 3.9.1. Числовая система программного управления
3.9.1. Числовая система программного управления
Автоматизация технологического процесса механической обработки имеет место в условиях крупносерийного и массового производства, где применяются станки-автоматы, заменившие универсальные и специализированные станки. Автоматы управляются при помощи механических устройств, которые в условиях мелкосерийного и единичного производств нерентабельны ввиду их сложной переналадки. Возникла необходимость в средствах автоматизации, которые позволяли бы производить частую переналадку станков при обработке деталей малых партий или отдельных деталей. Эта задача решается применением станков с электронными системами управления, которые называют станками с программным управлением (металлорежущими станками с ЧПУ).
Основным преимуществом таких станков является возможность их переналадки при переходе на обработку новой детали в весьма короткое время, при централизованной подготовке технологических программ. Программа позволяет проектировать системы дистанционного управления станками и создавать при этом легкопереналаживаемые автоматические линии и участки комплексной обработки деталей. Если программа автоматического действия станка не имеет непосредственной связи с его структурой, кинематикой и конструкцией, или выражена в абстрактной форме при помощи кода (под которым понимается система символов, обусловливающая определенные действия, выраженные в виде цифр, букв, их комбинаций и т.д.), то такая система является принципиально отличной от применяемой на станках-автоматах и обладает большими потенциальными возможностями и эксплуатационными удобствами.
В качестве программоносителей служат перфокарты, перфоленты, магнитные ленты, магнитные диски, а также штырьковые барабаны или панели, магазины переключателей и др. В обобщенном виде система программного управления представлена блок-схемой на рис.63. Она имеет следующие элементы.

Рис.63. Блок-схема ПУ
1. ВП – ввод программы. Назначение элемента – считывать с программоносителя закодированные управляющие сигналы в виде электрических, магнитных, световых или других физических воздействий. Он включает в себя считывающее и транспортирующее программоноситель устройства, которые в зависимости от принятого метода записи программы различают по способу считывания: контактные и бесконтактные, непрерывные и периодического действия, последовательные и параллельные.
2. БУ – блок управления. Его назначение – преобразовывать соответствующие физические воздействия в электрические командные импульсы или потенциалы. Он также выполняет функции сопоставления задания с информацией датчика перемещений, расшифровывает введенную информацию и др. Элемент БУявляется обобщающим понятием различных устройств программного управления: дешифратора, интерполятора, счетчика и др. в зависимости от принятой схемы реализации командных воздействий. Эти устройства предназначены для переработки управляющей информации и выполнения отдельных функций автоматического управления на основе использования электронных приборов.
3. У – усилитель. В случае необходимости он поднимает полученный электрический потенциал до необходимого уровня, обеспечивающего надежное управляющее воздействие.
4. ИО – исполнительный орган. Реализует командные импульсы путем подключения рабочего органа станка к источнику движения или выполнения других функций автоматического управления. Элемент ИОобобщает различные сервомеханизмы, которыми обычно в станках являются контакторы, электромагниты, электромагнитные муфты, шаговые двигатели, золотники и т.д.
5. РО – рабочий орган. Фактически реализует командные воздействия, являясь целевым управляемым органом станка.
6. ДП – датчик перемещений. Его назначение – регистрировать фактическое перемещение рабочего органа станка. Наличие ДПопределяет замкнутую систему программного управления, в отличие от более простой, открытой системы программного управления, у которой отсутствует этот элемент. Он обобщает различные системы путевого контроля, применяемые в замкнутых системах ЧПУв качестве устройств обратной связи. В эти системы входят датчики, измеряющие величины фактического перемещения рабочего органа или положения управляемого объекта, и приборы формирования необходимого выходного сигнала.
Классификация и структура
Программное управление (ПУ) МРС – автоматическое управление режимом работы всех ее исполнительных механизмов, транспортных и прочих вспомогательных средств. Числовое программное управление – управление обработкой заготовки на станке по управляющей программе, в которой условия заданы в цифровой форме. Международное обозначение ЧПУ – Numerical control.
