Информация, изучаемая в этой лекции, изложена в [1-4].
Объемная штамповка — вид обработки металлов давлением, при котором формообразование поковки осуществляется пластическим деформированием заготовки в специальном инструменте — штампе. Полости в верхней и нижней частях штампа называют ручьями штампа.
Течение металла в штампе ограничивается поверхностями полости штампа, и в конечный момент штамповки при смыкании они образуют единую замкнутую полость, соответствующую по конфигурации поковке.
Штамповка может производиться в горячем и холодном состоянии. Объемной штамповкой получают поковки разнообразной формы массой от нескольких граммов до 200 кг и более.
Штамповке подвергают чаще всего углеродистые или низколегированные стали, реже цветные металлы и сплавы.
Основными достоинствами ГОШ являются:
1. Высокая производительность — до сотен поковок в час.
2. Меньшие припуски и допуски, чем при ковке. Это приводит к упрощению механической обработки и снижению ее трудоемкости. У деталей, полученных ГОШ, часто обрабатываются только сопрягаемые поверхности.
3. Квалификация штамповщика может быть существенно меньшей, чем кузнеца.
4. Возможна полная механизация и автоматизация производства.
Вместе с тем следует знать, что для ГОШ требуются значительно большие усилия, чем при ковке однотипных деталей. Это связано с тем, что при штамповке течение металла затруднено трением о стенки ручья и тем, что деформации одновременно подвергаются большие объемы заготовки.
В зависимости от типа штампа различают штамповку в открытых, закрытых штампах и в штампах для выдавливания.
| 
|
| Рисунок 5.1 - Штамповка в открытых штампах:
а - начальная стадия; б - стадия образования заусенца; в - конечная стадия штамповки; 1 - 2 - нижняя и верхняя половины штампа; 3 - исходная заготовка; 4 - заусенец; 5 - заусеничная канавка
| Рисунок 5.2 - Штамповка в закрытых штампах: 1, 2 - верхняя и нижняя части штампа
|
Штамповка в открытых штампах характеризуется тем, что зазор между верхней и нижней частями штампа является переменным и уменьшается в процессе деформирования металла (рис. 5.1). В зазор вытекает излишек металла, который образует заусенец. Последний является нежелательным отходом, однако он необходим для обеспечения полного заполнения ручья штампа. Штамповка в открытых штампах является высокопроизводительным простым процессом, и с ее помощью получают поковки всех.
Штамповка в закрытых штампах отличается тем, что небольшой зазор между верхней и нижней частями штампа обеспечивает лишь их взаимную подвижность и в процессе деформирования металла остается постоянным (рис. 5.2). Отсутствие заусенцев в закрытых штампах сокращает расход металла, исключает необходимость в обрезке заусенца. Однако этот тип штампов применяется для сравнительно простых деталей, в основном тел вращения, и требует использования точных заготовок из калиброванного проката или предварительно обработанных. Устройство таких штампов зависит от типа штамповочного оборудования и сложности внешней формы поковки. Так, при штамповке на штамповочных молотах у нижней половины штампа (неподвижная) делают выступ, а у верхней полость (рис. 5.2, б), при штамповке на прессах – наоборот.
Выбор штампа (открытый, закрытый или для выдавливания) определяется: во-первых - конфигурацией и сложностью детали, во-вторых - ее массой и материалом, в-третьих - типом производства. Следует учитывать также и существенные различия в макроструктуре материала поковок, полученных в различных штампах. Макроструктура материала детали определяет ее прочность и долговечность, поэтому указанное обстоятельство должно учитываться при выборе технологического процесса получения штампованной заготовки.
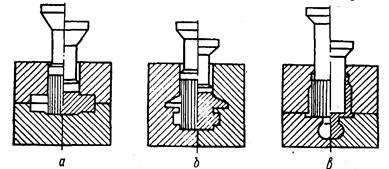
При штамповке в штампах для выдавливания (рис. 5.3) расход металла на изготовление поковок снижается (до 30 %), поковки получаются точные, максимально приближающиеся по форме и размерам к готовым деталям, производительность труда при механической обработке увеличивается в 1,5...2,0 раза. Поковки имеют высокое качество поверхности, плотную микроструктуру. Точность размеров достигает 12-го квалитета. Однако требуются тщательная подготовка исходных заготовок под штамповку, высокая точность изготовления и наладки штампов, использование специальных смазок. Этим способом получают заготовки из углеродистых и легированных сталей, алюминиевых, медных и титановых сплавов. Широкое применение сдерживается высокими удельными усилиями деформирования, большими энергозатратами и низкой стойкостью штампов.
