Общие сведения
Развитие химической промышленности и связанное с этим увеличение выпуска синтетических полимерных материалов создают благоприятные условия для широкого использования полимеров в машиностроительной промышленности и в ремонтном производстве.
Полимерные материалы дешевы, при небольшой плотности обладают сравнительно высокой прочностью, устойчивы против разрушающего действия воды, горюче-смазочных материалов, кислот и щелочей, имеют хорошие электроизоляционные свойства, низкую теплопроводность, легко обрабатываются режущим инструментом.
Часто полимерные материалы не только заменяют дорогостоящие металлы и сплавы, но и превосходят их по своим качествам. Расширение применения деталей из полимерных материалов позволит упростить технологию и снизить себестоимость ремонта, повысить долговечность работы машин.
В ремонтном производстве способы восстановления деталей машин полимерными материалами получили значительное развитие вследствие своих бесспорных преимуществ перед другими способами ремонта. Так, например, клеевыми составами на основе эпоксидной смолы восстанавливают детали, работающие при температуре до 250° С.
Эти составы можно приготовлять различной вязкости, что дает возможность получать клеевые швы любой формы. Благодаря этому эпоксидные клеевые составы широко используют для заделки трещин и пробоин в толстостенных деталях — блоках цилиндров и картерах автотракторных двигателей, корпусах коробок передач и задних мостов, крышках распределительных шестерен и т. д. Ремонт корпусных деталей этим способом обходится в 5— 10 раз дешевле, чем ремонт сваркой, пайкой и установкой штифтов.
Основу полимерных материалов составляет искусственная (синтетическая) или естественная смола, играющая роль связующего материала. В ряде случаев смолу применяют в чистом виде, например, при заделке тонких трещин. Обычно же в смолу вводят наполнители, пластификаторы, отвердители, красители и др. материалы.
Наполнители (железный порошок, цемент, алюминиевая пудра, стеклоткань и др.) улучшают механические свойства полимеров (прочность, ударную вязкость и т. д.).
Пластификаторы (дибутилфталат, диметилфталат и др.) сообщают полимерам пластичность н хорошую обрабатываемость.
Отвердители (полиэтиленполиамин, гексаметилендиамин и др.) содействуют необратимому переводу материала в твердое состояние.
Красители (сурик, мумия и др.) придают полимерам определенный цвет.
В практике ремонта находят применение главным образом следующие полимерные материалы: композиции (составы) на основе эпоксидной смолы ЭД-6, полимерный порошок ПФН-12 и синтетические клеи БФ-2, БФ-4 БФ-6 и ВС-ЮТ.
Наиболее распространенные способы восстановления деталей полимерами: заделка трещин и пробоин, восстановление неподвижных и резьбовых соединений эпоксидными составами и синтетическими клеями; устранение неровностей, вмятин и других дефектов деталей газопламенным нанесением полимерного порошка; приклейка накладок к тормозным колодкам и дискам муфт сцепления и муфт управления автомобилей и тракторов; склеивание поломанных деталей.
Ремонт деталей машин литьем под давлением (термопластичными полимерными материалами) и прессованием (термореактивными полимерными материалами) требует дорогостоящего оборудования, экономически целесообразен на специализированных ремонтных предприятиях и участках и здесь не рассматривается.
К общим операциям, выполняемым при различных способах восстановления деталей составами на основе эпоксидной смолы ЭД-6, относятся обезжиривание деталей, приготовление состава и его отверждение. Рассмотрим эти операции.
Обезжиривание деталей. Участки деталей перед нанесением полимерных материалов обезжиривают: либо протирают ацетоном (ватным тампоном, обернутым марлей) и выдерживают при температуре 20 °С в течение 8— 10 мин, либо помещают в ванну с водным щелочным раствором.
Для приготовления раствора на 1 л воды берут 50 г кальцинированной соды, 10 г едкого натра и 30 г тринатрий фосфата. Продолжительность обезжиривания в ванне при температуре раствора 75—90°С — не менее 5 мин. Детали, обезжиренные водным щелочным раствором, тщательно промывают горячей (70—80 °С водой, а затем холодной проточной водой.
Если на высушенную обезжиренную поверхность детали капнуть водой, то капля должна растекаться и смачивать поверхность.
После обезжиривания нужно внимательно следить за тем, чтобы на обезжиренные участки не попали грязь или масло, иначе весь процесс придется повторять.
Приготовление составов на основе эпоксидной смолы ЭД-6. В рекомендуемые для ремонтных предприятий составы входят такие компоненты: эпоксидная смола ЭД-6 (СТУ 30-14026—63), дибутилфталат (ГОСТ 8728—58), железный порошок (ТУ 3648—50), цемент марки 500, алюминиевая пудра ПАК-1, полиэтиленполиамин (СТУ 49-2529—62). Рецепты составов приведены в таблице 7.
Таблица 7 - Рецепты составов на основе эпоксидной смолы ЭД-6 (в массовых частях)
|
| Рецепт
|
| Составные части
| А
| Б
| В
| Г
|
| Эпоксидная смола ЭД-6
Пластификатор дибутилфталат Наполнители:
|
10—15
|
|
|
|
| железный порошок цемент
| —
|
|
|
|
| алюминиевая пудра Отвердитель-полиэтилен- полиамин
|
|
|
|
|
Технология приготовления состава заключается в следующем. Наполнитель — железный порошок, цемент или алюминиевую пудру — просушивают в вакуум-сушильном шкафу на противне при температуре 100—120 СС в течение 2—3 ч. Полиэтиленполиамин, помещенный в стеклянную посуду, выпаривают в таком же шкафу при температуре 110—115 °С в течение 3 ч.
Приготовление состава рекомендуется вести на рабочем столе с вытяжным шкафом (рис. 13). Эпоксидную смолу в таре нагревают в термошкафу или водяной бане при температуре 60—80 СС, пока она не будет доведена до жидкообразного состояния, а затем отбирают необходимое количество смолы в ванночку.

