Основным оборудованием при этом виде автоматизации являются станки и механизмы, которые выпускают серийно. Их можно использовать как в автоматических линиях, так и прииндивидуальном обслуживании. Это большая группа универсальных автоматов и полуавтоматов типа многошпиндельных, револьверных, многорезцовых и других станков, предназначенных для выполнения широкого круга работ. Высокий уровень автоматизации позволяет сравнительно просто объединить это оборудование в поточные линии.
Особенностью линий из типового оборудования является общность технологии с поточными линиями, скомпонованными из этих же станков. Основой разработки технологического процесса служат возможности оборудования, которое достаточно универсально. Некоторое увеличение производительности возможно за счет сокращения холостых ходов и их совмещения. Однако работа сблокированных станков приводит к дополнительным простоям, что снижает производительность.
Важным преимуществом автоматизации на базе типового оборудования являются значительно меньшие затраты, чем при других видах автоматизации. Стоимость станков остается такой же, как и при их индивидуальном использовании. Во многих случаях применяют оборудование, которое уже длительное время работает на предприятии и затраты на его приобретение окупились. Дополнительные затраты связаны со средствами автоматизации: автооператорами, конвейерами, системой управления. Сокращение числа обслуживающего персонала при минимальных затратах является основным достоинством автоматизации на базе типового оборудования. Различают следующие направления при разработке автоматических линий подобного типа: создание линий станкостроительными заводами на базе серийно выпускаемых станков и создание линий самими заводами-потребителями. Некоторые станкостроительные заводы специализируются на изготовлении автоматических линий на базе многошпиндельных, гидрокопировальных, многорезцовых, зуборезных и других видов автоматов и полуавтоматов. Специализация позволяет использовать прогрессивные методы проектирования и изготовления, нормализованные средства автоматизации, что снижает затраты, сроки проектирования и повышает качество выпускаемых линий.
На рис.58 показана схема компоновки автоматической линии для обработки валов. Линия может состоять из шести-семи станков, включая фрезерно-центровальный и гидрокопировальный станки. В некоторых случаях возможно применение фрезерных и зубофрезерных станков для фрезерования шпоночных пазов, шлицев и т. д.
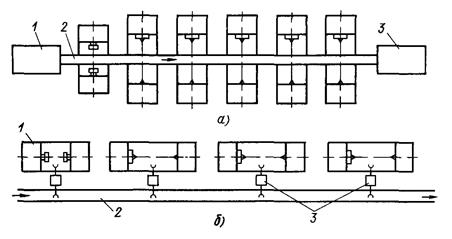
Рис.58. Схемы компоновок автоматических линий для обработки валов
Загрузочное устройство 1 цепного типа имеет задел заготовок (рис.58, а). Шаговый конвейер 2 перемещает детали от одного станка к другому. Призмы конвейера имеют вертикальное перемещение для установки заготовок в рабочие позиции станков и отвода отработанных деталей на конвейер. С последнего станка детали отводятся специальным разгрузочным устройством 3. В процессе изготовления возможен поворот заготовки для обработки ступеней вала с другой стороны детали. На линии могут быть установлены контрольные устройства. Стружка отводится шнековым конвейером.
На некоторых автоматических линиях (рис.58, б) для обработки валов используют фронтальное расположение станков 1 с вынесенным конвейером 2. Конвейер расположен на высоте центров станков. Загрузка и выгрузка деталей осуществляются манипуляторами 3. Конструкции линий позволяют обслуживать их наладчиками без постоянного присутствия оператора.
Получило распространение создание автоматических линий заводами-потребителями на базе имеющихся поточных линий. На рис.59 дана схема автоматической линии для токарной обработки деталей типа колец, типичной в условиях подшипникового производства. Происходит обработка нескольких типоразмеров колец. Заготовки находятся в магазинах-накопителях 1, откуда подъемником перемещаются на лотковые конвейеры 2, соответствующие каждому типоразмеру. По конвейерам заготовки перемещаются и распределяются с помощью наклонных желобов и подъемников по станкам-дублерам 3. Обработка каждого кольца производится на двух станках. Снятие и установка деталей осуществляются автооператорами. На контрольных автоматах 4 происходит контроль.
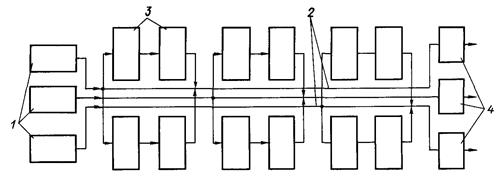
Рис.59. Схема автоматической линии для токарной обработки деталей типа колец






