

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Вопросы для экзамена по курсу «Технология обработки материалов»
1. Современные методы выплавки чугуна.
2. Классификация видов чугуна, области использования.
3. Использование чугуна для изготовления художественных изделий.
4. Способы производства стали.
5. Классификация видов стали.
6. Использование стали для изготовления художественных изделий.
7. Производство цветных металлов. Технология получения меди и ее сплавов.
8. Использование меди и ее сплавов для изготовления художественных изделий.
9. Производство цветных металлов. Технология получения алюминия и его сплавов.
10. Преимущества использование алюминия и его сплавов в промышленности.
11. Производство благородных металлов. Золото и его сплавы, применение золота и его сплавов в промышленности и ювелирной технике.
12. Производство благородных металлов. Серебро и его сплавы, применение серебра и его сплавов в промышленности и ювелирной технике.
13. Производство благородных металлов. Платина и ее сплавы, применение платины и ее сплавов в промышленности и ювелирной технике.
14. Классификация видов обработки металлов давлением.
15. Цели и задачи ковки. Ручная и машинная ковка.
16. Классификация видов операций свободной ковки.
17. Предварительные операции свободной ковки.
18. Основные операции свободной ковки.
19. Вспомогательные и отделочные операции свободной ковки.
20. Объемная штамповка, сущность, инструмент, оборудование.
21. Объемная штамповка, формоизменение в открытых штампах.
22. Объемная штамповка, формоизменение в закрытых штампах.
23. Штамповка в многоручьевых штампах.
24. Классификация операций листовой штамповки.
25. Разделительные операции листовой штамповки.
26. Формоизменяющие операции листовой штамповки.
27. Художественная листовая штамповка металла в состоянии «сверхпластичности».
28. Выколотка, технология, основные приемы работы.
29. Металлопластика, технология изготовления художественных изделий.
30. Басменное тиснение, технология изготовления художественных изделий.
31. Чеканка, технология изготовления художественных изделий декоративно-прикладного искусства.
32. Чеканка, технология изготовления монет, медалей и т.д.
33. Скань, технология изготовления художественных изделий.
34. Прокатка, определение и классификация процесса прокатки.
35. Виды процесса прокатки (прокатка продольная, поперечная, поперечно-винтовая, периодическая).
36. Технологические схемы прокатки, сортовой прокат, листовой прокат. Установки МНЛЗ для получения прокатного полуфабриката.
37. Показатели деформации при прокатке.
38. Прессование. Сущность процесса, инструмент, оборудование.
39. Прямое и обратное прессование. Очаг деформации при прессовании.
40. Показатели деформации при прессовании.
41. Волочение. Сущность процесса, инструмент, оборудование.
42. Показатели деформации при волочении.
43. Применение процесса волочения в ювелирной технике.
44. Классификация видов литья металлических материалов.
45. Технология литья в песчано-глинистые смеси.
46. Технология литье в многоразовые формы.
47. Художественное литье в разовые формы: по выжигаемым (газифицируемым) моделям), оболочковое литье, вакуумно-пленочное литье.
48. Камень. Классификация камнеобрабатывающего производства.
49. Технология изготовления изделий из природных камней.
50. Основные виды натуральных камней и направления их использования.
51. Виды драгоценных камней.
52. Технология изготовления художественных изделий из ювелирных камней.
53. Стекло. Технология изготовления изделий из стекла.
54. Технология изготовления художественных изделий из стекла.
55. Хрусталь. Отличительные особенности, виды художественных изделий.
56. Керамика. Технология изготовления художественных изделий из керамики.
57. Дерево. Технологические процессы обработки древесины.
58. Пластмассы. Классификация видов пластмасс. Особенности использования пластмасс при изготовлении изделий.
59. Пластмассы. Технология изготовления художественных изделий из пластмассы.
60. Кость, рог. Технологические процессы обработки и изготовления изделий.
Ответы:
11. Использование золота в современной промышленности чаще всего встречается в:
· Транспортной отрасли;
· Химии и нефтехимическом производстве;
· Энергетике;
· Электронике и производстве измерительных приборов;
· Телекоммуникациях;
· Нанотехнологиях;
· Авиации и космической отрасли.