Рисунок 13 - Вытяжной шкаф с водяной баней и весами.
Далее в ванночку со смолой добавляют небольшими порциями пластификатор — дибутилфталат (рис. 14, а) и тщательно перемешивают смесь стеклянной палочкой в течение 5—6 мин. После этого в полученную смесь постепенно вводят наполнитель (рис. 14, б) согласно рецепту, перемешивая смесь шпателем в течение 8— 10 мин так, чтобы не осталось кусочков наполнителя.

а — введение в смолу пластификатора; б — введение в смесь наполнителя;
в — перемешивание состава.
Рисунок 14 - Приготовление состава на основе эпоксидной смолы
Непосредственно перед применением состава в него вводят небольшими порциями отвердитель — полиэтилен полиамин (таким же способом, как и пластификатор) и перемешивают состав в течение 5 мин шпателем (рис. 174, в). В приготовленном составе не должно быть пузырьков воздуха и комков компонентов. После введения отвердителя состав должен быть использован не позднее чем через 20—25 мин.
Отверждение состава. Состав, нанесенный на деталь или введенный в сопряжение, должен быть выдержан в течение 3 суток при температуре воздуха 18—20 °С. Во время выдержки надо следить за тем, чтобы в состав не попали грязь, масло или вода. Поверхность, на которую нанесен состав, должна занимать горизонтальное положение.
Для ускорения отверждения состава деталь, выдержанную 24 ч при температуре 20 СС, нагревают в электропечи или лампами инфракрасного излучения.
Заделка трещин
Заделка трещин длиной до 20 мм. После определения границ трещины накернивают и просверливают на ее концах отверстия диаметром 2,5÷3 мм, вдоль трещины снимают крейцмейселем фаску под углом 60÷70° (рис. 15, а) на глубину I мм (при толщине стенок детали 2,5÷3 мм) и 2÷3 мм (при толщине стенок свыше 5 мм). У детали с толщиной стенок менее 1,5 мм фаску не снимают.

