Контроль микрогеометрии поверхностей и выявление поверхностных дефектов
Сущность контроля заключается в визуальном или относительном сравнении исследуемой поверхности с поверхностью эталонных образцов; ощупывании рельефа микронеровностей контактными и бесконтактными щупами; наблюдении и измерении микрорельефа с использованием оптических изображений поверхности; регистрации и обработке параметров различных полей и излучений при взаимодействии с исследуемой поверхностью; заполнении поверхностных микротрещин веществами, делающими трещины видимыми или обнаруживаемыми с помощью преобразователей.
Эти методы используют практически во всех отраслях машиностроения. Объектами контроля являются изделия и конструкции с нормированными требованиями к шероховатости и микрогеометрии поверхностей, а также отсутствию нарушений сплошности поверхностного слоя. Контролю подвергаются: параметры шероховатости поверхности; локальные макро- и микродефекты (выступы, ямки, риски, царапины и др.); топографические характеристики поверхностей (волнистость, неплоскостность, объемные поверхностные дефекты); поверхностные и сквозные микротрещины.
К методам контроля качества поверхностей относятся:
• контактные;
• капиллярные;
• акустические;
• магнитная дефектоскопия;
• вихретоковая дефектоскопия;
• визуальное сравнение с эталоном;
• оптические (светового сечения, интерференционные, растровые, по резкости элементов микрорельефа, голографические, рефлексометрические).
Элементы и углы фрезы.
Геометрия фрезы
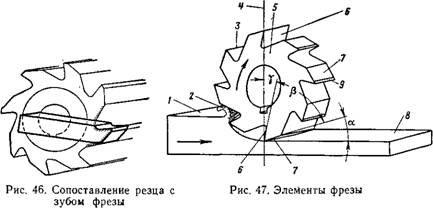
Элементы фрезы. Фреза является режущим многозубым инструментом, каждый зуб которого представляет собой простейший резец (рис. 46).
На рис. 47 показаны элементы фрезы, причем эти элементы для большей наглядности обозначены теми же цифрами, что и одинаковые с ними элементы резца, представленного на рис. 45.
Передняя поверхность 6 зуба фрезы 5 образует с вертикальной плоскостью 4 передний угол у; задняя поверхность 7 зуба образует с обработанной поверхностью 8 заготовки задний угол а; передняя поверхность 6 зуба образует с задней поверхностью 7 зуба угол заострения р.
Режущая кромка 3, или лезвие, образована пересечением передней и задней поверхностей. Практически режущую кромку зуба фрезы делают не в виде линии, а в виде узкой полоски-лен- точки шириной около одной десятой миллиметра. Эта ленточка 9 обеспечивает правильную заточку фрез.
Наружный диаметр фрезы, размеры и форма впадины зуба для размещения и выхода стружки, высота и профиль зуба, количество зубьев, их шаг также являются элементами фрезы.
Понятие о геометрии фрезы. Выбор правильной величины режущих углов и размеров элементов фрезы является решающим средством для получения наилучших результатов при фрезеровании. Совокупность геометрических размеров режущих углов размеров и форм зубьев фрезы называют геометрией фрезы.

Геометрия цилиндрической фрезы. На рис. 48 показаны элементы цилиндрической фрезы: передняя поверхность задняя поверхность 4 шириной f, ленточка 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка (лезвие) 2, наклоненная к оси фрезы под углом со.
Задний угол а представляет собой угол между касательной к задней поверхности зуба фрезы и нормалью к осевой плоскости, проходящей через точку лезвия данного зуба. Этот угол измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Нормальный задний угол а„ измеряется в плоскости, перпендикулярной к режущей кромке. С увеличением заднего угла уменьшается трение и, следовательно, износ зуба по задней поверхности, что увеличивает срок работы фрезы без переточки и улучшает чистоту обработанной поверхности. Однако с увеличением заднего угла уменьшается угол заострения р, а это приводит к ослаблению зуба и может вызвать поломку (выкрашивание) его при большой стружке. Обычно задний угол а назначают в пределах от 12 до 30° в зависимости от типа фрезы.