В ювелирном деле:
Ювелирныйе изделия и монеты. Золочение – это процесс нанесения на поверхность изделий, конструкций, архитектурных сооружений слоев золота от десятых долей мкм до 2-3 мкм и до 20-25 мкм в некоторых ответственных случаях. Запасы золота распределяются примерно следующим образом: 60 % составляют официальные резервы (в банках и казначействах), 20 % – частная тезаврация (накопление) и 20 % – в виде драгоценностей (ювелирные и худо- жественные изделия) и промышленной продукции. В нашей стране для изготовления ювелирных изделий используется золото проб: 375-й, 500-й, 585-й, 750-й, 958-й, 999-й. Во Франции и Италии золотыми украшениями остаются изделия из сплавов 750-й пробы и выше, а в Канаде минимальная проба золотого сплава – 375-я; самый же популярный низкопробный золотой сплав – 416-й пробы. Ювелирные изделия массового спроса зарубежного производства на рынке Российской Федерации имеют цену несколько ниже, чем аналогичные российские. Но изделия известных зарубежных ювелирных фирм, таких как Cartier, Tiffany, Swarowsky, Bulgari, Van Cleef, Carrera и др., дороже аналогичных российских в 1,5-2 раза.
12.
В ювелирном деле:
В художественной промышленности серебро используется для производства ювелирных изделий, дорогой художественной посуды, столовых приборов, сувениров, подарочных и других предметов. Средствами обработки серебра и украшения изделий из него служат чеканка, литье, филигрань, тиснение, применение эмалей, черни, гравировки, золочения.
В промышленности
Серебро обладает наибольшей электропроводностью, теплопроводностью и стойкостью к окислению кислородом при обычных условиях. Поэтому оно широко применяется для контактов электротехнических изделий, например, контакты реле, ламели, а также для многослойных керамических конденсаторов, в СВЧ технике как покрытие внутренней поверхности волноводов.
Медносеребряные припои ПСр-72, ПСр-45 и другие, применяются для пайки разнообразных ответственных соединений, в том числе, разнородных металлов.
Большое количество серебра постоянно расходуется для производства серебряно-цинковых и серебряно-кадмиевых аккумуляторных батарей, обладающих очень высокой энергоплотностью и массовой энергоёмкостью и способных при малом внутреннем сопротивлении выдавать в нагрузку очень большие токи.
Галогениды серебра и нитрат серебра применяются в фотографии, так как обладают высокой светочувствительностью.
Иодистое серебро применяется для управления климатом («разгон облаков»).
Используется как покрытие для зеркал с высокой отражающей способностью (в обычных зеркалах используется алюминий).
Серебро применяется в качестве добавки (0,1—0,4 %) к свинцу для отливки токоотводов положительных пластин специальных свинцовых аккумуляторов (очень большой срок службы (до 10—12 лет) и малое внутреннее сопротивление).
Как катализатор в реакциях окисления, например при производстве формальдегида из метанола, а также эпоксида из этилена.
Хлорид серебра применяется в хлор-серебряно-цинковых батареях, а также для покрытий некоторых радарных поверхностей. Кроме того, хлорид серебра, прозрачный в инфракрасной области спектра, используется в инфракрасной оптике.
Используется в качестве катализатора в фильтрах противогазов.
Фосфат серебра применяется для варки специального стекла, используемого для дозиметрии излучений. Примерный состав такого стекла: фосфат алюминия — 42 %, фосфат бария — 25 %, фосфат калия — 25 %, фосфат серебра — 8 %.
Монокристаллы фторида серебра применяются для генерации лазерного излучения с длиной волны 0,193 мкм (ультрафиолетовое излучение).
Ацетиленид серебра (карбид) изредка применяется как мощное инициирующее взрывчатое вещество (детонаторы).
Перманганат серебра, кристаллический тёмно-фиолетовый порошок, растворимый в воде; применяется в противогазах. В некоторых специальных случаях серебро так же используется в сухих гальванических элементах следующих систем: хлор-серебряный элемент, бром-серебряный элемент, йод-серебряный элемент.
