2.3.1. Разборка
Разборка паровых цилиндров
. Отвернуть гайки и снять крышку парового цилиндра
Вывернуть из соединительной муфты шток парового поршня и вынуть поршень со штоком из цилиндра, промыть, протереть, проверить годность
Отвернуть гайки и снять сальниковую коробку парового цилиндра.
Разобрать сальник: открепить нажимную втулку и вынуть сальниковую набивку
Разборка золотниковой коробки
Отвернуть гайки и снять крышку золотниковой коробки
Отсоединить золотниковый шток от золотниковой тяги и вынуть шток с золотником из коробки
Разобрать сальник: открепить нажимную втулку и вынуть сальниковую набивку
Снять коллектор с сальниковыми коробками на входе острого пара
Разъединить приемный фланец и снять золотниковую коробку.
Разборка механизма золотникового движения
Разобрать механизм золотникового движения, снять поводки, тяги (рычаги и витки)
Снять кронштейн механизма золотникового движения
Разборка клапанной коробки
Отвернуть гайки, снять крышку клапанной коробки
Отвернуть гайки, снять крышку клапанной коробки
Вынуть пружину и клапан, промыть и прочистить клапан и гнезда, проверить на годность Выпрессовать (вывернуть) гнездо клапана или седло клапана
Разборка гидравлических цилиндров
Отвернуть гайки и снять крышку гидравлического цилиндра
Разъединить шток с муфтой, вынуть поршень (плунжер) со штоком из цилиндра, очистить от грязи и проверить годность
Отвернуть болты и снять сальниковую коробку
Разобрать сальник: открепить нажимную втулку и вынуть сальниковую набивку
2.3.2 Ремонт
Ремонт паровых цилиндров
Отвернуть гайку, снять поршень со штока
Притереть места посадки поршня и штока взаимно
Вставить шток в поршень, закрепить гайкой и зашплинтовать
Промыть и зачистить шкуркой цилиндр
Зачистить шток шкуркой
Заменить защитную втулку
Снять продувочные краники и спускные трубки, разобрать, промыть, притереть, собрать и установить на место
Ремонт золотниковой коробки
Отвернуть гайку, снять золотник, подогнать новый, надеть золотник на шток и закрепить
Снять старые кольца, подогнать новые по канавкам золотника, разрезать и припилить замки и надеть кольца на поршень
Снять с поршня старые кольца, очистить от нагара и вновь установить их на поршень
Пришабрить по плите золотник
Пришабрить по золотнику зеркало золотниковой коробки
Заменить защитную втулку
Ремонт механизма золотникового движения
Опилить и развернуть по пальцу выработку поводковой вилки и заменить палец
Заменить втулку
Снять фаску под сварку и поводковой вилки
Снять фаску под сварку и поводковой вилки
Опилить поводковую вилку после сварки
Разметить и просверлить поводковую вилку с двумя сверлами (6 м 18 мм)
Опилить серьгу валика кронштейна механизма золотникового движения
Просверлить отверстие в серьге валика кронштейна механизма золотникового движения
Прогнать резьбу муфты механизма золотникового движения
Ремонт клапанной коробки
Пришабрить и притереть тарельчатый клапан
Расшарошить гнезда клапанных седел конусных клапанов
Притереть взаимно клапан и гнездо (седло) после расшарошки
Ремонт гидравлических цилиндров
. Отвернуть гайку, снять поршень (плунжер) со штока
Притереть места посадки поршня и штока взаимно
Надеть поршень (плунжер) на шток, закрепить гайкой и зашплинтовать
Выпрессовать старую и запрессовать новую гильзу гидравлического цилиндра
Выпрессовать старую и запрессовать новую втулку в сальниковую коробку и прогнать по штоку
Промыть, протереть, проверить годность гильзы гидравлического цилиндра
Разметить и вырубить манжету из резины
Промыть, протереть детали
Разбраковать детали
2.3.3 Сборка
. Сборка паровых цилиндров
Установить блок паровых цилиндров, присоединить к трубопроводам приема и выхода пара к среднику, выверить установку цилиндра и закрепить фундаментные болты