В зависимости от конструктивных и технологических признаков системы программного управления разделяют на: управление по детерминированной программе (копировальные системы программного управления), цикловое программное управление (ЦПУ), числовое программное управление (ЧПУ), централизованное управление от общей ЭВМ группой металлорежущих систем. Самыми простыми системами ПУ являются копировальные системы. В качестве программоносителей в них используются копиры, кулачки, упоры, которые являются элементами кинематической цепи станка. В системах ЦПУ программируется цикл работы станка, а рабочие перемещения задаются упрощенным способом, напримерс помощью упоров, кулачков или путевых переключателей. Система числового программного управления (СЧПУ) – это совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком.
По технологическим признакам в зависимости от назначения СЧПУ подразделяют на позиционные, контурные (прямоугольные и криволинейные), комбинированные (выполняют функции позиционных и контурных систем).
При позиционном числовом программном управлении перемещение рабочих органов станка происходит в заданные точки, причем траектории перемещения не задаются. При контурном числовом программном управлении перемещение рабочих органов станков происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки. Станки с позиционной СЧПУ в номере модели имеют индекс Ф2, токарные и фрезерные станки с контурной СЧПУ – дополнительный индекс Ф3, многоцелевые станки с комбинированной СЧПУ – индекс Ф4.
Международное обозначение устройств ЧПУ, имеющих память для хранения всей управляющей программы, – SNC (Speicher NC).
Программируемое устройство числового программного управления – это устройство, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства. Оно обозначается CNC (Computer numerical control).
Групповое числовое программное управление станками – числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределенных по запросам от станков. Оно обозначается DNC (Direct numerical control).
Существенным признаком СЧПУ является информационный, под которым понимается количество и структура потоков информации, связывающие источники информации и соответствующие элементы металлорежущей системы.
По информационному признаку СЧПУ разделяют на разомкнутые и замкнутые (рис.64). Разомкнутые имеют один источник информации, идущий от управляющей программы через устройства управления станка к исполнительным органам станка; такую структуру имеют все шаговые СЧПУ станками; замкнутые имеют, как минимум, два источника информации – один, идущий от управляющей программы к исполнительным органам, второй – от устройств обратной связи. К замкнутым системам относятся: СЧПУ по положению, перемещению, стабилизирующие размер статической настройки, самоподнастраивающие размер статической и динамической настроек, самоподнастраивающие параметры обрабатываемой заготовки, самоизменяющие управляющую программу обработки заготовки, адаптивные (рис.65). СЧПУ по положению – это системы ПУ с упорами (в широком смысле). СЧПУ по перемещению подразделяются на импульсные и аналоговые. К таким системам относится большинство существующих СЧПУ станками. СЧПУ по положению и перемещению применяются с устройствами обратной связи, которые основываются на косвенном методе контроля. В системах стабилизации размера статической настройки вносится поправка на погрешность статической настройки с обратным знаком в размер статической настройки размерной или кинематической цепи МРС. Внесение поправок в размер статической настройки представляет не что иное, как изменение глубины резания.
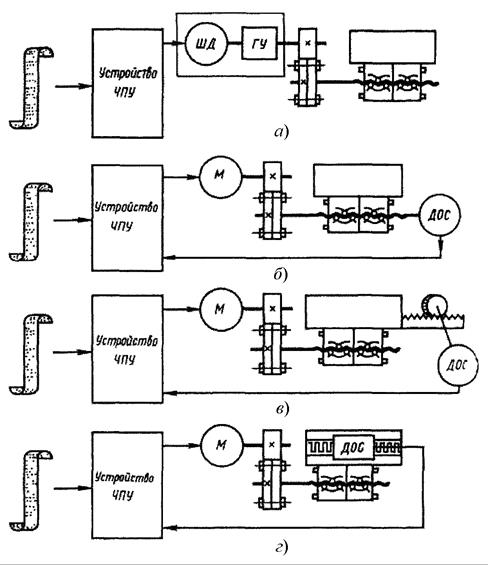
Рис.64. Структурные схемы приводов подач станков с ЧПУ:
а – разомкнутая; б – замкнутая с круговым ДОС на ходовом винте; в – замкнутая
с круговым ДОС и реечной передачей; г – замкнутая с линейным ДОС
Самоподнастраивающиеся СЧПУ, работающие по методу автоматического регулирования размера статической настройки МРС, позволяют поддерживать в пределах заданного значения расстояние между технологической базой заготовки, детали и режущими кромками инструмента.