13.
Одним из основных видов литейной технологии является получение от-ливок в песчано-глинистых смесях (или как говорят «по земле»). Это один из старейших процессов получения изделий литьем, поэтому ему присущи те же недостатки, что и были в прошлое время. Однако от этого процесса до сих пор нельзя отказаться, и он, наряду с новыми технологиями, широко исполь-зуется, в частности, и для получения художественного литья.
Повышение точности и чистоты поверхности отливок достигают, используя специальные методы литья, к которым относят кокильное, под давлением, по выплавляе-мым моделям, по выжигаемым (газифицируемым) моделям, в оболочковые формы, центробежное и др. виды
Формовочные смеси.
Для получения качественных отливок в песчаных формах большое зна-чение имеют формовочные смеси - т.е. материал, из которого делают форму и в которую затем заливают металл для получения отливки. Качество формо-вочных смесей зависит от качества исходных материалов. Формовочная сме-сь, как правило, состоит из трех компонентов: наполнителя, связующего и специальных добавок.
|
 | |||
 |
 | |||
 |
Рис. 1. Схема технологического процесса получения отливок в формах
из песчано - глинистых смесей.
Наполнители – основные по объему компоненты формовочной смеси, обладающие относительно высокой огнеупорностью, термической стой-костью, инертностью к расплавленному металлу, механической прочностью, низким коэффициентом термического расширения, однородным зерновым составом и минимальной стоимостью. На первых этапах развития литейного производства в качестве наполнителей применялись кварцевые пески и пыле-видный кварц (маршалит). В связи с ростом требований к качеству отливок стали использовать и другие природные, а также искусственные материалы.
Связующие материалы являются компонентами, которые скрепляют наполнитель, не давая ему рассыпаться. Основными характеристиками связу-ющих являются прочность на сжатие смеси связующего с наполнителем в отвержденном состоянии, температура начала деструкции и количество вы-деляющихся при этом газов, т.е. газотворность. В литейном производстве в качестве связующих используется большое количество материалов - прежде всего, огнеупорная глина, а также портландцемент, жидкое стекло, синтети-ческие смолы; а при изготовления стержней – жидкое стекло с порошкооб-разными и жидкими отвердителями, фенолфурановые, фенолформальдеги-дные, карбамидно-фурановые, а также фосфатные связующие.
Добавки – компоненты, которые служат для регулирования технических свойств смесей. Добавки к наполнителям используют обычно в виде тонкодисперсных материалов (порошков), увеличивающих плотность смеси. Они повышают прочность смеси за счет активации системы «наполнитель – связующее», препятствуют проникновению металла в форму как порозаполнители. Добавки к связующему бывают нескольких типов: отвердители, пенообразователи (поверхностно-активные вещества – ПАВ) и модификаторы.
В разрыхленном состоянии смесь, выпущенная из смесителя, имеет очень малую прочность, поэтому ее необходимо уплотнить для увеличения ее прочности. Для уплотнения смеси применяют различные способы: уплот-нение трамбовками, прессование, вибропрессование, встряхивание, вдувание и выстреливание смеси (пескодувный и пескострельный способы), метание порций смеси (пескометный способ), вакуумирование форм и др. В процессе уплотнения смеси изменяется ее структура и возрастает плотность.
Общее положение состоит в том, что в большинстве случаев качествен-ные отливки получаются при относительной плотности смеси 85-90 % от максимально возможной для данного состава.
Далее возникает вопрос выбора состава формовочной смеси, так как она может быть как высококачественной, так и не очень. На практике выбор состава смеси обусловлен ее назначением. Наиболее распространены песча-но-глинистые смеси, которые подразделяют следующим образом:
а) по применению при формовке на облицовочные, наполнительные и единые;
б) по роду заливаемого металла: для чугуна, стали и цветных металлов.
Облицовочной называют формовочную смесь повышенного качества, из которой выполняют рабочую поверхность формы толщиной от 10 до 40 мм, которая соприкасается с расплавом. Эта смесь должна иметь высокую пластичность, газопроницаемость, прочность и огнеупорность. Она содержит 50 – 90% свежих формовочных материалов, а остальное – регенерированную (т.е. уже использованную ранее) оборотную смесь.