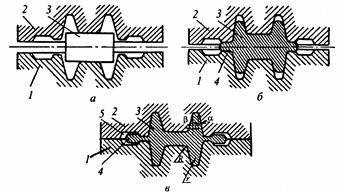
При штамповке выдавливанием в разъемных матрицах последняя имеет одну или несколько плоскостей разъема, по которым ее части прилегают друг к другу (рис. 5.4). Общей особенностью штампуемых заготовок является то, что они состоят из двух частей: центральной в виде сплошного или полого цилиндра, призмы и периферийной в виде фланцев, отростков, выступов, ребер и пр. К преимуществам штамповки в разъемных матрицах по сравнению с открытыми штампами относятся: отсутствие заусенца; возможность получения поковок без штамповочных уклонов или с незначительными уклонами (до 1...30); максимальное приближение формы поковки к форме готовой детали за счет формирования внутренних полостей; возможность получения поковок с более высокой точностью размеров за счет постоянства усилия деформирования.
Однако штамповка в разъемных матрицах требует более сложных и дорогостоящих оборудования и технологической оснастки, нескольких штамповочных переходов с промежуточными нагревами в связи с более интенсивным охлаждением заготовки в штампе, повышенного усилия деформирования.

| 
|
| Рисунок 5.3 - Схемы штамповки в штампах для прямого (а) и обратного (б) выдавливания: 1 — пуансон; 2- матрица; 3 — поковка; 4 — выталкиватель
| Рисунок 5.4 - Схемы штамповки выдавливанием в разъемных матрицах: поперечный (а), продольный (б) и смешанный (в) разъем
|
По сравнению с ковкой горячая объемная штамповка имеет следующие преимущества:
- возможность изготовления поковок более сложной формы с высоким качеством поверхности (параметр шероховатости Ra=12,5…3,2 мкм, после холодной калибровки Rа==1,6...0,4 мкм); меньше допуски на размеры (при точной штамповке такие же, как и при обработке резанием);
- снижение припусков в 2...3 раза, получение некоторых поверхностей, не требующих обработки резанием; повышение производительности труда (десятки и сотни поковок в час).
К недостаткам ее относятся:
- ограничения по массе получаемых поковок;
- дополнительный отход металла в заусенец, достигающий 10...30 % от массы поковки;
- более высокие усилия деформирования;
- инструмент (штамп) значительно сложнее и дороже, чем универсальный инструмент для ковки.
Перспективно применение штамповки жидкого металла и штамповки выдавливанием в разъемных матрицах.
Штамповка жидкого металла занимает промежуточное положение между обычной штамповкой и литьем под давлением. Этим способом получают тонкостенные заготовки, различные по сложности и по массе (до 10 кг), с высокой плотностью металла и повышенными механическими.свойствами: заготовки зубчатых колес, фланцы, корпусный детали и крышки, пресс-формы для переработки пластмасс, барабаны и т. п.
В качестве показателя, учитывающего в обобщенном виде сумму конструктивных параметров (ГОСТ 7505–89), принят исходный индекс.
К конструктивным параметрам поковок также относятся класс точности, группа стали, степень сложности, конфигурация поверхности разъема штампа ().
Определение исходного индекса начинают с вычисления массы поковки. Расчетная масса поковки определяется исходя из ее номинальных размеров. Ориентировочную величину расчетной массы поковки Gп допускается вычислять по формуле
Gп = Мдет×Kр,
где Gп - расчетная масса поковки, кг; Мдет - масса детали, кг; Kр - расчетный коэффициент учитывающий отход металла в стружку при механической обработке поковки (для деталей типа «круглый диск» Кр = 1,5-1,8, типа вал- Кр =1,3-1,6, деталей с большим количеством необрабатываемых поверхностей Кр =1,1-1,3, полых валов, блоков шестерен Кр =1,8-2,2).
Стандарт устанавливает пять классов точности: Т1 - Т5, три группы сталей: М1 - М3, четыре степени сложности: С1 - С4, три вида конфигурации поверхности разъема штампов: плоскую (П), симметрично изогнутую (Ис), несимметрично изогнутую (Ин).
Класс точности поковки зависит от используемого оборудования, технологического процесса и определяется следующим образом (табл.5.1).