Передний угол у представляет собой угол между касательной к передней поверхности зуба фрезы и осевой плоскостью, проходящей через точку лезвия данного зуба. Этот угол измеряется в плоскости, перпендикулярной к режущей кромке. Поперечный передний угол измеряется, в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение. При правильно выбранном переднем угле у снятие стружки происходит более плавно и износ зуба по передней поверхности (затупление фрезы) получается меньшим, что позволяет фрезе работать дольше без переточки. Обычно передний угол у назначают в пределах от —10 до +20° в зависимости от типа фрезы, материала режущей части и твердости обрабатываемого материала.
Угол заострения р образован передней и задней поверхностями и зависит от значения переднего и заднего углов. Так как прочность зуба фрезы тем больше, чем больше угол заострения Р, то вполне понятно желание увеличить этот угол. При фрезеровании твердосплавными фрезами сталей повышенной твердости и твердых чугунов во избежание выкрашивания лезвия зуба фрезы применяют отрицательный передний угол Y для увеличения угла заострения р.
Угол наклона со винтовой режущей кромки служит для увеличения плавности работы фрезы и для создания направления сходящей стружки. Обычно угол наклона режущей кромки со назначают в пределах 10—55° в зависимости от типа фрез.
Геометрия торцовой фрезы. На рис. 49, а и б показаны элементы торцовой фрезы. На рабочей части этой фрезы различают две режущие кромки (лезвия): главную режущую кромку на цилиндрической поверхности фрезы и вспомогательную режущую кромку на торцовой поверхности фрезы.

Твердые сплавы.
Твёрдые сплавы — твёрдые и износостойкие металлические материалы, способные сохранять эти свойства при 900—1150°С. В основном изготовляются на основе карбидов вольфрама, титана, тантала, хрома при различном содержании кобальта или никеля.
Типы твёрдых сплавов:
Различают спечённые и литые твёрдые сплавы. Главной особенностью спеченных твердых сплавов является то, что изделия из них получают методами порошковой металлургии и они поддаются только обработке шлифованием или физико-химическим методам обработки (лазер, ультразвук, травление в кислотах и др), а литые твердые сплавы предназначены для наплавки на оснащаемый инструмент и проходят не только механическую, но часто и термическую обработку (закалка, отжиг, старение и др). Порошковые твердые сплавы закрепляются на оснащаемом инструменте методами пайки или механическим закреплением.
Так же твердые сплавы различают по металлам карбидов, в них присутствующих:
*вольфрамовые — ВК2, ВК3,ВК3М, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15, ВК20, ВК25;
*титано-вольфрамовые — Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В;
*титано-тантало-вольфрамовые — ТТ7К12, ТТ10К8Б;
*безвольфрамовые ТНМ20, ТНМ25, ТНМ30.
Применение твердых сплавов:
1. Твердые сплавы ввиду своей высокой твердости применяются в следующих областях:
2. Обработка резанием конструкционных материалов: резцы, фрезы, сверла, протяжки и прочий инструмент.
3. Оснащение измерительного инструмента: оснащение точных поверхностей микрометрического оборудования и опор весов.
4. Клеймение: оснащение рабочей части клейм.
5. Волочение: оснащение рабочей части волок.
6. Штамповка: оснащение штампов и матриц(вырубных, выдавливания и проч.).
7. Горнодобывающее оборудование: напайка спеченных и наплавка литых твердых сплавов.
8. Производство износостойких подшипников: шарики, ролики, обоймы и напыление на сталь.
9. Рудообрабатывающее оборудование: оснащение рабочих поверхностей.
10.Газотермическое напыление износостойких покрытий.
Выбор марки твердого сплава
Для выбора марки твердого сплава режущего инструмента, предназначенного для обработки заготовки на той или иной операции, предлагается использование специальных карт, в которых приведены марки твердых сплавов всех областей применения для соответствующих методов, условий обработки и ориентировочных режимов резания.
