

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Топ:
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Для изготовления используется материал Сталь Сталь 45х ГОСТ 4543-71.
Техпроцесс начинается с токарной операции (Рис. 5).
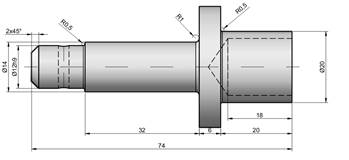
Рис. 5 - Анализ техпроцесса
Операция 005 – Токарная проводится на токарном станке Goodway - Fanuc LU AN CW 6232B с Резцом 2112-0034 ГОСТ 18871-73.
0 Заготовка закрепляется в трех кулачковом патроне, выполняется подрезание торца, снимается припуск 2,5 мм проходным резцом 2790-0501 ГОСТ 18875-73.
1. Делаем фаску 2*45° Резцом 2136-0501 ГОСТ 18875-73.
2 Точим диаметр – 12мм и длиной – 16 мм Резцом 2100-0761 ГОСТ18869-733.
3. Делаем скругление R0,5 Резцом 2500-0761 ГОСТ18869-73
4. Точим диаметр – 14мм и длиной – 32 мм Резцом 2100-0761 ГОСТ18869-73
5. Делаем скругление R1 Резцом 2500-0761 ГОСТ18869-73
6. Точим диаметр – 34мм и длиной – 6 мм Резцом 2100-0761 ГОСТ18869-73
Переустанов, автоматический разжим кулачков
Проверка качества. Снять деталь, измерить размеры ШЦ 125-0.5 Штангенциркуль ГОСТ 166-89. Выполнить переустановку.
7. Делаем скругление R0,5 Резцом 2500-0761 ГОСТ18869-73
8. Точим диаметр – 20мм и длиной – 20 мм Резцом 2100-0761 ГОСТ18869-73
Проверка качества. Снять деталь, измерить размеры ШЦ 125-0.5 Штангенциркуль ГОСТ 166-89. Выполнить переустановку.
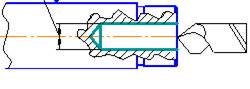
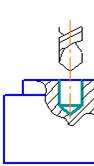
Рис. 6 – Выполение сверлильной операции в станке с ЧПУ
Операция 010 - Сверлильная
0 Установка детали в сверлильном кондукторе с гидроприжимами, одновременно устанавливается 42 детали
1 Сверлом 2300-2465 ВК ГОСТ 10902-77. Сверлим сквозное отверстие диаметром 3мм
Проверка качества. Снять деталь, измерить размеры ШЦ 125-0.5 Штангенциркуль ГОСТ 166-89. Выполнить переустановку.
2 Зенкер-сверлом 200-0761 ГОСТ188869-73 произвести сверление в задней торцевой части детали «Упор» 16мм.
Проверка качества. Снять деталь, измерить размеры ШЦ 125-0.5 Штангенциркуль ГОСТ 166-89. Деталь маркировать

Рис 7. Токарный станок c ЧПУ Goodway - Fanuc LU AN CW 6232B
Характеристики:
Общая длина -5000 мм
диаметр обработки над станиной -350 мм
поворота Ø -500 х 200 мм
диаметр обработки над суппортом -190 мм
скорости 26-1200 об / мин
Диаметр отверстия в шпинделе -47 мм
патрон Ø -200 мм
задняя бабка записи MK4
Пределы частоты вращения шпинделя, 1/мин -45-2000
Количество подач -8
Пределы подач, мм/об -0.1-1.4
Масса станка, кг -1280

Рис 8. Вертикально-сверлильный станок с ЧПУ «CMA- TRD», (Испания)
Характеристики станка
Класс точности Н
Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм -25
Размеры конуса шпинделя по ГОСТ 25557-82 Морзе -3
Расстояние от оси шпинделя до направляющих колонны, мм -250
Наибольший ход шпинделя, мм -200
Расстояние от торца шпинделя, мм:
- до стола 60-700
- до плиты 690-1060
Наибольшее (установочное) перемещение сверлильной головки, мм -170
Перемещение шпинделя за один оборот штурвала, мм -122.46
Рабочая поверхность стола, мм -2400x1450
Наибольший ход стола, мм -2270
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
- центрального 14H9
- крайних 14H11
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм -80
Количество скоростей- 12
Пределы частоты вращения шпинделя, 1/мин- 45-2000
Количество подач- 9
Пределы подач, мм/об 0.1-1.6
Масса станка, кг- 880
Для наших целей производства выбираем 1 сверлильный и 1 токарный станок.
Выбор элементов базирования и зажима заготовки и
Расчет погрешности
Для полного базирования заготовки в приспособлении элементы базирования должны лишить заготовку шести степеней свободы (правило “шести точек”). В качестве закрепления в токарной операции выступает 3-ох кулачковый патрон. В сверлильной операции-кондуктор. Для каждой операции будет предоставлен свой чертёж установки заготовки, на котором будет указанно, где именно стоит расположить зажимное устройство.
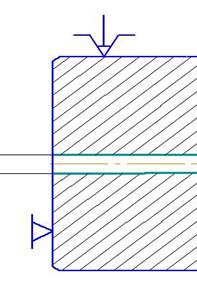
Рис. 9 – Базирование в кулачковом патроне
Рис.10 Операция 010 (зажим в кондукторе)
Выбираем погрешность базирования не более 3%
Расчет силы зажима

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!