Приспособление, для сверлильной обработки, устанавливается на стол станка.
На установочную плиту корпуса устанавливается палец посредством прессования в отверстие. Заготовка устанавливается на палец отверстием. Заготовка фиксируется пальцем установленном в кондукторной плите посредством винта. Далее можно проводить процесс обработки. Кондукторная плита соединена со штоком пневмоцилиндра, винтом.
Привод зажима осуществляется следующим образом: воздух подаётся в верхнюю полость пневмокамеры, усилие на поршне передаётся на шток пневмокамеры, от штока на кондукторную плиту. После процесса обработки воздух подается в нижнюю полость пневмокамеры. Шток с закрепленной на нем кондукторной плитой движется вверх, можно снять готовую деталь и установить следующую заготовку.
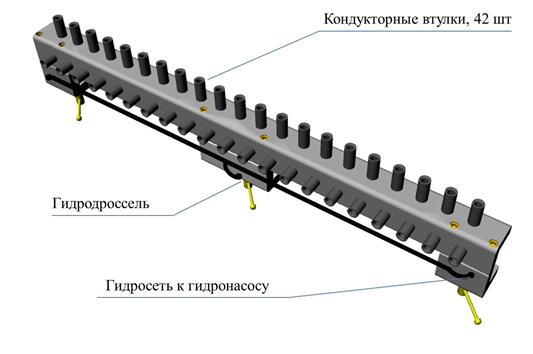
Рис 11 – Кондуктор с гидрозажимами для одновременного зажатия 42-х деталей типа «Упор»
Техническое описание конструкции приспособления
1) Приспособление технологично.
2) Для крупносерийного производства приспособление подходит идеально, так как сокращается время обработки
3) Хоть приспособление и дороговато, но количество партии с лихвой окупает его стоимость.
4) Расчеты силы зажима приспособлений исключают риск поломки или повреждения детали во время обработки.
5) Обеспечивает быстрый зажим и разжим заготовки и допускает большое число переналадок.
Кондуктор работает следующим образом: Зажимаемая деталь «Упор» устанавливается в наваренные 42 трубки. Зажим детали происходит при смещении подвижной планки, разжимающей упоры изнутри. Отверстие диаметром 3 мм сверлится на 21-м зажатом упоре в верхней части отверстия, торцевое отверстие сверлом и зенкером сверлится при вставлении детали «Упор» в длинную часть трубок кондуктора.
Выводы по конструкции приспособления
1. Приспособление хоть и относительно дорогое но окупает свою стоимость за счёт уменьшения времени на обработку отверстий.
2.Приспособление удобно в эксплуатации.
3. Ничуть не мешает работе станка или рабочего.
4. В следствии определённых расчётов силы зажима заготовка закрепляется в приспособлении не подвергаясь деформации.
5. Обеспечивает быстрый зажим и разжим заготовки и допускает большое число переналадок.
6. Предназначено для коротких по времени обработки операций
Вывод по Курсовому проекту
Выполняя курсовой проект я закрепил и воспользовался своими знаниями. Спроектировал станочное приспособление. Выполнил анализ конструкции детали. Создал технологический процесс на обработку детали. Выбрал элементы базирования и зажима заготовки, написал конструкцию и работу приспособления
Литература
1. Кузнецов Ю.И. и др. Оснастка для станков с ЧПУ. – М.: Машиностроение. 1990.
2. Белоусов А.П. Проектирование станочных приспособлений. – М.: Высшая школа. 1980.
3. Ансеров М.А. Приспособление для металлорежущих станков. – Л.: Машиностроение. 1975.
4. Плотицын В.Г. Наладка фрезерных станков. – Л.: Машиностроение. 1975.
5. Корсаков В.С. Основы проектирования приспособлений. – М.: Машиностроение. 1983.
6. Справочник технолога-машиностроителя под ред. Косиловой А.Г. и Мещерякова Р.К. – М.: Машиностроение. 1985.
7. Горошкин А.К. Приспособления для металлорежущих станков. – М.: Машиностроение. 1979.
8. Кутай А.К. Справочник по производственному контролю в машиностроении. – Л.: Машиностроение. 1974.
9. Кутай А.К. Справочник контрольного мастера. Лениздат. 1980.
10. Городецкий Ю.Г. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. – М.: Машиностроение. 1971.
11. Допуски и посадки. Справочник. Под ред. Мягкова В.Д. – Л.: Машиностроение. 1978.
 Приложение 1- FMEA анализ техпроцесса Упор
Приложение 1- FMEA анализ техпроцесса Упор
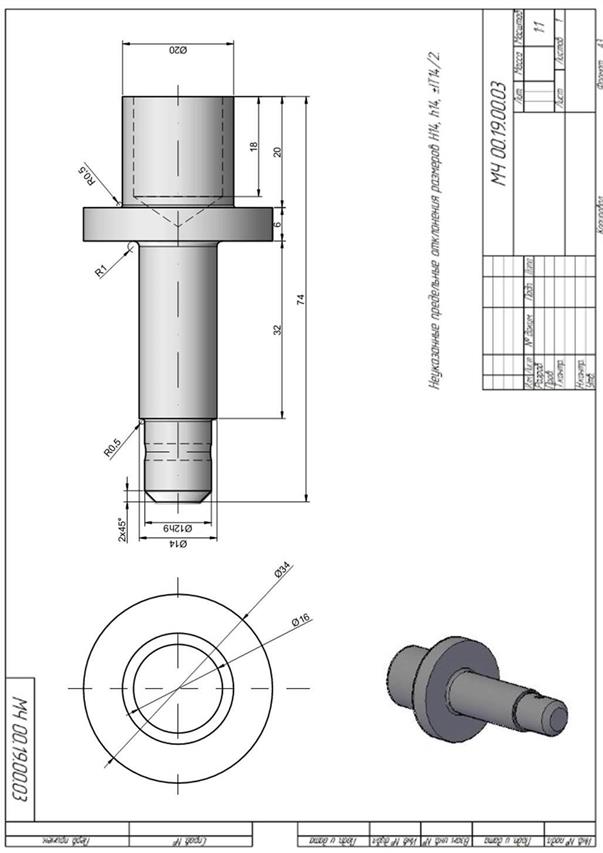
Приложение № 2 – «Чертеж детали «Упор»
Приложение 3 – Модель кондуктора