Собрать сальник: набить сальниковую набивку и установить нажимную втулку
Установить сальниковую коробку парового цилиндра и закрепить
Вставить в цилиндр шток с поршнем, ввернуть шток в муфту и закрепить
Установить крышку парового цилиндра с прокладкой и закрепить
. Сборка золотниковой коробки
Установить золотниковую коробку и соединить приемный фланец
Вставить в коробку золотниковый шток с золотником, соединить с золотниковыми тягами и отрегулировать парораспределение
Установить прокладку и крышку золотниковой коробки и закрепить
Установить прокладки и коллектор с сальниковыми коробками на выходе острого пара и закрепить
Собрать сальник: набить сальниковую набивку и установить нажимную втулку
Сборка механизма золотникового движения
Установить на место кронштейн золотникового движения и закрепить
Собрать механизм золотникового движения, соединить поводки и рычаги (вилки)
Сборка клапанной коробки
Запрессовать (ввернуть) гнездо (или седло) клапана в клапанную коробку
Запрессовать (ввернуть) гнездо (или седло) клапана в клапанную коробку
Установить прокладку и крышку клапанной коробки и закрепить
Сборка гидравлических цилиндров
Уложить прокладку, установить сальниковую коробку и закрепить
Вставить в цилиндр шток с поршнем (плунжером) и соединить шток с муфтой, отрегулировать и закрепить
Собрать сальник: набить сальниковую набивку и установить нажимную втулку
Установить прокладку, крышку гидравлического цилиндра и закрепить
2.3.4 Дополнительные работы
. Заменить поршневые кольца парового цилиндра
Снять с поршня старые кольца парового цилиндра, очистить от нагара и вновь установить их на поршень
Снять с поршня старые кольца парового цилиндра, очистить от нагара и вновь установить их на поршень
Снять с поршня старые кольца золотника
Снять старые поршневые кольца, очистить канавки поршня, подогнать по канавкам поршня и диаметру гидравлического цилиндра новые кольца, припилить замки, снять заусенцы и надеть кольца на поршень
2.2.2 Технология ремонта основных деталей и узлов насоса
Насос должен быть подготовлен к производству ремонта: отглушен от перекачиваемого продукта, промыт и пропарен. При ремонтах насоса с его разборкой делать отметки в ремонтном формуляре или карте о состоянии корпуса насоса и основных узлов.
Для механизации ремонтных операций используются стенды и приспособления.
Детали и узлы насосов должны быть тщательно очищены от грязи, остатков продукта и промыты.
При сдаче насоса в ремонт и приемке из ремонта составляются акты по форме. На каждый насос необходимо иметь технический паспорт, ремонтный формуляр или ремонтную карту.
Испытание насосов производится после капитального ремонта.
Персонал, допускаемый к обслуживанию насосов должен иметь соответствующую квалификацию и ознакомлен с инструкцией по обслуживанию и эксплуатации поршневых и плунжерных насосов.
Целью испытаний является проверка надежности и работоспособности насосного агрегата. При этом проверяется отсутствие посторонних шумов и стуков, герметичность уплотнений штоков плунжеров, вибрация насоса, напор и производительность, а при необходимости - потребляемая мощность и к.п.д. Испытания проводят на месте установки насоса. Испытания насоса проводят в следующей последовательности:
- испытание на герметичность соединений под рабочим давлением водой или другими некоррозионными, неядовитыми, невзрывоопасными невязкими жидкостями;
- испытание под рабочим давлением при работе насоса на циркуляцию, а затем в схеме установки.
При испытании на герметичность должны отсутствовать утечки жидкости в узлах уплотнений насоса. Обнаруженные неисправности устраняются ремонтным персоналом. Испытание под рабочим давлением проводит эксплуатационный персонал.