Наполнительной называют формовочную смесь более низкого качест-ва, которая используется для заполнения объема формы, оставшегося после нанесения облицовочного слоя. В ее состав входит 95 – 98% оборотной реге-нерированной смеси и только 5 – 2% свежих формовочных материалов.
Единая формовочная смесь занимает по качеству промежуточное поло-жение. Она применяется при машинном производстве мелких форм, предназ-наченных для тонкостенных отливок. В ее состав входит 85 – 95% оборотной регенерированной смеси и 15 – 5% свежих формовочных материалов. В сос-тав облицовочных и единых смесей, кроме глины, часто вводят противопри-гарные добавки.
Формовка.
Согласно технологии получения отливок следующим этапом является изготовление форм, стержней и их сборка. Эта операция, называемая «фор-мовкой», самая сложная и трудоемкая в схеме изготовления отливки. На нее приходится от 30% до 60% общей трудоемкости изготовления отливок. Фор-
мовка бывает следующих видов: ручная по моделям в почве и в опоках, шаб-лонная формовка, машинная формовка.
Согласно ГОСТ 18169-86, литейная форма есть «система элементов, образующих рабочую полость, при заливке которой расплавленным метал-лом формируется отливка». Элементы, образующие рабочую полость, изго-тавливают по отдельности, и при сборке они составляют единую литейную форму. Ниже приведены элементы формы:
1. Основные части формы образуют те поверхности рабочей полости, которые оформляют внешние поверхности отливки. Внешние боковые поверхности частей формы образуются опокой (см. далее). Если формовка производится в двух опоках, то при заливке их называют верхней и нижней полуформами. Поверхность соприкосновения двух полуформ называют линией разъема (иногда ладом).
2. Литейные стержни образуют те поверхности рабочей полости, которые оформляют преимущественно внутренние поверхности отливки, создавая в них полости и углубления. Сборочные операции со стержнями выполняются с помощью знаков. Знаки представляют собой выступы на стержнях, вставляемые при сборке в соответствующие углубления форм.
3. Холодильники – специальные приспособления в опоке, создающие условия для ускоренного охлаждения отдельных частей отливки.
Для образования внешних поверхностей литейной формы служит моде-льно-опочная оснастка. Опоки представляют собой ящики без дна и крышки, в которые помещается формовочная смесь и изготовляется верхняя и нижняя полуформы. Они имеют приспособления для транспортировки и сборки по-луформ. Модели служат для получения рабочих поверхностей полостей форм, а стержневые ящики – для получения стержней. Стержневые ящики имеют вид сосудов, в которых стержневая смесь приобретает заданную кон-фигурацию и размеры. Процесс изготовления литейных форм и стержней (с помощью модельно-опочной оснастки) из формовочных и стержневых смесей называют формовкой.
Формовка по цельной модели в двух опоках.
Для иллюстрации процесса формовки приведем описание ее по цель-
ной модели в двух опоках (рис. 2). Модель кладут гладкой поверхностью на подмодельную плиту (рис. 2 г). Затем на нее ставят опоку (впоследствии она станет нижней), через сито насеивают слой облицовочной смеси, после чего в несколько приемов слоями толщиной до 50-70 мм засыпают наполнительную смесь и утрамбовывают ее. Излишек смеси сверху опоки срезают линейкой и делают душником наколы 1, не доходящие до модели на 10-15 мм (рис. 2 д). Набитую нижнюю опоку переворачивают на 1800, плоскость разъема опок заглаживают гладилкой, посыпают разделительным песком и модель накрывают верхней опокой. После этого в верхней опоке размещают модели стояка и выпоров с таким расчетом, чтобы они были достаточно удалены от стенок и крестовин опоки (рис.2 е). После уплотнения смеси в верхней опоке и извлечения из формы модели стояка и выпоров опоку поднимают и кладут на ребро или поворачивают на 1800. Затем из нижней опоки удаляют модель, а форму исправляют, обдувают и припыливают и при необходимости ставят стержни. Затем верхнюю опоку по штырям осторожно устанавливают на нижнюю (рис. 2 ж). Точное центрирование при спаривании опок производится с помощью контрольных штырей, вставляемых в отверстия центрирующих ушек. Во избежание прорыва металла через плоскость разъема во время заливки опоки скрепляются металлическими скобами.