Стали с массовой долей углерода до 0,35 % включительно и суммарной массовой долей легирующих элементов до 2 % включительно отнесены к первой группе - М1. Ко второй группе - М2 отнесены стали с массовой долей углерода свыше 0,35 % до 0,65 % включительно или суммарной массовой долей легирующих элементов свыше 2 % до 5,0 % включительно. К третьей группе - М3 отнесены стали с массовой долей углерода свыше 0,65 % или суммарной массовой долей легирующих элементов свыше 5 %.
Степень сложности является одной из конструктивных характеристик формы поковок, качественно оценивающих ее, и используется при назначении припусков и допусков.
Критерием классификации поковок по степени сложности является отношение массы (объема) Gп поковки к массе (объему) Gф геометрической фигуры, в которую вписывается форма поковки.
Таблица 5.1 – Классы точности штамповок
| Оборудование
| Класс точности
|
| Кривошипные горячештамповочные прессы:
|
|
| - открытая (облойная) штамповка;
| Т2, Т3
|
| - закрытая штамповка;
| Т4, Т5
|
| - выдавливание;
| Т3, Т4
|
| Горизонтально‑ковочные машины
| Т4, Т5
|
| Прессы гидравлические, винтовые
| Т4, Т5
|
| Горячештамповочные автоматы
| Т2, Т3
|
| Штамповочные молоты
| Т4, Т5
|
| Калибровка объемная (горячая или холодная)
| Т1, Т2
|
| Прецизионная штамповка
| Т1
|
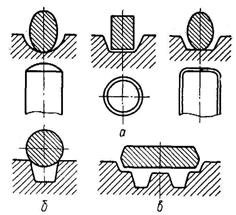
В качестве такой геометрической фигуры стандарт рекомендует использовать шар, параллелепипед, цилиндр с перпендикулярными к его оси торцами или прямую правильную призму (рис. 3.5).
При вычислении отношения Gп/Gф принимают ту из геометрических фигур, масса (объем) которой наименьшая. При определении размеров, описывающих поковку геометрической фигуры, допускается исходить из увеличений в 1,05 раза габаритных линейных размеров детали, определяющих положение ее обработанных частей.
Степеням сложности поковок соответствуют следующие численные значения отношения Gп/Gф:
С >0,63 С1;
0,63≥ С2 >0,32 С2;
0,32≥ С3 > 0,16 С3;
0,16 >С4 С4.
От степени точности зависит число технологических переходов необходимых для получения готовой заготовки. Заготовки сложности С1 получаются за 2 перехода, С2 – за три, С4 – за четыре, С4- за 5 и более.

Рисунок 5.4 - Геометрические фигуры для определения сложности поковок
Исходный индекс (Исх.инд.) для последующего назначения припусков и допусков поковки определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки по номограмме (рис. 5.5) (ГОСТ7505-89) и проверить его можно по формуле:
Исх.инд.= Ст+(М-1)+(С-1)+(Т-1)×2,
где Ст -номер строки расчетной массы поковки Gп по номограмме; М - группа стали; С - степень сложности; Т - класс точности.
Например: при расчетной массе поковки Gп = 3,1 кг, группе стали - М2, степени сложности - С4 и тлассе точности - Т3 по номограмме (рис 5.5)(выделено пунктиром) получаем исходный индекс Исх.инд.=12.
Проверяем по формуле Gп = 3,1 кг - Ст=4 (от 1,8 до 3,2 кг), М2 – М=2, С4 - С=4, Т3 - Т=3.
Исх.инд.=4 +(2-1)+(4-1)+(3-1)×2= 4+1+3+4=12.
Исходной информацией для проектирования поковки являются:
- чертеж детали с указанными на нем размерами, предельными отклонениями размеров, шероховатостью поверхностей и маркой материала;
- программа выпуска деталей и серийность производства;
- условия эксплуатации детали;
- основные сведения о технологии обработки поковки после штамповки.