а — разделка трещины; 6 — нанесение состава на трещину; в — установка на трещину накладки из стеклоткани и прокатка накладки роликом; г — установка на трещину второй накладки; д — нанесение состава на вторую накладку.
Рисунок 15 - Заделка трещины
Заделка трещин длиной 20—150 мм. При заделке таких трещин после нанесения состава способом, описанным выше, устанавливают накладку из стеклоткани или технической бязи. Накладка должна перекрывать трещину на 20—25 мм.
Прикатав накладку роликом (рис. 15, в), наносят на нее шпателем тонкий слой состава, устанавливают вторую накладку, которая перекрывает трещину на 30—40 мм, и прикатывают ее роликом (рис. 15, г). Наконец наносят состав на вторую накладку (рис. 15, д), дают ему затвердеть, зачищают подтеки и наплывы.
Заделка трещин длиной более 150 мм. Длинные трещины заделывают установкой ввертышей. Для этого, подготовив трещину уже известным способом, накернивают и просверливают отверстия диаметром 7 мм по всей длине трещины так, чтобы расстояния между центрами отверстий были равны 10 мм. В отверстиях нарезают метчиками резьбу М8х1 (рис. 16). Далее зачищают поверхность детали по обе стороны трещины на 40÷50 мм и делают на зачищенной поверхности насечки крейцмейселем.
Резьбовые ввертыши М8х1 изготовляют длиной, равной толщине стенок детали. Их устанавливают после двукратного обезжиривания подготовленной поверхности, покрыв резьбу тонким слоем состава. Поверхность детали с трещиной должна находиться при этом в горизонтальном положении.
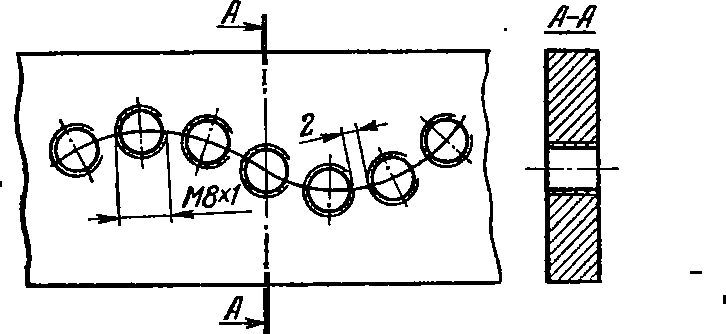
Рисунок 16 - Трещина с резьбовыми отверстия ми под ввертыши.
После установки ввертышей на трещину устанавливают две накладки из стеклоткани или технической бязи, как было описано выше.
Другой способ заделки трещин длиной более 150 мм заключается в наложении металлических накладок и закреплении их болтами. Этот способ применяют при толщине стенок детали не менее 4 мм.
Трещину разделывают обычным способом. Накладку изготовляют из листовой стали толщиной 1,5—2 мм. Она должна перекрывать трещину на 40—50 мм. В накладке сверлят отверстия диаметром 10 мм (рис. 17, а). Расстояние а между центрами отверстий должно составлять 60— 80 мм, а расстояние от центров отверстий до краев накладки — не менее 10 мм. Болты М8 х 1 изготовляют из стали Ст. 3 с резьбой, длина которой равна сумме толщин детали и накладки.
Накладку устанавливают на трещину и накернивают центр первого отверстия (рис. 17, б). Просверлив это отверстие диаметром 7 мм, нарезают в нем резьбу М8 X 1. Затем закрепляют накладку на детали болтом, ввернутым в подготовленное отверстие, и накернивают центры остальных отверстий. Сверлят отверстия и нарезают в них резьбу.
Зачистив сопрягаемые поверхности детали и накладки и дважды обезжирив их ацетоном, наносят на них тонкий слой состава, устанавливают накладку и ввертывают болты (рис. 17, е), покрытые предварительно тонким слоем состава. Последовательность установки болтов показана на рисунке 17, б. В заключение отверждают состав и зачищают подтеки и наплывы.
Рассмотренными способами заделывают трещины в головках и блоках цилиндров, блок-картерах, корпусах и поддонах воздухоочистителей, картерах сцеплений, топливных баках, корпусах коробок передач и задних мостов и других деталях тракторов, автомобилей, комбайнов при условии, что трещины не проходят через отверстия под втулки и подшипники, через резьбовые отверстия и ранее заваренные места.