- убрать с насосного агрегата и вокруг него посторонние предметы, снять заглушки на трубопроводах обвязки насоса;
- проверить герметичность разъемных соединений насоса и трубопроводов, а также уплотнений подвижных узлов;
- проверить готовность к работе смазочной системы, подать масло на трущиеся поверхности;
- перед пуском насоса после его ремонта или разборки следует убедиться в том, что внутри цилиндров и золотников коробок не оставлены посторонние предметы и движению поршней ничего не препятствует, для чего продвинуть поршни 2-3 раза в крайние положения при открытых дренажных вентилях;
- проверить поступление воды на охлаждение сальников и масла в холодильник (у горячих насосов), исправность основных и вспомогательных трубопроводов;
- проверить наличие и исправность контрольно- измерительных приборов, ограждений, состояние крепления полумуфт электроприводных насосов и фундаментных болтов;
- открыть задвижки на нагнетательном и всасывающем трубопроводах. При наличии у насоса байпасной линии, соединяющий нагнетательный и всасывающий трубопроводы, пуск насоса проводят при закрытой задвижке на нагнетательном трубопроводе и открытом вентиле (задвижке) на байпасной линии, т.е. насос в период пуска работает на рециркуляцию, что уменьшает перегрузки привода насоса;
- если насос работает с большой высотой всасывания, заполнить рабочие камеры и всасывающий трубопровод гидравлической части перекачиваемой жидкостью;
- открыть вентиль на паровыпускной трубе и продувочные краны паровых цилиндров;
- насосы, перекачивающие жидкость с температурой выше 100°С (ниже 15°С, сжиженные газы с температурой ниже температуры окружающего воздуха), необходимо перед пуском прогреть (охладить). Прогрев (охлаждение) производится циркуляцией перекачиваемой жидкости через корпус, равномерно повышая (понижая) температуру не более 200"С в час. Охлаждение насосов, перекачивающих сжиженные газы с температурой ниже окружающей, производится за счет испарения перекачиваемого продукта в корпусе насоса.
Целью испытаний является проверка надежности и работоспособности насосного агрегата. При этом проверяется отсутствие посторонних шумов и стуков, герметичность уплотнений штоков плунжеров, вибрация насоса, температура подшипников и электродвигателя, напор и производительность, а при необходимости - потребляемая мощность и к.п.д. Испытания проводят на месте установки насоса. Испытания насоса проводят в следующей последовательности:
- испытание на герметичность соединений под рабочим давлением водой или другими некоррозионными, неядовитыми, невзрывоопасными невязкими жидкостями;
- испытание под рабочим давлением при работе насоса на циркуляцию, а затем в схеме установки.
При испытании на герметичность должны отсутствовать утечки жидкости в узлах уплотнений насоса. Обнаруженные неисправности устраняются ремонтным персоналом. Испытание под рабочим давлением проводит эксплуатационный персонал. Продолжительность испытаний насосов на циркуляцию 10-15 минут и в схеме установки не менее 4 часов.
Пуск и остановку насоса во время испытаний проводить согласно инструкции завода изготовителя и производственных инструкций предприятия. Во время испытаний все отсчеты (напор, подача, число оборотов или ходов и т.д.) нужно снимать при установившемся режиме. При колебании показаний приборов необходимо в течение равных интервалов проводить отсчеты и брать среднее их значение. При испытании насоса под рабочей нагрузкой:
- в соединениях насоса не должно быть посторонних шумов и стуков;
- температура подшипников должна соответствовать;
- напор и производительность должны удовлетворять требованиям технологического процесса и быть в пределах паспортных данных завода.
Рама
Рама (картер, станина) является базой компрессора, которая воспринимает усилия от кривошипно-шатунного механизма: усилия от давления газа в цилиндрах, от сил инерции движущихся и вращающихся частей, крутящих моментов и сил трения.
Литые рамы изготавливают, как правило, из чугуна СЧ 18, ГОСТ 1412-79.
В процессе эксплуатации могут появиться следующие дефекты рам:
изменение положения рамы из-за неравномерной осадки фундамента;
изменение геометрии той или иной части рамы под влиянием остаточных литейных напряжений;
отставание подошвы рамы от фундамента вследствие неудовлетворительно выполненной подливки, попадания масла под опорную часть рамы, разрушения подлитой части фундамента, ослабления крепления к фундаменту;
появление изломов и трещин на отдельных участках рамы в результате неравномерной или неправильной затяжки фундаментных болтов.
3.2.3. При среднем ремонте проводятся следующие проверки:
- сцепления рамы с фундаментом;
- наличия трещин визуально, а при необходимости - одним из методов дефектоскопии;
затяжки ответственных болтов и шпилек рамы;
- затяжки фундаментных болтов, а при их ослаблении - проверка положения рамы по уровню;
- состояния поверхностей скольжения направляющих крейцкопфов.
При капитальном ремонте выполняются работы среднего ремонта и проверяется:
- перпендикулярность осей расточек направляющих к оси вала горизонтальных насосов;
- параллельность осей рам двухрядных горизонтальных насосов;
- проверка положения рамы по уровню.
Рама должна быть демонтирована с фундамента, затем установлена и подлита вновь.
Проверка горизонтальности рам производится уровнем с ценой деления не более 0,1 мм на 1 м, который устанавливают на поверочную линейку, уложенную на нижнюю параллель, на горизонтальные поверхности около постелей коренных подшипников или на скалку длиной 500 мм.
