Тиристорный регулятор оборотов двигателя
В данной схеме используются ключи - два тиристора, включённых встречно-параллельно (напряжение переменное, поэтому каждый тиристор пропускает свою полуволну напряжения) или симистор.
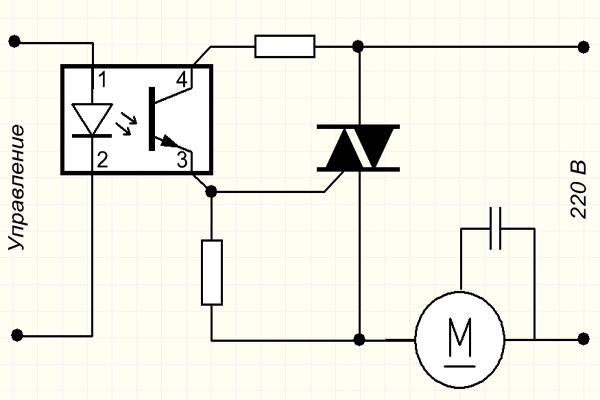
Схема управления регулирует момент открытия и закрытия тиристоров относительно фазового перехода через ноль, соответственно "отрезается" кусок вначале или, реже в конце волны напряжения.
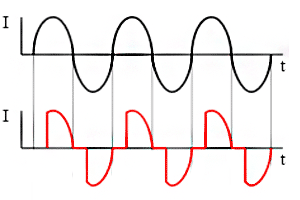
Таким образом изменяется среднеквадратичное значение напряжения.
Данная схема довольно широко используется для регулирования активной нагрузки.
Ещё один способ регулирования - пропуск полупериодов волны напряжения, но при частоте в сети 50 Гц для двигателя это будет заметно - шумы и рывки при работе.
Для управления двигателями регуляторы модифицируют из-за особенностей индуктивной нагрузки:
- устанавливают защитные LRC-цепи для защиты силового ключа (конденсаторы, резисторы, дроссели)
- добавляют на выходе конденсатор для корректировки формы волны напряжения
- ограничивают минимальную мощность регулирования напряжения - для гарантированного старта двигателя
- используют тиристоры с током в несколько раз превышающим ток электромотора
 Достоинства тиристорных регуляторов:
Достоинства тиристорных регуляторов:
- низкая стоимость
- малая масса и размеры
 Недостатки:
Недостатки:
- можно использовать для двигателей небольшой мощности
- при работе возможен шум, треск, рывки двигателя
- при использовании симисторов на двигатель попадает постоянное напряжение
- все недостатки регулирования напряжением
Правила техники безопасности при работе на станках с ЧПУ во время работы.
ТРЕБОВАНИЯ ПО ОХРАНЕ ТРУДА ПРИ ВЫПОЛНЕНИИ РАБОТЫ
11. Во время работы работник обязан:
11.1. выполнять только ту работу, которая входит в круг профессиональных обязанностей, которой обучен и по которой был получен инструктаж по охране труда;
11.2. работать только на исправном оборудовании при наличии исправного инструмента, приспособлений, устройств для удаления стружки и пыли;
11.3. поддерживать чистоту на рабочем месте, не загромождать его заготовками и изделиями, своевременно удалять с рабочего места опилки, обрезки и другие рассыпанные (разлитые) вещества, предметы, материалы;
11.4. не загромождать проходы и проезды;
11.5. соблюдать требования настоящей Инструкции, инструкции по пожарной безопасности, технологических инструкций;
11.6. правильно использовать предоставленные средства индивидуальной защиты, а в случае их отсутствия незамедлительно уведомлять непосредственного руководителя;
11.7. заготовки и готовые детали укладывать в штабели, контейнеры или на стеллажи с учетом обеспечения их устойчивости и грузоподъемности.
12. В процессе работы на станках с программным управлением (далее – ПУ) необходимо постоянно наблюдай за работой:
12.1. по сигнализации на панели управления электронного устройства;
12.2. по контрольным точкам программ (возврат рабочих органов станка «в исходное состояние», «постоянство точки смены инструмента» в одной и той же позиции и др.);
12.3. по характеру и величине линейных перемещений и вращательных движений рабочих органов станка и другого оборудования;
12.4. по отклонениям характера и уровня шума различных механизмов;
12.5. по четкости выполнения узлами оборудования с ЧПУ различных технологических команд.
13. Не допускается работа на станке с ПУ по изношенным или деформированным программным носителям (перфолента, магнитная лента, ППЗУ и др.).
14. В процессе работы необходимо следить за чистотой и исправностью лентопротяжных устройств ввода программных носителей.
15. При переналадке с обработки детали одного наименования на другое обращать внимание на правильную расстановку упоров, определяющих точки «исходного состояния» рабочих органов для начала работы по программе. Помнить, что неправильно установленные упоры могут привести к ударам подвижных органов оборудования о неподвижные и вращающиеся.
16. Для предотвращения ударов инструмента и рабочих органов оборудования о другие органы в случае сбоев и отказа, необходимо ограничивать величину перемещения подвижных органов от возможных ударов установкой такого положения концевых выключателей, которое автоматически исключает аварийную ситуацию.
17. Внимательно следить за состоянием режущего инструмента. Постоянно помнить, что несвоевременная остановка станка при поломках инструмента может привести к тяжелым последствиям.