Рис.65. Классификация СЧПУ по информационному признаку
Самоподнастраивающиеся СЧПУ, работающие по методу автоматического регулирования размера динамической настройки МРС, позволяют поддерживать в пределах заданных значений эквивалентную силу резания или ее отношения к жесткости элементов МРС.
Самоподнастраивающиеся СЧПУ по параметрам обрабатываемой заготовки в качестве источников информации используют устройства активного контроля в процессе обработки и непосредственно после обработки.
В основу создания СЧПУ с самоизменяющейся управляющей программой положен способ, заключающийся в использовании информации о погрешностях уже обработанных заготовок с целью создания более совершенной управляющей программы обработки.
Адаптивное числовое программное управление станками – это числовое программное управление, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям. Дополнительными признаками адаптивных систем ПУ является неопределенность, избыточность, логичность действий, прогнозирование и самообучение. Адаптивные системы бывают инвариантные, оптимальные, самонастраивающиеся, самоприспосабливающиеся.
В инвариантных СЧПУ управляющие воздействия, параметры и структура автоматически вырабатываются на основе информации о действительных параметрах заготовки, элементов МРС до процесса обработки, в процессе обработки или непосредственно после обработки с целью компенсации возмущающих воздействий. В оптимальной СЧПУ при изменении управляемых параметров процесса резания под действием возмущающих факторов обеспечивается экстремум выбранных критериев (производительность, себестоимость и т.д.). Самонастраивающиеся СЧПУ позволяют изменять управляющие воздействия, параметры и структуру в зависимости от реальных условий с целью обеспечения одного или нескольких заданных критериев качества обработки.
В самоприспосабливающихся СЧПУ изменяются управляющие воздействия, параметры и структура на основе поиска, в зависимости от реальных условий работы с целью обеспечения действительных экстремумов критериев качества процесса обработки.
Металлорежущую систему с ЧПУ условно можно разделить на три составляющие: управляющая программа, устройства ЧПУ и собственно станок. Блоки устройства ЧПУ и собственно станка представлены на рис.66, изображающем структурную схему контурной СЧПУ.
Рис.66. Структурная схема контурной СЧПУ
Программоноситель – это носитель данных, на котором записана управляющая программа. В качестве программоносителей применяют пятидорожковую и восьмидорожковую перфоленты, магнитные ленты, гибкие магнитные диски.
Считывающее устройство читает записанную на программоносителе управляющую программу, превращает ее в электрические сигналы и передает в блок ввода программ.
Блок ввода программ управляет работой считывающего устройства, принимает от него и расшифровывает очередной кадр управляющей программы, затем передает его в блок буферной памяти.
Блок буферной памяти имеет элементы памяти, в которых размещаются очередные кадры управляющей программы. В контурных СЧПУ данное устройство необходимо для того, чтобы избежать перерывов в подаче кадров в интерполятор.
Интерполятор преобразовывает вводимые в него от управляющей программы числа в определенное число импульсов и соответствующим образом распределяет их по управляемым координатам. Количество импульсов по каждой координате пропорционально значению чисел, вводимых в интерполятор.
Блок управления приводом преобразует импульсы, поступающие от интерполятора, в электрические сигналы, воздействующие на приводы подач станка.
Привод подач станка служит для перемещения исполнительного органа станка на заданную величину.
Блок ввода коррекции предназначен для ручного ввода коррекции на размеры обработки или положения инструмента при несовпадении их расчетных значений с действительными.
Блок ввода коррекции эквидистанты осуществляет пересчет вводимых величин в соответствии с вводимой коррекцией эквидистантного контура сразу же после ввода очередного кадра в устройство буферной памяти. Эти данные хранятся в памяти до поступления сигнала от интерполятора. Устройство применяется в контурных СЧПУ фрезерными станками в случаях, когда радиус применяемой фрезы может отличаться от запрограммированного.
Устройство цифровой индикации информирует оператора о положении инструмента относительно заготовки и помогает производить различные наладочные операции.
Блок задания скорости регулирует скорость работы интерполятора в соответствии с заданной скоростью подачи. Он автоматически поддерживает постоянство скорости подачи по любой координате и управляет процессом разгона и торможения в пределах одного кадра.