В случае, когда параллели вследствие выработки не могут быть приняты за базу, горизонтальность фундаментной рамы в продольном направлении проверяют по плоскости стыка с цилиндром при помощи углового уровня.
Каждый замер производить дважды с поворачиванием уровня на 180°.
Проверку фундаментной рамы на отсутствие прогиба производят с помощью уровней или щупа и поверочной линейки длиной не менее 1 м, устанавливаемой на верхние обрабатываемые поверхности рамы при затянутых анкерных болтах.
При подтяжке ослабленных анкерных болтов следует обращать особое внимание на возможную деформацию рамы или изменение ее положения. При этом прогиб в продольном и поперечном направлениях не должен превышать для горизонтальных баз 0,1 мм на метр длины.
При срыве более 10% резьбы в отверстиях для шпилек рамы резьба должна быть нарезана на ближайший больший размер. При срыве у шпильки более 10% резьбы она должна быть заменена новой.
Результаты проверки заносят в ремонтный формуляр компрессора.
При обнаружении трещин в раме вопрос о возможности ее дальнейшей эксплуатации и ремонта решается в каждом отдельном случае руководством службы главного механика предприятия.
Таблица 5 - Допускаемые величины отклонений при установке рамы
| | | |
| Наименование отклонений
| Допускаемые величины
| |
|
| Отклонения от горизонтального положения рамы в направлениях, параллельном и перпендикулярном к оси насоса:
Отклонение фактической высотной отметки установленной рамы и смещение ее главных осей в плане от проектных
| 0,1 мм на 1 м длины
| |
|
10 мм
| |
|
Прогиб фундаментной рамы
| 0,03 мм на 1 м длины
| |
| | | | | | |
Выверка установленных на фундаменте рам проводится с применением:
- инвентарных клиновых-винтовых домкратов, защищаемых местной опалубкой от соприкосновения их с бетоном, либо регулирующих встроенных винтов,
- стальных плоских или клиновых подкладок, остающихся в бетонной подливке.

Рисунок 9 - Способы установки рам для выверки на фундаменте
а) на домкратах; б) на регулирующих винтах; в) на клиньях; г) на плоских подкладках.
Плоские подкладки под клиновыми парами должны иметь толщину не менее 10 мм, а клиновые - в пределах 20-30 мм. В одном пакете должно быть не более 5 подкладок В местах опирания регулировочных винтов на фундамент необходимо уложить плоские подкладки толщиной 12 мм, которые должны лежать на фундаменте без качки.
По окончании выверки рам подкладки в пакетах соединить между собой
электросваркой прихватками.
Замеры производят с помощью электроакустического метода. В момент касания штихмаса со струной цепь замыкается, и в наушниках слышен треск. Расстояние до струны считается замеренным правильно, если уменьшение длины штихмаса на 0,02 мм уже не дает контакта в цепи наушников.
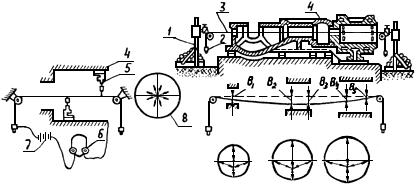
Рисунок10 -Схема электроакустической проверки центровки горизонтального насоса при помощи натянутой струны: 1 - подставка; 2 - груз; 3 - струна; 4 - рама; 5 - штихмас с надставкой; 6 - наушники; 7 - батарея карманного фонаря; 8 - движения штихмаса при замера.
Цилиндры и цилиндровые втулки. Крышки цилиндров
Цилиндры компрессоров обычно изготавливают литыми чугунными. Чугуны модифицированные или высокопрочные.
Выработка рабочей поверхности у цилиндров или втулок:
- нерациональный подбор трущихся поверхностей цилиндра и поршневых колец по твердости;
- некачественное выполнение при монтаже соосности цилиндра и рамы компрессора;
- плохое качество смазки, в результате чего могут появиться на зеркале цилиндра задиры;
- тепловые перенапряжения, которые могут вызвать коробление цилиндров, появление трещин;
- наличие абразивных частиц (пыли) в сжимаемом газе, которые приводят к появлению рисок и задиров на трущихся поверхностях цилиндров.
При плановых ремонтах необходимо выполнить следующие проверки состояния цилиндров и цилиндровых втулок.