18. При замене изношенного программоносителя или использовании нового обязательно проверить его правильность при работе станка на холостом ходу без детали, а правильность отработки самой программы проверить в режиме «отработка программы без перемещений».
19. Необходимо быть особо внимательным и осторожным при обработке первой детали после переналадок или смены программоносителя. Не допускать при этом ввода в систему управления максимальных значений перемещений с корректирующего переключателя в сторону детали.
20. Поверить размеры и форму заготовок. В случае отклонения размеров и формы заготовки от чертежа заготовки (заложенных в программу обработки детали) немедленно сообщите об этом руководителю работ.
21. Всегда помнить, что значительное превышение припусков на обработку относительно расчетных, при обработке на станке с ПУ может привести к недопустимо большим перегрузкам, вылету детали, поломкам инструмента и станка.
22. Обо всех замеченных недостатках в программах обработки немедленно сообщи руководителю работ.
23. Не допускать попадания смазочно-охлаждающей жидкости на клемники, разъемы, датчики и другое электрооборудование и элементы автоматики. В случае наличия этих недостатков прими меры к их устранению.
24. В случае возникновения каких-либо неисправностей в процессе работы, или отклонений от нормальной работы, немедленно сообщить руководителю работ о характере предполагаемой причины неисправности.
25. Периодически проверять самостоятельно состояние узлов станков с ПУ с целью выявления отклонений от нормальной работы на более ранней стадии.
26. Обращать особое внимание на техническое состояние зажимных элементов пневмопатронов, следить за их исправной работой и требовать систематической чистки. Помнить, что нечеткая работа зажимных элементов может привести к вылету детали в процессе обработки.
27. При возникновении износа зажимных элементов восстановить их работоспособность. При этом строго соблюдать параметры выточек (диаметр, глубина, высота, ширина) в соответствии с программой обработки (технологией) конкретной детали. Невыполнение этих условий так же может привести к вылету детали, или же к врезанию в зажимные элементы.
28. Не допускается оставлять включенное или работающее оборудование с ПУ без присмотра. В случае кратковременного отлучения от станка полностью выключи всё оборудование.
29. Не допускать опасных приемов и методов работы на станках с ПУ.
30. Все подготовительные работы на станках с ПУ проводить в их обесточенном состоянии или в режиме «Наладка»:
по установке и замене инструмента, приспособлений, патронов, заготовок и деталей и т.д.;
по установке упоров «исходного состояния» и концевых выключателей;
по регулировке механических узлов и систем смазки.
31. Не допускается:
31.1. работать на неисправном оборудовании, использовать неисправный инструмент, самостоятельно производить ремонт станков и оборудования;
31.2. прикасаться к электрическим проводам и пусковым приспособлениям, допускать их повреждения, производить самостоятельное исправление или подключение электропроводки, менять электролампы;
31.3. работать без ограждения вращающихся частей в рабочей зоне станка;
31.4. вмешиваться в автоматический цикл работы станка с помощью переключателей, кнопок, других элементов на панелях управления станка, электронного устройства и другого оборудования кроме «Прекращения общего цикла».
32. При многостаночном обслуживании станков с ПУ требовать обеспечения безопасных условий работы:
32.1. следить за тем, чтобы зона обслуживания станков не была загромождена заготовками, обработанными деталями, инструментом, приспособлениями, стеллажами, тумбочками и прочими предметами;
32.2. следить за обеспечением надежной защиты от сходящей и отлетающей от режущего инструмента стружки и окалины, а так же брызг и вытекания под ноги смазочно-охлаждающей жидкости;
32.3. своевременно убирать зону обслуживания от стружки, не допускай нахождения её под ногами, периодически протирать арматуру и лампы местного освещения, следить за чистотой и порядком на рабочем месте.
33. В случае недостаточно отработанного технологического процесса обработки детали на станках с ПУ (частые поломки инструмента, колебания припусков на заготовках, трудности с настройкой, наладкой и настройкой станка и оборудования, выдерживания в процессе обработки операционных размеров и т.д.) сообщить руководителю работ о невозможности многостаночного обслуживания.
34. При выполнении работ с использованием инструментов ударного действия для защиты глаз от отлетающих осколков применять защитные очки.
35. Осмотр, чистку, обтирку, проверку качества обработки деталей, закрепление ограждений, ручную уборку отходов со станка производить при полной остановке станка.
36. При появлении стука, вибрации, изменении характера шума, при перегреве режущего инструмента следует выключить станок и сообщить об этом руководителю работ.
37. Если на металлических частях станка обнаружено напряжение (ощущение тока), электродвигатель работает на две фазы (гудит), заземляющий провод оборван или обнаружены другие неисправности электрооборудования, немедленно остановить станок и доложить руководителю работ о неисправностях; без его указаний к работе не приступать.
38. При выполнении работ с использованием инструмента ударного действия для защиты глаз от отлетающих осколков применять защитные очки.
39. Не брать и не подавать через работающие станки какие-либо инструменты.
40. Обязательно остановить станок и выключить электродвигатель:
40.1. при уходе от станка даже на короткое время;
40.2. при временном прекращении работы;
40.3. при уборке, смазке, чистке станков;
40.4. при перерыве в подаче электроэнергии;
40.5. при обнаружении какой-либо неисправности в оборудовании;
40.6. при подтягивании болтов, гаек и других соединительных деталей станка.
41. Не допускается класть на станки инструменты, заготовки, так как они могут упасть и травмировать рабочего.
Билет № 11