Рис. 2. Формовка в двух опоках по цельной модели:
а – отливка; б – модель; в – стержень; г, д, е, ж – операции формовки.
Литье в кокиль.
Кокиль – (coquille, француз. – раковина, скорлупа) – металлическая ли-тейная многократно используемая форма. В кокиле можно отлить достаточно большое количество отливок, прежде чем его будет необходимо подвергнуть ремонту или утилизации. Обладая по сравнению с песчано-глинистыми фор-мами приблизительно в 60 раз более высокой теплопроводностью, кокили обе-спечивают мелкозерниструю структуру отливок, что повышает их прочность. При кокильном литье отпадает необходимость в модельно-опочной оснастке, в формовочных и стержневых смесях, что не только дает большую экономию, но и снижает количество пыли и улучшает экологические условия труда; по-вышается точность и чистота поверхности отливки. Обслуживание кокилей не требует рабочих высокой квалификации; значительно повышается производи-тельность и уменьшаются необходимые производственные площади.
Технологический процесс кокильного литья можно легко механизи-ровать. Механизированные кокили имеют устройство, позволяющее закры-вать и раскрывать их с помощью пневматического или гидравлического при-вода. При массовом производстве несколько кокильных машин устанавлива-ют на вращающиеся карусели, поворачивающиеся на необходимый угол че-рез определенное время, за которое производится заливка кокиля.
Наряду с преимуществами у кокильного литья есть и недостатки: высокая стоимость кокилей позволяет использовать их только в серийном и массовом производствах, как правило, при изготовлении несложных по кон-фигурации отливок из чугуна, стали и цветных металлов. Изготавливают кокили из серого чугуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
По конструкции кокили различают неразъемные (вытряхные) и разъе-
мные с горизонтальным и вертикальным разъемами. Разъемные кокили сос-тоят из двух половин, центрирующихся направляющими штырями. Чтобы избежать коробления, кокиль снабжают ребрами жесткости, либо делают коробчатой формы. Отверстие или внутреннюю полость в отливке делают с помощью стержня – песчаного или металлического. Металл заливают в лит-никовую чашу и по стоякуи питателямон заполняет полость формы.
Изготовление отливок в кокиле состоит из следующих операций (рис. 4): очистка кокиля от старой облицовки; нанесение огнеупорного защитного покрытия или покраска рабочей поверхности кокиля; сборка формы с устано-вкой стержней; заливка кокиля; выдержка отливки в форме; раскрытие коки-ля и удаление из него отливки.


а б в


г д
Рис. 4. Технологический процесс литья в кокиль.
а – окраска кокиля; б – установка стержней; в – сборка и заливка
формы; г – затвердевание отливки; д – разборка кокиля
Литье под давлением.
Изготовление отливок литьем под давлением ( ЛПД) занимает одно из ведущих мест в литейном производстве. Этим способом изготавливают ли-тые заготовки самой различной конфигурации, массой от нескольких грам-мов до нескольких десятков килограммов. Сущность метода состоит в том, что жидким металлом принудительно заполняют металлическую пресс-фо-рму под давлением, которое поддерживают до полной кристаллизации отли-вки. Давление обеспечивает быстрое и хорошее заполнение формы, высокую точность и малую шероховатость поверхности отливки. Принудительное пи-тание отливки жидким металлом исключает, возможность образования уса-дочных раковин, пористости и не требует установки прибылей. Ускоренная кристаллизация металла в металлической пресс-форме под давлением обус-лавливает образование мелкозернистой структуры. Благодаря внешнему дав-лению растворенные в металле газы остаются в твердом растворе, что сни-жает газовую пористость металла. Отливки, полученные этим методом, как правило, не имеют припусков на механическую обработку и после удаления из формы являются готовыми деталями. Литьем под давлением можно полу-чать отливки с толщиной стенки до 0,5 мм (!), сложной конфигурации и с от-верстиями диаметром до 1 мм. Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Высокая стоимость пресс-форм, имеющих сложную конфигурацию и требующих высокой точности изготовления, обуславливает целесообраз-ность применения литья под давлением только в крупносерийном и массовом производствах.