При среднем ремонте:
- проверка состояния и определение выработки рабочих поверхностей зеркала цилиндра (цилиндровой втулки);
- проверка стальных цилиндров и отъемных клапанных головок на трещины усталости в местах концентрации напряжений при давлении нагнетания до 20 МПа - не реже одного раза в три года, а при давлении нагнетания выше 20 МПа - не реже одного раза в год.
При капитальном ремонте:
- проверка состояния и износа зеркала цилиндра;
- проверка цилиндров и отъемных клапанных головок на трещины. Проверка на трещины мест концентрации напряжений, находящихся на внутренней поверхности расточки цилиндра, производится при каждой замене втулки;
- проверка на трещины и коррозию у чугунных и стальных цилиндров внутренних перегородок, разделяющих полости со стороны воды и газа. Состояние этих перегородок контролируется путем их осмотра после промывки и очистки при одностороннем давлении, не превышающем перепада давлений между полостями в рабочих условиях;
- проверка состояния ответственных шпилек цилиндра и резьб в теле цилиндра под шпильки, масловводы и т.д.;
- очистка охлаждающих поверхностей цилиндров и их крышек от несмываемых отложений;
- проверка привалки цилиндров горизонтальных и оппозитных компрессоров по струне;
-проверка прилегания и положения опор цилиндров.
Гидроиспытание газовых и водяных полостей с полной проверкой их состояния производят для цилиндров с давлением нагнетания до 10 МПа через один капитальный ремонт, а выше 10 МПа - при каждом капитальном ремонте. Гидроиспытание производят также после каждой расточки цилиндра.
Состояние клапанных гнезд цилиндров и их уплотнительных поясков проверяется как при плановых ремонтах, так и при каждой замене клапана.
Определение величины выработки рабочей поверхности зеркала цилиндра или цилиндровой втулки производится путем замера с помощью микрометрического штихмаса или индикаторного нутромера их диаметров по трем сечениям - среднему и двум крайним. В каждом сечении производится два замера во взаимно перпендикулярных плоскостях. Изношенные цилиндры должны быть расточены или заменены.

Рисунок 11 - Замер диаметра цилиндра индикаторным нутромером.
При проведении расточки цилиндра или нескольких цилиндров ряда следует учитывать, что предельное ремонтное завышение внутреннего диаметра цилиндра или цилиндровой втулки допускается до значений, не превышающих: на диаметры до 200 мм - 2%, на диаметры свыше 200 до 700 мм - 1,5% и на диаметры номинального диаметра, если это позволяет конструкция цилиндра и расположение клапанов, но не более, чем это допускает завод-изготовитель, при этом утонение стенки цилиндра или мокрой втулки не должно превышать 10% от номинальной толщины (для сухих втулок - 20%).
В отдельных случаях допускается отступление от указанных значений, если оно обосновано поверочным расчетом на прочность и согласовано со специализированной организацией.
Таблица 6 - Предельные величины выработки цилиндров
| Диаметр цилиндра или втулки, мм
| Предельная величина бочкообразности, конусности и овальности, мм
|
| 50-100
| 0,10-0,20
|
| 100-150
| 0,20-0,30
|
| 150-300
| 0,30-0,55
|
| 300-400
| 0,55-0,65
|
| 400-700
| 0,65-0,80
|
| 700-1000
| 0,80-0,90
|
| 1000-1200
| 0,90-1,00
|
| 1200-1500
| 1,00-1,10
|
Цилиндры или цилиндровые втулки также должны быть расточены или заменены, если задиры зеркала в рабочей зоне превышают 10% длины их окружности при глубине отдельных рисок более 0,5 мм. Цилиндры или цилиндровые втулки должны быть заменены при наличии на них трещин.
Частота очистки водяных рубашек цилиндров и цилиндровых крышек от ила зависит от качества охлаждающей воды, но выполняется не реже чем во время среднего ремонта.
Очистка охлаждающих поверхностей цилиндров и их крышек от несмываемых отложений и накипи может производиться одним из следующих растворов:
- 20% раствором едкого натра в течение 6-8 часов;
- 10% раствором ингибированной соляной кислоты в течение 1-2 ч до прекращения газовыделения.
При отсутствии ингибированной соляной кислоты допускается применение 10% технической соляной кислоты с обязательной добавкой в качестве ингибитора 0,5% (5 г/л) уротропина, или формалина, или 1% столярного клея.