Дополнительный блок управления электроавтоматикой станка выполняет функции связи СЧПУ с высокоавтоматизиированными станками. Он расшифровывает коды технологических команд, передаваемые блоком ввода программ, и передает на исполнительные механизмы станка.
Датчики обратной связи (ДОС) преобразовывают контролируемое перемещение в сигналы, которые поступают в сравнивающее устройство блока управления приводом. Эти сигналы пропорциональны пройденному пути исполнительного органа.
Круговые ДОС обычно измеряют угол поворота ходового винта (рис.64, б) или перемещение рабочего органа станка через реечную передачу (рис.64, в).Преимуществом кругового ДОС является независимость его габаритных размеров от величины измеряемого перемещения, удобство установки на станке, удобство в эксплуатации. Недостатком круговых ДОС является косвенное (через угол поворота ходового винта) измерение величины перемещения рабочего органа.
Линейные ДОС осуществляют непосредственное измерение перемещения рабочего органа станка (рис.64, г), что является их основным преимуществом по сравнению с круговыми. Недостатками линейных является зависимость их габаритных размеров (длины линейки) от измеряемой величины хода рабочего органа, большая сложность при установке на станке и при эксплуатации.
По принципу действия ДОС могут быть импульсными, фазовыми, кодовыми, фазоимпульсными и др.
Наиболее часто применяют датчики типа индуктосина (могут быть линейными, круговыми) и резольверы.
Линейный индуктосин (рис.67)состоит из линейки 1 и ползуна 2. Длина линейки несколько превышает величину измеряемого перемещения. Она имеет одну печатную обмотку с шагом 2 мм, с которой снимается индуцируемое напряжение U вых, и может быть цельной (при небольшой длине хода) или сборной из нескольких пластин (длиной по 250 мм).
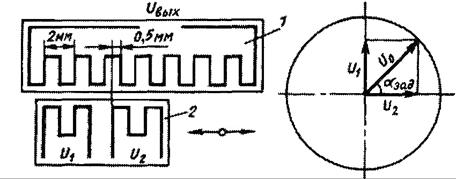
Рис.67. Принцип работы индуктивного датчика обратной связи «Индуктосин»
Ползун установлен на рабочем органе станка и перемещается относительно линейки. Он имеет две печатные обмотки, сдвинутые на 1/4шага (сдвиг по фазе на 90°). На каждую из обмоток подается переменный ток частотой 10 кГц, причем на первой обмотке напряжение
U 1= U 0 sinaзад,
а на второй
U 2= U 0 cosaзад,
где aзад – заданный угол смещения (отражающий заданную величину перемещения). При перемещении ползуна 2 на выходе обмотки линейки 1 индуцируется напряжение
U вых= U 0 sinaзад cosaф– U 0 cosaзад sinaф,
где aф– фактический угол смещения, отражающий фактическое перемещение рабочего органа. После преобразований получаем
U вых= U 0 sin(aзад – aф).
Если рабочий орган станка находится в заданном положении – aзад = aф, то напряжение на выходе обмотки линейки равно нулю. При отсутствии этого равенства на привод подачи поступает сигнал на дальнейшее перемещение.
Широкое применение в станках с ЧПУ находят ДОС типа вращающегося трансформатора (ВТ) (рис.68). Они представляют собой маломощные двухфазные электрические машины переменного тока, у которых при вращении ротора 1 взаимная индукция между обмотками статора 2 и ротора изменяется синусоидально с высокой точностью. На обмотку а статора подается напряжение
U sin Q,
а на обмотку б – сдвинутое по фазе на 90° напряжение
U cos Q,
где Q – угол смещения, отражающий заданную величину перемещения. С обмотки ротора снимается напряжение U вых. Число обмоток в ВТ может быть различным, однако чаще всего применяют ВТ с двумя взаимно перпендикулярными обмотками на статоре и роторе. Такие синусно-косинусные вращающиеся трансформаторы называют также резольверами. Помимо ВТ с одной парой полюсов применяют и многополюсные ВТ – редусины с числом пар полюсов от 15 до 180.

Рис.68. Схема вращающегося трансформатора
В позиционных системах ЧПУ применяются кодовые датчики обратной связи с измерением абсолютной величины перемещения рабочего органа.