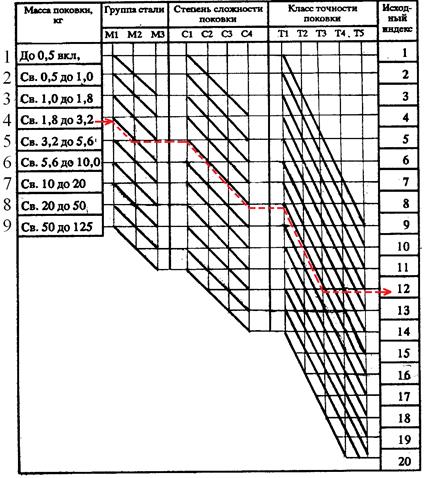
Рисунок 5.5 – Номограмма для определения исходного индекса
В начале проектирования определяют способ штамповки, который может существенно повлиять на конструкцию, размеры и точность поковки, особенно если она штампуется на горизонтально-ковочных машинах или гидравлических прессах. Способ штамповки выбирается, исходя из конструктивных размеров и формы готовой детали, технических условий на ее изготовление, характера течения металла в штампе, типа производства, а также из возможностей различных способов штамповки (на молотах, кривошипных горячештамповочных или гидравлических прессах» на горизонтально-ковочных машинах и др.).
Затем выбирают положение поверхности разъема штампа. При этом прежде всего предусматривают возможность свободного выхода поковки из полости штампа. Для этого площадь любого сечения поковки выше и ниже поверхности разъема штампа должна уменьшаться по мере удаления от этой поверхности за счет соответствующих естественных откосов или штамповочных уклонов. Например, для шара поверхность разъема может проходить через диаметральное сечение фигуры 1-1 (рис. 5.6, а). Смещение поверхности разъема в положении 2-2 (рис. 5.6,б) приводит к напускам и потере металла, искажению формы поковки. Для куба возможны три положения поверхности разъема штампов (рис. 5.6, в): плоскость 1 требует напусков от штамповочных уклонов по четырем боковым граням; тоже и плоскость 2, хотя потери металла в напуски здесь меньше; плоскость 3 создает в каждой части штампа, естественные откосы по двум плоскостям.
Для длинных цилиндров целесообразнее применять разъем по плоскости 3 (поперечная штамповка, рис. 5.6, д), так как напуски от штамповочных уклонов здесь будут только у торцов. Для коротких цилиндров применяют плоскость 2 (продольная штамповка, рис. 5.6, г). Для усеченного конуса используют вариант 1, если угол конуса а достаточен для извлечения поковки из ручья без приложения значительных усилий (рис. 5.6, е). Поковки большой длины обычно штампуют по варианту 2 с напусками от штамповочных уклонов на торцах.

Рисунок 5.6 - Возможные положения поверхностей разъема штампов для простых геометрических фигур

|
| 
|
| Рисунок 5.7 - Влияние поверхности разъема штампа на форму поковок
|
| Рисунок 5.8 - Штамповка осаживанием (а) и вдавливанием (б и в)
|
В большинстве случаев разъем устанавливают в плоскости наибольших габаритных размеров поковки. В этом случае полости штампов получают неглубокими, облегчается их заполнение, уменьшаются напуски, но увеличивается периметр и объем заусенца (рис. 5.7, б, г). Если другое положение дает существенное уменьшение массы поковки за счет наметки отверстия (рис. 5.7, а) или отходов за счет уменьшения периметра поковки (рис. 5.7, в), допускается располагать разъем и в плоскости меньших габаритных размеров. При этом желательно использовать естественные уклоны.
Для поковок шестерен при любых соотношениях размеров предпочтительнее продольная штамповка, так как макроструктура поковки получается одинаковой у всех зубьев шестерни, что обеспечивает высокую и равную их прочность. При поперечной штамповке часть зубьев шестерни ослаблена из-за невыгодного расположения в них волокна.
По возможности поверхность разъема должна проходить по оси симметрии детали, с тем чтобы в обеих половинах штампа располагался примерно одинаковый объем металла (рис. 5.7 б,г). Трудно заполняемые элементы штампа, формирующие тонкие высокие ребра, бобышки и т.п.. должны располагаться в верхней половине.
На боковых поверхностях штамповки не должно быть поднутрений. Заполнение ручья штампа осаживанием в нем металла (ручей шире заготовки, рис. 5.8, а) происходит легче, чем вдавливанием (ручей уже заготовки, рис. 5.8, б, в).
Линия пересечения поверхности разъема с поковкой должна проходить по телу поковки (рис. 5.9, а). В этом случае уже небольшое смещение одной из половин штампа легко обнаружить. Если разъем проходит по торцевой поверхности, смещение заметить трудно (рис. 5.9, б). Если деталь имеет бобышку с одной стороны, поковку можно расположить в одной половине штампа (рис. 5.9,б, г).