Перед очисткой рубашек все водяные линии отсоединяются, а люки плотно закрываются, за исключением верхнего, через который удаляются образующиеся при травлении газы. При химической очистке не следует пользоваться огнем вблизи рабочего места.
По окончании процесса травления спустить рабочий раствор из самого нижнего отверстия полости охлаждения и немедленно тщательно промыть ее водой.
Нейтрализацию и пассивирование производят 2%-ным раствором кальцинированной соды или тринатрийфосфата до полной нейтрализации остатков кислоты и восстановления (пассивирования) на промытой поверхности металла защитной оксидной пленки.
Применение для травления накипи неингибированной соляной кислоты, а также серной кислоты запрещается.
Шпильки и резьбовые отверстия цилиндров и их крышек перед проверкой очищают от грязи и тщательно промывают. Проверка их состояния производится визуально. Замеченные дефекты - забоины, риски, следы коррозии - устраняются.
Резьбы ответственных шпилек цилиндров с давлением нагнетания более 10 МПа проверяют электромагнитным методом, например, дефектоскопом МД-40К.
При обнаружении трещин, а также срыве резьбы шпильки подлежат замене. Геометрия резьб проверяется резьбомером. Шпильки с сорванной резьбой, нарушенной геометрией, задирами, вмятинами и трещинами подлежат замене.
Поврежденные резьбы масловводов и индикаторных пробок должны быть нарезаны в цилиндре на ближайший большой диаметр с заменой сопрягаемых деталей с соответственно увеличенным диаметром резьбы.
Причинами появления на цилиндровых втулках трещин могут быть:
- неудовлетворительные механические свойства чугуна втулки;
- завышенные посадочные натяги или зазоры (при свободной посадке втулок);
- недопустимая овальность и конусность цилиндра по посадочным поясам;
- отсутствие надлежащих галтелей у буртов втулки и скруглений кромок у отверстий;
- остаточные напряжения в металле втулки.
При прессовой посадке втулок с буртом рекомендуется для герметичности смазать внутреннюю торцовую часть бурта свинцовым глетом марки Г-1 или Г-2 ГОСТ 5539-73.
Предпочтительней выполнять посадку втулки с предварительным охлаждением ее сухим льдом или жидким азотом.
Перед монтажом цилиндров необходимо проверить наличие отверстий для смазки в новых гильзах, состояние контрольных штифтов, привалочных поверхностей, центрирующих заточек цилиндров. Замеченные риски или забоины должны быть зачищены.
Резьбу шпилек, которыми цилиндры крепятся к фонарям или рамам, следует смазать маслом с графитом и прогнать гайки.
Ремонт штуцера
Замена дефектных штуцеров выполняется по вариантам:
– замена дефектного штуцера без укрепляющего кольца;
– замена дефектного штуцера с укрепляющим кольцом.
Новый штуцер изготавливается в условиях ремонтного цеха с соблюдением требований, стандартов и нормативно-технической документации на изготовление штуцеров. Допускается изготовление укрепляющих колец для штуцеров из двух-четырёх частей. При этом контрольные отверстия должны быть в каждой части укрепляющего кольца. Контрольные отверстия выполняются с резьбой М10 по ГОСТ 8724 07.
Если после вырезки штуцера отверстие в корпусе получилось овальной формы или большего диаметра, допускают производить наплавку кромкиотверстия на наружную поверхность штуцера с выполнением следующих требований:
а) в зависимости от толщины стенки, материала штуцера и условий эксплуатации предварительного и сопутствующего подогревов и последующей термообработки;
б) наплавку производить кольцевыми валиками с перекрытием 1/3 ширины каждого;
в) наплавка многослойная с послойным визуальным контролем. Однослойная наплавка не допускается;
г) толщина наплавленного слоя «а», как на корпусе, так и на штуцере после наплавки
должна быть не более 10 мм, а после механической обработки – не более 8 мм. Ширина наплавленного слоя «b» по образующей штуцера должна быть больше суммарной толщины стенки корпуса и укрепляющего кольца на 15-20 мм. Допускается увеличение толщины наплавленного слоя на штуцере до 20 мм (18 мм после чистовой обработки) с проведением объёмной термической обработки штуцера после наплавки независимо от материала штуцера, толщины стенки патрубка и условий эксплуатации.
Д) произвести обработку наплавленной поверхности и проконтролировать неразрушающими методами на отсутствие наружных и внутренних дефектов.