Основные шаги по выбору марки твердого сплава:
1. Определите к какой из групп, представленных ниже, относится обрабатываемая заготовка.
| Группа P
| Группа M
| Группа K
|
Конструкционные стали:
- нелегированные;
- легированные;
- подшипниковые;
- рессорно-пружинные.
Инструментальные стали:
- углеродистые;
- для режущего и мерительного инструмента;
- штамповые;
- быстрорежущие.
Стали для отливок:
- углеродистые;
- низколегированные.
Коррозионно-теплостойкие стали (мартенситно/ферритного классов).
| Коррозионно- и теплостойкие стали (аустенитного класса).
Жаростойкие и жаропрочные сплавы:
- мартенситного;
- аустенитного/ мартенситного и аустенитного классов;
- на Ni-Cr основе.
Никель-кобальтовые сплавы.
Титановые сплавы:
| Чугуны:
- ковкие;
- серые;
- антифрикционные;
- с шаровидным графитом.
Алюминиевые сплавы:
Магниевые сплавы:
Медь и медные сплавы:
Антифрикционные сплавы:
- цинковые сплавы;
- алюминиевые сплавы;
- порошковые спеченные алюминиевые сплав;
- баббиты.
|
Российские спечённые твёрдые сплавы,
применяемые в современной мировой промышленности:
| Марка сплава
| WC %
| TiC %
| TaC %
| Co %
| Прочность на изгиб (σ), МПа
| Твёрдость, HRA
| Плотность (ρ), г/см3
| Теплопроводность (λ), Вт/(м·°С)
|
| ВК2
|
| —
| —
|
|
| 91,5
| 15,1
|
|
| ВК3
|
| —
| —
|
|
| 89,5
| 15,3
| 50,2
|
| ВК3-М
|
| —
| —
|
|
|
| 15,3
| 50,2
|
| ВК4
|
| —
| —
|
|
| 89,5
| 14,9-15,2
| 50,3
|
| ВК4-В
|
| —
| —
|
|
|
| 15,2
| 50,7
|
| ВК6
|
| —
| —
|
|
| 88,5
|
| 62,8
|
| ВК6-М
|
| —
| —
|
|
|
| 15,1
|
|
| ВК6-ОМ
|
| —
|
|
|
| 90,5
|
|
|
| ВК8
|
| —
| —
|
|
| 87,5
| 14,8
| 50,2
|
| ВК8-В
|
| —
| —
|
|
|
| 14,8
| 50,4
|
| ВК10
|
| —
| —
|
|
|
| 14,6
|
|
| ВК10-ОМ
|
| —
| —
|
|
| 88,5
| 14,6
|
|
| ВК15
|
| —
| —
|
|
|
| 14,1
|
|
| ВК20
|
| —
| —
|
|
| 84,5
| 13,8
|
|
| ВК25
|
| —
| —
|
|
|
| 13,1
|
|
| ВК30
|
| —
| —
|
|
| 81,5
| 12,7
|
|
| Т5К10
|
|
| —
|
|
| 88,5
| 13,1
| 20,9
|
| Т5К12
|
|
| —
|
|
|
| 13,5
|
|
| Т14К8
|
|
| —
|
|
| 89,5
| 11,6
| 16,7
|
| Т15К6
|
|
| —
|
|
|
| 11,5
| 12,6
|
| Т30К4
|
|
| —
|
|
|
| 9,8
| 12,57
|
| ТТ7К12
|
|
|
|
|
|
| 13,3
| |
| ТТ8К6
|
|
|
|
|
| 90,5
| 13,3
| |
| ТТ10К8-Б
|
|
|
|
|
|
| 13,8
| |
| ТТ20К9
|
| 9,4
| 14,1
| 9,5
|
|
| 12,5
| |
| ТН-20
| —
|
| (Ni15%)
| (Mo6%)
|
| 89,5
| 5,8
| |
| ТН-30
| —
|
| (Ni23%)
| (Mo29%)
|
| 88,5
|
| |
| ТН-50
| —
|
| (Ni29%)
| (Mo10%)
|
|
| 6,2
| |