Рисунок 5.9 - Положение поверхности разъема:
а - правильное; б - неправильное; в, г - смещенное для поковок с односторонней бобышкой;
1 - смещение половины штампа; 2 -поверхность разъема
Желательно, чтобы поверхность разъема штампа была плоской (рис. 5.10, а), что обеспечить относительно простое изготовление штампов и хорошие условия обрезки заусенца. Ломаная линия разъема (рис. 5.10, б) снижает расход металла за счет уменьшения высоты уклонов, но усложняет изготовление штампов.

|
| 
|
| Рисунок 5.10 - Разъем штампов для длинноосных поковок: I - I - прямая и II-II - ломаная линия разъема штампа
|
| Рисунок 5.11 - Деталь с плоской (а) и ступенчатой (б) поверхностью разъема
|
Для поковки с бобышками, развитыми в одну сторону по отношению к плоскости разъема, прямая линия разъема (рис. 5.10, а) приводит к повышенному расходу металла и плохому заполнению углов К. глубоких полостей штампа. При ломаной поверхности разъема штампа (рис. 5.10, г) углы К. расположены в менее глубоких полостях штампов, что улучшает условия их заполнения. При штамповке удлиненной поковки простой формы и небольшой толщины целесообразно использовать разъем штампа по плоской части поковки (рис. 5.10, д, е).
В некоторых случаях ломаная поверхность разъема (рис. 5.11) позволяет избежать напусков и дает возможность уменьшить объём обработки резанием к расход металла.
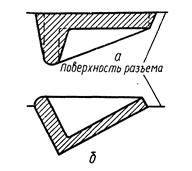
Иногда положение поверхности разъема штампов и соответственно форма поковки определяются заданной макроструктурой. Например, если деталь (рис. 5.25) работает на срез по линии а-а, то волокно должно быть перпендикулярно линии среза. Положение поверхности разъема II - II в данном случае не является удовлетворительным. Поэтому, несмотря на недостатки, следует выбрать разъем I-I. Лучшими эксплуатационными свойствами обладает поковка, штампуемая без облоя, т. к. отсутствуют перерезанные при удалении облоя волокна.

Рисунок 5.12 Выбор положения разъема штампа по условию работы детали
Далее устанавливают массу и характерные показатели поковки. На этапе конструирования масса поковки определяется ориентировочно. С этой целью определяют массу готовой детали взвешиванием или расчетом по чертежу детали и затем увеличивают ее на 20...80 %. Точность изготовления, степень сложности, группу стали, конфигурацию поверхности разъема для проектируемой заготовки устанавливают в порядке, указанном выше. После этого назначают напуски, припуски и допуски.
Напуски назначают на полости, впадины, выемки, которые невозможно получить штамповкой из-за неблагоприятного положения их относительно поверхности разъема штампа, малых размеров и т. п. К напускам также относятся штамповочные уклоны, внутренние радиусы закруглений, перемычки отверстий, дополняющие припуски.
Основные припуски на механическую обработку поковок находят в зависимости от исходного индекса, линейных размеров и шероховатости поверхности детали по ГОСТ 7505-89. Если заготовка подвергается пламенному нагреву или проходит дополнительные технологические операции (двойная термическая обработка, сварка, калибровка и т. п.), допускается по согласованию с потребителем увеличить припуск на сторону на 0,5...0,1 мм.
Допуски и допускаемые отклонения линейных размеров поковок назначают зависимости от исходного индекса и размера поковки по ГОСТ 7505-89. Допускаемые отклонения внутренних размеров устанавливаются с обратными знаками. Допуск размеров, не указанный на чертеже поковки, принимается равным 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями.
Далее назначаются штамповочные уклоны. Они должны устанавливаться на поверхностях, располагающихся параллельно движению бабы молота или ползуна пресса. Уклоны служат для облегчения заполнения полости штампа и удаления из нее поковки.
Штамповочные уклоны делятся на внешние a (рис. 5.13, а), относящиеся к поверхностям, по которым между поковкой и стенкой штампа образуются зазоры вследствие тепловой усадки при остывании штамповки и внутренние b относящиеся к поверхностям, которые при остывании поковки оказываются плотно посаженными на выступы штампа. При сложной конфигурации поковки один и тот же уклон может неоднократно переходить из наружного во внутренний и обратно. На поковках, имеющих форму тел вращения, с целью экономии металла делают двойные уклоны: входной g и основной a (рис. 5.13,б).