Рисунок 12 – Способы укрепления отверстия под штуцер
Приварку штуцеров, бобышек, люков и т.п. к корпусу сосуда с неполным проплавлением (конструктивным зазором) не допускают.
Замена дефектного штуцера без укрепляющего кольца
(типовой технологический процесс)
Термическим способом обрезают штуцер на расстоянии 10-15 мм от поверхности корпуса. Удаляют швы приварки штуцера к корпусу по металлу шва без оплавления металла корпуса. Остатки шва зачищают до металла корпуса до шероховатости Rz 40. Местные выхваты металла корпуса не допускают. Кромки контролируют цветной дефектоскопией на отсутствие дефектов.
Если отверстие в корпусе получилось овальной формы или большего диаметра, допускается производить местную многослойную наплавку наружной поверхности нового штуцера с выполнением вышеперечисленных требований.
Вместо наплавки на наружную поверхность штуцера разрешается также установка штуцера, изготовленного с утолщённой стенкой патрубка.
Патрубок штуцера изготавливают из трубы или сплошной цилиндрической поковки
(соответствующей марки стали) путём её расточки и при положительных результатах контроля механических свойств образцов, вырезанных из этой же поковки вдоль её образующей. Величина утолщения должна соответствовать требованиям.
Кромки отверстия в корпусе подготавливают под сварку с зачисткой механическим способомв зависимости от толщины стенки корпуса. Контролируют подготовленные кромки отсутствие дефектов.
Новый штуцер устанавливают в отверстие, прихватывая с внутренней стороны к корпусу.
Количество прихваток не менее трёх с наибольшим расстоянием между ними 200-250 мм.
Штуцер приваривают к корпусу снаружи. После приварки механическим способом зачищаюткорень шва с удалением прихваток с внутренней стороны, а затем снова проводят контроль внешним осмотром и цветной дефектоскопией поверхности выборки в объёме 100%.
При необходимости сварной шов приварки штуцера к корпусу термообработать.
После чего сварное соединение подготавливают к контролю на отсутствие дефектов
ультразвуковым или радиографическим методами.
Особенности замены дефектного штуцера с укрепляющи мкольцом
(типовой технологический процесс).
Штуцер на расстоянии 10-15 мм от поверхности укрепляющего кольца отрезают термическим способом. Все швы соединения укрепляющего кольца с корпусом и швы приварки штуцера к укрепляющему кольцу и корпусу удаляют, не допуская при этом местные выхваты в металле корпуса и кольца, если предполагалось его повторное использование – глубиной более 10% от толщины стенки корпуса, но не более 5 мм. После чего кольцо снимают..
Остатки шва зачищают до металла корпуса до нужной шероховатости, контролируют на отсутствие дефектов. Местные выхваты металла недопустимы.
Если отверстие в корпусе получилось овальной формы или большего диаметра, допускается производить местную многослойную наплавку наружной поверхности нового штуцера с выполнением определённых требований.
Кромки отверстия в корпусе подготавливают под сварку с зачисткой механическим способом в зависимости от толщины стенки корпуса. Контролируют подготовленные кромки отсутствие дефектов. Обязательно с заплавкой местных выхватов на поверхности корпуса.
Патрубок штуцера устанавливают в отверстие корпуса и прихватывают с внутренней стороны к корпусу с соблюдением требований расстояния.
Штуцер приваривают к корпусу снаружи. После приварки механическим способом зачищают корень шва с удалением прихваток с внутренней стороны, а затем снова проводят контроль внешним осмотром и цветной дефектоскопией поверхности выборки в объёме 100%.
Укрепляющее кольцо устанавливаютна корпус и приваривают к корпусу и патрубку штуцера.
Фланец пристыковывают, и приваривают к патрубку штуцера.
Контролируют сварное соединение фланца с патрубком штуцера внешним осмотром,
цветной дефектоскопией и ультразвуковой дефектоскопией (рентгенопросвечиванием) в объёме 100%.
Штоки, поршни и поршневые кольца
Проверку состояния штоков производят во время среднего ремонта. Необходимо:
- определить износ рабочей поверхности штока и визуально осмотреть поверхность штока;
- проверить биение штока горизонтальных ступеней в вертикальной и горизонтальной плоскостях в пределах хода.
Кроме указанных проверок, во время среднего и капитального ремонтов проверяют состояние резьбы, галтелей и тела штока на трещины усталости. Проверку проводят также после случаев, которые могли вызвать значительные напряжения в металле штока.
