

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Процессы прокатки можно классифицировать по различным признакам. Сначала рассмотрим классификацию по взаимному расположению осей обрабатываемого тела и валков. По этому признаку различают прокатку продольную, поперечную и косую (винтовую).
Если ось прокатываемой полосы перпендикулярна осям валков, то прокатку называют продольной (рис. 1). При таком способе прокатки полоса перемещается только вперед, т.е. совершает только поступательное движение. Продольная прокатка является наиболее распространенной - около 90% всего проката получают этим способом.
Если ось прокатываемого тела параллельна оси валков, то прокатку называют поперечной. При этом оба валка вращаются в одну и ту же сторону. Они постепенно сближаются, в результате чего уменьшается диаметр изделия, которое также вращается, но в сторону, противоположную вращению валков (рис.3). В продольном направлении обрабатываемое тело не перемещается (если нет специальных тянущих устройств). Боковые ролики выполняют вспомогательную функцию: они удерживают изделия между валками. Поперечную прокатку используют в металлургии и машиностроении для производства валов, осей, втулок, шестерен и других изделий типа тел вращения.

Рис. 3. Схема поперечной прокатки (1 – рабочие валки, 2 – вспомогательные ролики, 3 – прокатываемая заготовка).
Если оси валков располагаются под углом друг к другу и к оси прокатываемой круглой заготовки, то такая прокатка называется косой или винтовой. Косая прокатка занимает промежуточное положение между поперечной и продольной. Благодаря такому расположению валков заготовка в процессе прокатки совершает не только вращательное, но и поступательное движение. Точки на поверхности заготовки движутся по ви-нтовой линии. Поскольку угол наклона валков по отношению к оси обрабатываемого тела обычно невелик (до 12-18°), косая прокатка по своему характеру ближе к поперечной, чем к продольной. Процесс косой прокатки широко применяют при производстве бесшовных труб, в частности на прошивных станах, где из сплошной круглой заготовки получают черновую трубу - гильзу. Процесс косой прокатки на прошивном стане схематично показан (рис. 4).
|
|
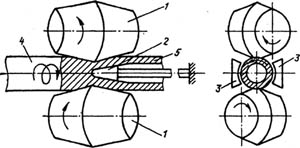
Рис. 4. Схема косой (винтовой) прокатки (1 – валки, 2 – прошивающая оправка, 3 –линейки, 4 – заготовка, 5 – гильза-труба).
Для образования в заготовке отверстия правильной формы между валка-ми устанавливается оправка, закрепленная на стержне. Линейки служат для удержания заготовки в валках.
Процессы прокатки подразделяют также на симметричные и несим-метричные. Симметричной прокаткой называют такой процесс, при котором воздействие каждого из валков на обрабатываемое тело является совершенно одинаковым, идентичным. Если это условие нарушается, то прокатку назы-вают несимметричной. К числу несимметричных процессов относятся: про-катка в валках неравного диаметра, прокатка с одним приводным валком, прокатка при различных окружных скоростях валков, прокатка при неравно-мерном (несимметричном) распределении механических свойств по высоте полосы (поясните, пожалуйста, каким образом это достигается!), прокатка при различных условиях трения на валках и др.
Важной характеристикой процесса прокатки является наличие или отсутствие внешних сил, приложенных к концам полосы. По этому признаку различают свободную и несвободную прокатку. Свободной называют прокатку тогда, когда на полосу действуют силы только со стороны валков. Несвободная прокатка осуществляется с натяжением или подпором концов полосы. Силы натяжения или подпора создаются смежными прокатными клетями, намоточно-натяжными барабанами или другими устройствами. На рис. 5 показаны силы натяжения (а) и подпора (б) при прокатке: 1 - заднее натяжение; 2 – переднее натяжение; 3 - задний подпор; 4 -передний подпор.

Рис. 5. Схема несвободной прокатки: а – переднее и заднее натяжение;
б – передний и задний подпор.
|
|
|
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