с — размеры отверстий накладки; 6 — установка накладки на трещину и нарезание резьбы в детали; е — отремонтированная деталь; 1 — накладка;
2 — деталь; 3 — болт; 4 — состав.
Рисунок 17 - Заделка трещин с установкой металлической накладки
Заделка пробоин
Пробоины в деталях машин заделывают тремя способами: 1) нанесением состава на основе эпоксидной смолы с наложением накладок заподлицо; 2) нанесением состава с наложением накладок внахлестку; 3) нанесением состава с наложением металлических заплат внахлестку и закреплением их болтами.
Первый способ. Вначале притупляют зубилом и напильником острые кромки пробоины и зачищают поверхность детали вокруг пробоины на расстоянии 10÷20 мм.
Накладку, перекрывающую контуры пробоины на 10÷20 мм, вырезают из листовой стали толщиной 0,5÷0,8 мм и зачищают. В центре накладки делают пробойником отверстие и закрепляют отрезок проволоки диаметром 0,3÷0,5 мм и длиной 100÷150 мм. Затем вырезают точно по контуру пробоины накладки из стеклоткани, которая предварительно должна быть обезжирена кипячением в воде в течение 2÷3 ч и высушена.
Зачищенные поверхности металлической накладки и детали, а также кромки пробоины подвергают двукратному обезжириванию ацетоном, после чего наносят на поверхность накладки тонкий слой состава, устанавливают накладку под пробоину, как показано на рисунке 18, а, и закрепляют проволокой.
Далее на металлическую накладку помещают накладку из стеклоткани (рис. 18, б) и прикатывают ее роликом, наносят слой состава толщиной 0,1—0,15 мм, помещают в пробоину следующую накладку из стеклоткани (рис. 18, в), прикатывают ее роликом и т. д. до тех пор, пока верхняя накладка не будет установлена заподлицо с поверхностью детали. Наносят состав на верхнюю накладку и зачищенную поверхность вокруг пробоины, отверждают состав, обрезают проволоку и зачищают подтеки и наплывы.

а — закрепление металлическое накладки под пробоиной; б — установка в пробоину первой накладки из стеклоткани; е — установка в пробоину второй накладки из стеклоткани; г — пробоина с наращенной стенкой;
1 — металлическая накладка; 2 — проволока; 3 — деталь; 4 — накладка из стеклоткани; 5 — состав.
Рисунок 18 - Заделка пробоины с наложением накладок заподлицо
Второй способ. Подготовив к заделке пробоину и металлическую накладку, как описано выше, изготовляют из стеклоткани две накладки таких размеров, чтобы первая накладка перекрывала контуры пробоины на 20—25 мм, а вторая — на 30—35 мм. Вокруг пробоины по контуру накладки сверлят отверстия диаметром 3 мм на расстоянии б мм одно от другого, считая по центрам отверстий (рис. 19, а).
После двукратного обезжиривания кромок пробоины и зачищенных поверхностен металлической накладки и детали заполняют просверленные отверстия составом и наносят тонкий слой состава вокруг пробоины (рис. 19, б). Устанавливают на пробоину внахлестку металлическую накладку и слегка прижимают ее (рис. 19, в), а затем покрывают составом.
Накладывают сначала одну прокладку из стеклоткани (рис. 19, г), потом другую, последовательно прикатывая ихроликом и покрывая составом (рис. 19, д). После отверждения состава зачищают отремонтированный участок от подтеков и наплывов.


а — сверление отверстий вокруг пробоины; б — заполнение отверстий составом и нанесение состава на зачищенную поверхность вокруг пробоины;
в — установка на пробоину металлической накладки; а — установка на пробоину накладки из стеклоткани;
д — отремонтированная деталь; 1 — деталь; 2 — состав; 3 — металлическая накладка; 4 — накладка из стеклоткани.
Рисунок 19 - Заделка пробоины с наложением накладок внахлестку:
Третий способ. Этот способ применяют при толщине стенок детали не менее 4 мм. Заплату изготовляют из листовой стали толщиной 1,5—2 мм такого размера, чтобы она перекрывала контуры пробоины на 40—50 мм. В заплате сверлят отверстия диаметром 10 мм (рис. 20, а). Расстояние между центрами соседних отверстий а должно составлять 50—70 мм, центры отверстий должны отстоять от края заплаты на 10 мм. Резьбовые отверстия в детали под болты М8 х 1 сверлят так же, как и в случае заделки трещины длиной более 150 мм. Дальнейшие операции также не отличаются от рассмотренных ранее. Последовательность установки болтов показана на рисунке 178, б,

а — размеры отверстий заплаты; 6 — установка заплаты на пробоину и нарезание резьбы в детали; 1 — деталь; 2 — заплата.
Рисунок 20 - Заделка пробоины с наложением металлической заплаты