Оборудование и технология литья под давлением.
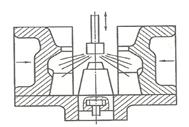
Литье под давлением осуществляют на компрессорных и поршневых машинах высокой производительности, дающих 200-460 отливок в час. По-ршневые машины выпускают с горячей или холодной камерой сжатия, рас-положенной горизонтально или вертикально. Машины с горячей камерой сжатия, в которых камера находится непосредственно в расплаве, применяют для получения отливок из сплавов с низкой температурой плавления на ос-нове цинка, олова и свинца. Машины с холодной камерой сжатия, в которых камера вынесена за пределы расплава, используют для получения отливок из более тугоплавких цветных сплавов на основе меди, алюминия и магния. На рис. 3 показана схема машины с вертикальной холодной камерой сжатия.
Расплав 4 заливают в камеру сжатия 5 (положение I). Верхний поршень 1, опускаясь, давит на расплав и на нижний поршень 10, который при движе-нии вниз открывает литниковый канал 3. Металл заполняет полость 2 пресс-формы, состоящей из двух половин 6 и 7 (положение II). Объем жидкого ме-талла должен быть больше объема полости формы, чтобы между верхним и нижним поршнем оставался избыток металла. Давление верхнего поршня поддерживают до полной кристаллизации отливки, после чего пресс-форму раскрывают и отливку 9 вместе с литником 12 выталкивают из формы толка-телями 5. Нижний поршень выталкивает наружу избыток металла 11 (поло-жение III) и его отправляют в переплав.

Рис. 5. Схема поршневой машин для литья под давлением
с вертикальной камерой сжатия.
В машинах с холодной камерой сжатия поршень контактирует с расп-лавом в течение короткого промежутка времени и поэтому мало изнашива-ется. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. В таких машинах при литье алюминиевых и медных сплавов давление может достигать от 100 до 300 МПа.
Виды хрусталя.
Выделяют следующие разновидности хрусталя:
Свойства хрусталя.
От процентного содержания оксида свинца зависят «вокальные» способности хрусталя, его прозрачность, прочность, вес, блеск и другие свойства. Гусевской хрусталь варится с содержанием оксида свинца строго равным 24%, что соответствует восхитительным оптическим свойствам и высокой плотности. Благодаря этому мы можем наблюдать многоцветную игру света в гранях, блеск поверхностей и слышать чудесный мелодичный звон. Совершенствуясь, технология производства хрусталя из кремниевого песка стала включать добавление, кроме окиси свинца, еще и борной кислоты, соединений мышьяка и сурьмы. Для создания цветного хрусталя используются различные добавки: кобальт придает чистые синие тона, для красного цвета – добавляют кадмий или соединения золота, для розового – кремний. Зеленым хрусталь делает окись меди, а изысканный фиолетовый цвет придают окислы марганца. В царские времена на Гусевском заводе хрустальную посуду и хрустальные вазы окрашивали также с помощью коллоидного золота и окислов урана. Это были достаточно дорогие, но и самые красивые художественные изделия.
Обычно изделие из хрусталя украшается гравировкой – неглубокий матовый рисунок, огранкой – широкая полированная грань, резьбой – глубокие борозды, при пересечении которых возникает сетка (т. н. «алмазная грань»), шлифовкой. После шлифовки грани приобретают особый блеск. Граненый хрусталь, преломляя свет, создает яркие радужные отблески.
