего, термическими режимами отверждения и, главное, конструктивными формами изделия. Чем больше вакуум, тем при прочих равных условиях плотнее получается структура материала, выше его прочность и герметичность. Однако величина вакуума ограничивается возможностями вакуум-установок. С уменьшением используемого вакуума увеличивается срок службы вакуумных насосов. Обычно величина вакуума, создаваемого под чехлом, должна быть не менее 160 мм рт. ст.
Третий технологический переход - отверждение отформованного изделия. Термический режим отверждения под вакуумом зависит от марки используемого связующего и в каждом отдельном случае устанавливается соответствующим регламентом технологического процесса.
Достоинством вакуумного формования является его технологическая простота, несложность оснастки и оборудования. Однако недостаточная плотность и сравнительно невысокая механическая прочность пластиков, получаемых при вакуумном формовании, не позволяют использовать его для изготовления крупногабаритных деталей с толщиной стенок более 8-10 мм. Точность геометрических размеров готовых изделий определяется точностью соответствующих размеров технологической оснастки, ее жесткостью и температурными деформациями.