При обнаружении трещин, сорванных или смятых витков резьбы шток заменяется.
Предельное биение штока в вертикальной и горизонтальной плоскостях для не должно превышать 0,3 мм на погонный метр.
Износ рабочей поверхности штока определяют замером микрометром его диаметра в рабочей части и сравниванием полученных данных с исходными, т.е. с номинальным диаметром штока и диаметром после последнего ремонта.
Если замеренный износ штока превышает нормы, то его следует проточить.
Таблица 7 - Допустимые величины изменения размеров штока
| | | | |
| Диаметр штока, мм
| Предельные значения овальности и конусности штока при давлении в цилиндре
| Допустимый износ штока до перешлифовки, мм
|
| | до 5 МПа
| свыше 5 МПа
| |
| 30-60
| 0,07
| 0,04
| 0,30
|
| 60-90
| 0,10
| 0,05
| 0,40
|
| 90-120
| 0,15
| 0,08
| 0,50
|
| 120-180
| 0,30
| 0,15
| 0,80
|
| 180-220
| 0,45
| 0,20
| 1,00
|
Шток должен быть изъят из эксплуатации, если уменьшение диаметра штока в результате проточек и шлифовок превышает предельные значения:
Насосы горизонтальных баз серии Г - 2,5% от номинального диаметра.
При визуальном осмотре поверхности штока небольшие дефекты поверхности устраняют запиловкой и шлифовкой на месте, а при значительных задирах и глубоких рисках штоки протачивают.
Обнаруженные дефекты на резьбе - забоины, риски, коррозия - зачищают и шлифуют.
Наклеп на плоскости опорного бурта штока устраняют проточкой с последующей притиркой опорной поверхности поршня по бурту штока. Неперпендикулярность опорной торцовой поверхности бурта штока, а также торца штока, упирающегося в дистанционную шайбу относительно его оси, не должна превышать 0,02 мм на 100 мм диаметра бурта. Проверку производят индикатором при установке штока в центрах.
При замене штока или поршня опорная поверхность поршня должна притираться
по опорной поверхности бурта штока.
Прилегание опорной поверхности бурта и гайки штока к поршню проверяется на краску и должно быть равномерным. Пробелы между отдельными отпечатками краски по кольцевым поверхностям не должны быть более 45° окружности, а общая площадь прилегания должна быть не менее 70% всей поверхности.
Чистота обработки трущейся цилиндрической части штока не должна быть не ниже Ra 0,16 (10).
Поковки для штоков в практике отечественного изготавливают из стали марок 40 и 45 ГОСТ 1050-04.
Поковки азотируемых штоков изготавливают из легированных сталей марок 38Х2МЮА, 38ХЮГОСТ 4543-71.
Глубина азотирования 0,28-0,45 мм. Контроль качества азотирования производят по закладываемым образцам: на твердость, глубину азотированного слоя и хрупкость.
На каждом изготовленном штоке выбивают клеймо ОТК и номер изделия по паспорту.
Поршень не допускается к эксплуатации:
- при наличии трещин на его теле или сварных швах;
- если на баббитовой заливке участки выкрошенного баббита и трещины с замкнутым контуром, а также задиры в виде борозд превышают 10% поверхности заливки;
- если толщина выступающего над поршнем слоя заливки составляет менее 60% от первоначальной- при нарушении фиксации пробок поршня и поршневой гайки.
Во время проверки состояния поршневых колец обнаруженные задиры на поверхности колец и заусеницы по их кромкам устраняют и зашлифовывают. Поршневые кольца заменяют, если величина радиального износа в любом сечении превышает 30% их первоначальной толщины, а также при задирах поверхности скольжения кольца, превышающих 10% окружности.
Заедание колец в канавках, как правило, является следствием их покоробленности. Такие кольца проверяются по контрольной плите щупом. Коробление устраняют шабровкой. Правка колец не допускается.
Вновь установленные поршневые кольца должны пройти приработку на холостом ходу при обильной смазке цилиндра. Приработка поршневых колец при новой цилиндровой втулке производится в течение 8 часов, а при старой втулке может быть снижена до 2 часов.
Сальниковые уплотнения
В насосах обычно применяют жесткие или эластичные металлические сальниковые уплотнения штоков. Зазоры в этих уплотнениях устанавливают в соответствии с указаниями завода-изготовителя.
Таблица 8 - З