Рисунок 5.13 - Штамповочные уклоны (а- обычные; б- двойные;
a -наружные; b- внутренний; g- выходной
Штамповочные уклоны зависят от формы и размеров полости штампа в плане, ее глубины, материала поковки, способа штамповки, наличия выталкивателей и т. п. Рекомендуемые значения уклонов приведены в табл. 5.10. Меньшие значения принимают при. малом отношении глубины к ширине полости штампа. После назначения штамповочные уклоны корректируют таким образом, чтобы линия разъема в верхнем и нижнем штампах была одинаковой (рис. 5.14). После этого на все пересечения поверхностей поковки назначают радиусы закруглений, которые уменьшают концентрацию напряжения в углах ручьев штампа, улучшают заполнение полости штампа и уменьшают износ острых углов и кромок штампов.
Различают два вида радиусов закругления штампов: внутренние rвн и наружные, или внешние, rн (рис. 5.15, б). У поковок буквенные обозначения радиусов расположены в обратном порядке (рис. 5.15, а). Радиусы закруглений должны иметь достаточную величину. Наружный радиус Rн у поковок трудно выполнить небольшим: металл затекает в угол штампа с малым радиусом в последнюю очередь. Чем больше глубина полости штампа, заполняемой выдавливанием, тем труднее получить малый радиус закругления у поковки. Занижение внутренних радиусов поковок rвн ведет к образованию «зажимов» в теле поковок. На рис. 5.16 схематически показана последовательность деформирования штампуемой поковки при заниженных и достаточных радиусах закруглений.
| Таблица 5.2 - Штамповочные уклоны
|
| Штамповочное оборудование
| Штамповочные уклоны, °
|
| наружные
| внутренние
|
| Кровошипные горячештампопочные прессы
| 1...7
| 3...10
|
| -с выталкивателем
| 3...5
| 5...7
|
| Прессы без выталкивателя
| 5...7
| 2...4
|
| Гидравлические прессы
| 1...2
| 7...10
|
| Горизонтально-ковочные машины:
-поверхности, выполняемые пуансоном
| 0,25...1
| 0.25...3
|
| -поверхности, выполняемые матрицей
| 0,5...5
| 1...7
|
Согласно ГОСТ 7505—89 радиусы закруглений внешних углов поковок выбирают по табл. 5.3 в зависимости от массы поковки и глубины полости ручья штампа. Внутренние радиусы примерно в 3 раза больше соответствующих наружных. Достаточно, чтобы значения этих радиусов были на 0,5...1 мм больше припуска на механическую обработку поковки. Если для обрабатываемых кромок рекомендуемый радиус окажется меньше суммы значений наружного радиуса закругления (или фаски) на обработанной детали и назначенного припуска, то полезно радиус увеличить до указанной суммы.

|
| 
|
| Рисунок 5.14 - Корректировка угла штамповочного уклона при несимметричном относительно поковки расположении поверхности разъема
|
| Рисунок 5.15 - Наружные и внутренние радиусы закруглений поковки (а) и штампа (б)
|
Таблица 5.3 - Наименьшие радиусы закруглений внешних углов поковок, мм
| Масса поковки (свыше...до), кг
| Наименьшие радиусы сопряжения
при глубине полости штампа (свыше...до), мм
|
| до 10
| 10...25
| 25...50
| Свыше 50
|
| До 1,0
| 1,0
| 1,6
| 2,0
| 3.0
|
| 1,0...6,0
| 1,6
| 2,0
| 2,5
| 3,5
|
| 6,0...16,0
| 2,0
| 2,5
| 3.0
| 4,0
|
| 16,0...40,0
| 2,5
| 3,0
| 4,0
| 5,0
|
| 40,0...100,0
| 3,0
| 4,0
| 5,0
| 7,0
|
| Свыше 100,0
| 4,0
| 5,0
| 6,0
| 8,0
|
| | | | | | |
Наружные радиусы закругления у необрабатываемых поверхностен обычно увеличивают. Для облегчения заполнения трудно выполнимых ребер и бобышек рекомендуются максимальные радиусы на их вершине, чтобы 'на последней оставался небольшой плоский участок или получалось полное закругление вершины одним радиусом.