Производство хрусталя. Чтобы получить хрусталь, нужно расплавить шихту, из которой делают хрусталь. Шихта – это смесь песка, поташа и оксида свинца, как раз его наличие и есть главное отличие хрусталя от простого стекла. Исходное сырье плавится в печах при огромной температуре свыше 1500 градусов Цельсия. Расплавленная масса очень быстро остывает. Для ускорения процесса одним изделием занимаются сразу несколько человек. У печи работают мастера выдувальщики, наборщики и прессовальщики. Выдувальщики вооружены специальными трубками с резиновой грушей. На один конец стеклодувной трубки берётся капля раскалённого хрусталя и с помощью резиновой груши изделие выдувается в форму. У мастера наборщика – наборная трубка. С её помощью он набирает из печи необходимое количество стекломассы и приносит её к мастеру прессовальщику, который управляет пресс-формой. После того, как изделие выдувается и ему придается необходимая форма, оно поступает в печь на отжиг. Отжиг предназначен для более равномерного остывания хрусталя. В печи для отжига в течение 1.5 часов температура снижается с 700 градусов до 40 – 50 градусов. Далее в пламени газовой горелки срезается верхняя часть изде-лия, где была стеклодувная трубка.
После этого изделие проходит первый контроль качества: нет ли больших пузырей, камней, кривизны ножки; производят измерение толщины слоя стекла. Гладкие изделия украшаются алмазной гранью. Для начала на изделие наносят разметку, после разметки изделие ставится на конвейер и идёт от мастера к мастеру. Процесс нанесения алмазной грани начинается с самого большого абразивного круга, а заканчивается на самых маленьких. Чтобы стеклянная пыль не попадала в дыхательные пути, на абразивные круги подаётся вода. После нанесения алмазная грань становится матовой. Чтобы получить прозрачную грань, изделие подвергают химической полировке в смеси плавиковой и серной кислот. Кислота разъедает и полирует стекло. Далее изделие тщательно моют, и, если необходимо, наносят грани, которые должны остаться матовыми. В завершение изделие снова подвергают проверки, маркируют и упаковывают. Уже около трех веков хрусталь продолжает быть одним из самых излюбленных материалов для художников из-за уникальных оптических качеств хрусталя. Хрусталь действительно никогда не теряет ни в популярности, ни в цене.
Вопросы для экзамена по курсу «Технология обработки материалов»
1. Современные методы выплавки чугуна.
2. Классификация видов чугуна, области использования.
3. Использование чугуна для изготовления художественных изделий.
4. Способы производства стали.
5. Классификация видов стали.
6. Использование стали для изготовления художественных изделий.
7. Производство цветных металлов. Технология получения меди и ее сплавов.
8. Использование меди и ее сплавов для изготовления художественных изделий.
9. Производство цветных металлов. Технология получения алюминия и его сплавов.
10. Преимущества использование алюминия и его сплавов в промышленности.
11. Производство благородных металлов. Золото и его сплавы, применение золота и его сплавов в промышленности и ювелирной технике.
12. Производство благородных металлов. Серебро и его сплавы, применение серебра и его сплавов в промышленности и ювелирной технике.
13. Производство благородных металлов. Платина и ее сплавы, применение платины и ее сплавов в промышленности и ювелирной технике.
14. Классификация видов обработки металлов давлением.
15. Цели и задачи ковки. Ручная и машинная ковка.
16. Классификация видов операций свободной ковки.
17. Предварительные операции свободной ковки.
18. Основные операции свободной ковки.
19. Вспомогательные и отделочные операции свободной ковки.
20. Объемная штамповка, сущность, инструмент, оборудование.
21. Объемная штамповка, формоизменение в открытых штампах.
22. Объемная штамповка, формоизменение в закрытых штампах.
23. Штамповка в многоручьевых штампах.
24. Классификация операций листовой штамповки.
25. Разделительные операции листовой штамповки.
26. Формоизменяющие операции листовой штамповки.
27. Художественная листовая штамповка металла в состоянии «сверхпластичности».
28. Выколотка, технология, основные приемы работы.
29. Металлопластика, технология изготовления художественных изделий.
30. Басменное тиснение, технология изготовления художественных изделий.
31. Чеканка, технология изготовления художественных изделий декоративно-прикладного искусства.
32. Чеканка, технология изготовления монет, медалей и т.д.
33. Скань, технология изготовления художественных изделий.
34. Прокатка, определение и классификация процесса прокатки.
35. Виды процесса прокатки (прокатка продольная, поперечная, поперечно-винтовая, периодическая).
