Сварное соединение – это совокупность деталей, соединенных сварным швом. При сварке плавлением сварочный шов представляет собой литой металл, а при пластической сварке является зоной срастания кристаллов соединяемых частей.
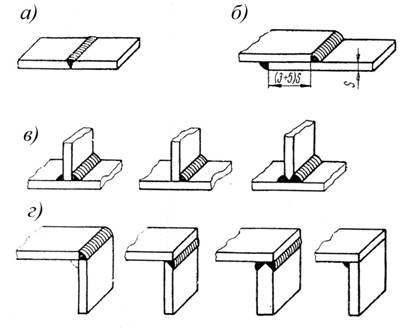
Рис. 1 Виды сварных соединений
В сварочном производстве наиболее распространены следующие типы сварных соединений:
а) стыковые. Детали свариваются торцевыми поверхностями. Характер подготовки кромок зависит от толщины свариваемого металла и метода сварки.
Это наиболее распатроненный, простой и надежный вид сварного соединения.
б) При соединении внахлестку свариваемые элементы накладывают друг на друга с перекрытием, равным 3–5 толщинам (S) соединяемых листов. Не требуют точной обработки кромок и проще при сборке, чем стыковые, но менее прочны (особенно при вибрационных знакопеременных нагрузках) и менее экономичны (перекрытие элементов ведет к дополнительному расходу металла). Не рекомендуется применять при толщине листов свыше 10–12 мм.
в) Тавровые: получают приваркой одной детали к другой под углом 90 º. По форме подготовки кромок различают соединение без сноса кромок, с одним и двумя сносами одной кромки.
г) Угловые соединения. Сварные швы классифицируются по следующим признакам:
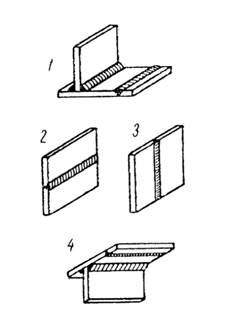
Рис. 2 Классификация сварных швов
а) по расположению в пространстве:
- на нижние 1, горизонтальные 2, вертикальные 3 и потолочные 4.
Наиболее благоприятное расположение шва – нижнее, т. к. в этом случае жидкий металл легко заполняет ванну шва. Труднее всего выполнять потолочный шов. Пытаются все швы перевести в нижнее положение. Конструкцию вращают или кантуют. Например, грузовые вагоны.
Угловые швы в нижнем положении лучше выполнять в положении "лодочка".
За счет чего производится сварка потолочных швов:
- ванночка жидкого металла не выливается за счет поверхностного натяжения жидкого металла, поэтому ванночка маленькая, дуга короткая.
Швы в нижнем положении требуют наименьшей квалификации сварщика; наибольшей в потолочном положении; горизонтальные и вертикальные – промежуточные по квалификации. Если взять производительность сварки швов в нижнем положении за 100 %
- горизонтальные и вертикальные – 70 %
- потолочные – 50 %
Производительность сварки определяется качеством металла, наплавляемого в течение определенного времени.
б) по протяженности: на сплошные и прерывистые
Способы сварки
1. Холодная сварка.
Заготовки соединяют путем совместной пластической деформации соединяемых поверхностей. Можно сваривать стыковые и нахлестные швы.
Детали сжимают при σ ≥ σт. Рекомендуется для пластических материалов: медь, алюминий в электромеханической промышленности.
2. Сварка взрывом.
Соединение нахлесточное. Детали могут быть больших размеров. Взрыв характеризуется большой скоростью и большим усилием. За счет энергии взрываемого вещества верхняя пластина вдавливается в нижнюю. Продолжительность сварки взрывом не превышает несколько микросекунд. Может быть использована для изготовления биметалла, для планирования поверхностей деталей конструкционных сталей металла с особыми свойствами: лист углеродистой стали + лист титана, нержавеющей стали.
3. Сварка трением.
Соединение стыковое. Две детали, одна зажимается неподвижно, вторая прижимается к первой и приводится во вращение. Происходит нагрев, металл становится мягким и пластичным и затем прижимается. Нагретый металл деформируется с образованием "воротничка". Свариваются тела вращении: кружки, трубы. Этим способом можно приваривать хвостовики к сверлам, разверткам, метчикам (экономия материала).
4. Печная (кузнечно-горновая) сварка.
При кузнечной сварке металл нагревается до состояния пластичности, а затем проковывается в местах соединения. Этим достигается плотное прилегание соединяемых кусков, образуется сварное соединение. Применяется в ремонтных мастерских.