|
| 
|
| Рисунок 5.16 - Схема течения металла при деформировании штампуемой поковки:
а - радиусы закруглений занижены - образование складки на поковке; б - радиусы закруглений достаточны
|
|
Рисунок 5.17 - Типы поковок с наметками
|
Для упрощения изготовления ручьев штампов значения принятых радиусов закруглений рекомендуется унифицировать в каждой поковке, назначая неодинаковые радиусы только в тех случаях, когда это упрощает изготовление штампа.
При наличии в детали полости или отверстия проектируют наметку отверстия (рис. 5.17, а, б, в).
В случаях, когда получить сквозное отверстие при штамповке невозможно, применяют наметку отверстия с перемычкой малой толщины. При штамповке таких поковок и наиболее тяжелых условиях работают выступы штампов, называемые знаками. Вследствие их малой стойкости полости диаметром менее 30 мм при горячей штамповке не выполняют. При штамповке поковок большой высоты ограничиваются получением лишь глухих наметок (рис. 5.17, б) без последующей просечки отверстий. Наметки можно получить с двух сторон поковки. Выполнение сквозных отверстий в поковках обязательно, если диаметр отверстий больше или равен высоте поковок. Возможны различные варианты расположения поверхности разъема штампа и образующейся перемычки (рис. 5.17, в, г, д, е, ж, з). Последняя легко удаляется в просечном штампе при обрезке заусенца.
В зависимости от формы и размеров штампуемого отверстия различают наметки с плоской перемычкой, с раскосом, с магазином, с карманом и глухие (рис. 5.18).
Плоскую перемычку (рис. 5.18, а) получают в небольших отверстиях с диаметром основания
dосн.min = 24 + 0,0625Dп,
где Dп - наибольший диаметр поковки, мм.
Наметка верхним знаком делается глубиной h£dосн, а нижним - глубиной h<0,8dосн Чтобы сохранить стойкость инструмента и не.допустить излишнего расхода металла, наметка должна иметь толщину
 .
.

Рисунок 5.18 - Перемычки в наметках отверстий: а - плоская; б - с раскосом;
в - с магазином; г. - карманом; д - глухая наметка
При h/dотв<0,4 вместо плоских наметок рекомендуется применять наметки с раскосом (рис. 5.18,6), при этом толщина перемычки smin=0,655s, smax=1,355s, где s определяют по формуле приведенной выше.
Наметка с магазином (рис. 5.18, в) применяется для отверстий с dотв>55 мм при наличии предварительного ручья, формирующего наметку с раскосом. В этом случае можно получить меньшую толщину перемычки в месте среза hо.
Для низких поковок h/dотв<0,07 после штамповки в предварительном ручье с плоской наметкой для снижения усилия и повышения стойкости знаков окончательного ручья рекомендуются наметки с карманом (рис. 5.18, г). При этом толщина перемычки

Если глубина намечаемого отверстия h >1,7 dосн или после назначения радиуса закругления не остается плоского участка, то ограничиваются глухой наметкой (рис. 5.18, д). Радиус закругления глухой наметки
r=dосн/2tg(45°-a/2),
где a - внутренний угол, град.
Для двухсторонней наметки рекомендуется смещать поверхность внутреннего разъема, а с ним н перемычку по отношению к поверхности внешнего разъема (рис. 5.19), что значительно облегчает центрированные поковки в окончательном ручье.
В случае необходимости выбирают размеры ребер и расстояния между ними. К основным размерам поковок с ребрами (рис. 5.20) относятся радиусы сопряжении R, радиусы закруглений R1 высота ребра Н, толщина ребра, равная 2R1, углы наклона полотна g. Максимальное расстояние а между ребрами для всех марок материалов зависит от высоты ребра: при высоте ребра h£16 мм а=(30...35)s; при h<35,5 мм а=(25...30)s; при h<71 мм а=(20…25)s, где s - толщина полотна. При расстоянии между ребрами до 125 мм угол g принимают равным 2°, при а>125 мм—от 0 до 1° 30'.
 Рисунок 5.19 - Рекомендуемый (а), возможный (б) и нежелательный (в) варианты размещения перемычки в наметке отверстия
Рисунок 5.19 - Рекомендуемый (а), возможный (б) и нежелательный (в) варианты размещения перемычки в наметке отверстия
|
|  Рисунок 5.20 - Сечение штампованной детали
Рисунок 5.20 - Сечение штампованной детали
|