36. Технологические схемы прокатки, сортовой прокат, листовой прокат. Установки МНЛЗ для получения прокатного полуфабриката.
37. Показатели деформации при прокатке.
38. Прессование. Сущность процесса, инструмент, оборудование.
39. Прямое и обратное прессование. Очаг деформации при прессовании.
40. Показатели деформации при прессовании.
41. Волочение. Сущность процесса, инструмент, оборудование.
42. Показатели деформации при волочении.
43. Применение процесса волочения в ювелирной технике.
44. Классификация видов литья металлических материалов.
45. Технология литья в песчано-глинистые смеси.
46. Технология литье в многоразовые формы.
47. Художественное литье в разовые формы: по выжигаемым (газифицируемым) моделям), оболочковое литье, вакуумно-пленочное литье.
48. Камень. Классификация камнеобрабатывающего производства.
49. Технология изготовления изделий из природных камней.
50. Основные виды натуральных камней и направления их использования.
51. Виды драгоценных камней.
52. Технология изготовления художественных изделий из ювелирных камней.
53. Стекло. Технология изготовления изделий из стекла.
54. Технология изготовления художественных изделий из стекла.
55. Хрусталь. Отличительные особенности, виды художественных изделий.
56. Керамика. Технология изготовления художественных изделий из керамики.
57. Дерево. Технологические процессы обработки древесины.
58. Пластмассы. Классификация видов пластмасс. Особенности использования пластмасс при изготовлении изделий.
59. Пластмассы. Технология изготовления художественных изделий из пластмассы.
60. Кость, рог. Технологические процессы обработки и изготовления изделий.
Ответы:
11. Использование золота в современной промышленности чаще всего встречается в:
· Транспортной отрасли;
· Химии и нефтехимическом производстве;
· Энергетике;
· Электронике и производстве измерительных приборов;
· Телекоммуникациях;
· Нанотехнологиях;
· Авиации и космической отрасли.
В ювелирном деле:
Ювелирныйе изделия и монеты. Золочение – это процесс нанесения на поверхность изделий, конструкций, архитектурных сооружений слоев золота от десятых долей мкм до 2-3 мкм и до 20-25 мкм в некоторых ответственных случаях. Запасы золота распределяются примерно следующим образом: 60 % составляют официальные резервы (в банках и казначействах), 20 % – частная тезаврация (накопление) и 20 % – в виде драгоценностей (ювелирные и худо- жественные изделия) и промышленной продукции. В нашей стране для изготовления ювелирных изделий используется золото проб: 375-й, 500-й, 585-й, 750-й, 958-й, 999-й. Во Франции и Италии золотыми украшениями остаются изделия из сплавов 750-й пробы и выше, а в Канаде минимальная проба золотого сплава – 375-я; самый же популярный низкопробный золотой сплав – 416-й пробы. Ювелирные изделия массового спроса зарубежного производства на рынке Российской Федерации имеют цену несколько ниже, чем аналогичные российские. Но изделия известных зарубежных ювелирных фирм, таких как Cartier, Tiffany, Swarowsky, Bulgari, Van Cleef, Carrera и др., дороже аналогичных российских в 1,5-2 раза.
12.
В ювелирном деле:
В художественной промышленности серебро используется для производства ювелирных изделий, дорогой художественной посуды, столовых приборов, сувениров, подарочных и других предметов. Средствами обработки серебра и украшения изделий из него служат чеканка, литье, филигрань, тиснение, применение эмалей, черни, гравировки, золочения.
В промышленности
Серебро обладает наибольшей электропроводностью, теплопроводностью и стойкостью к окислению кислородом при обычных условиях. Поэтому оно широко применяется для контактов электротехнических изделий, например, контакты реле, ламели, а также для многослойных керамических конденсаторов, в СВЧ технике как покрытие внутренней поверхности волноводов.
Медносеребряные припои ПСр-72, ПСр-45 и другие, применяются для пайки разнообразных ответственных соединений, в том числе, разнородных металлов.
Большое количество серебра постоянно расходуется для производства серебряно-цинковых и серебряно-кадмиевых аккумуляторных батарей, обладающих очень высокой энергоплотно
|
|
|

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

