Рассмотрена и проанализирована технология плазменной наплавки, ее применение, а также преимущества и недостатки технологии.
Плазменная наплавка на данный момент один из современнейших способов наращивания различных металлов или сплавов. Плазменная наплавка используется для наложения на изделие различных износоустойчивых покрытий (жароустойчивых, кислотоупорных, антифрикционных, устойчивых к коррозии и износу) при восстановлении или изготовлении. Это очень экономит средства ведь изделия из высоко прочных материалов стоят очень дорого, но, если мы будем делать изделия из обычных твердых сплавов, а потом наращивать износа стойкое покрытие, это сэкономить большое количество денег и ресурсов. Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, и др. При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю.
Теперь разберемся как это работает, для наплавки используются металлы в виде проволоки или порошка. В таком состоянии металл попадает под луч плазмы где плавится и попадает на поверхность детали. Одновременно с этим процессом непрерывно нагревают и саму деталь (рис.1).
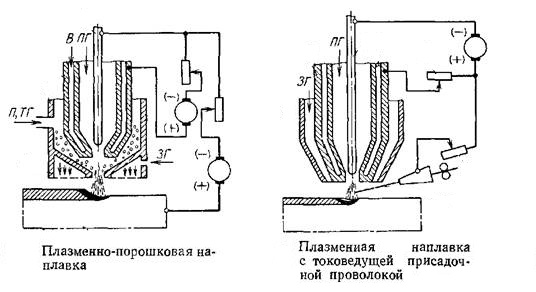
Рис. 1. Плазменная наплавка
Преимущества технологии: возможность покрыть деталь разными покрытиями с индивидуальными защитными особенностями; широкие границы регулирования энергетических возможностей плазменной дуги, поскольку она является наиболее гибким источником тепла; отсутствие ограничений по размерам наплавляемых зон и толщине напалки; плазменный поток имеет очень высокую температуру, из-за чего позволяет плавить тугоплавкие материалы; возможность многократного повторения процесса, в следствии чего повышение ремонтоспособности детали.
Недостатки технологии: возможность изменения свойств наплавленного покрытия из-за переходов в него элементов основного метала; возникновение деформации в изделиях за счет значительного термического воздействия; обязательное использование в отдельных случаях предварительного нагрева и медленного остывания наплавляемого изделия, что увеличивает время процесса; преимущественное расположение наплавляемого изделия в горизонтальном положении; трудоемкость наплавки мелких изделий сложной формы.
Материал поступил в редколлегию 24.02.2017
УДК 004.925.84
А.С. Силютина
Научный руководитель: доцент кафедры «Компьютерные технологии и системы», к.т.н. Терехов М.В.
silyutik@gmail.com
МЕТОДИКА ИЗГОТОВЛЕНИЯ ПРОТОТИПА ПРИСПОСОБЛЕНИЯ ДЛЯ ФОРМОВКИ ВЫВОДОВ МИКРОСХЕМ С ПОМОЩЬЮ
АДДИТИВНЫХ ТЕХНОЛОГИЙ И CAD-СИСТЕМ
Изготовление прототипов новых видов изделий является важным этапом в процессе их разработки. Создание качественного прототипа, максимально похожего на будущее изделие, является достаточно сложной инженерной задачей.
В последнее время популярными стали технологии быстрого прототипирования (RP – rapid prototyping), то есть послойного синтеза макета по компьютерной модели изделия. Использование RP-технологий в прототипировании способно существенно сократить сроки подготовки производства.
Выделим несколько этапов создания приспособления для формовки выводов микросхем:
1. Проектирование приспособления с помощью CAD-систем.
2. Подготовка 3D-модели на печать.
3. Проверка собираемости модели.
4. Оценка внешнего вида.
5. Доработка модели и повторный анализ.
В заключение отметим, что выбранная методика процесса проектирования и создания прототипа является наиболее рациональной. После печати формовщика на 3D-принтере, можно оценить его внешний вид, конструкцию, провести испытания. Сам прототип, благодаря пластику, будет легким. Это поможет снизить нагрузку на корпус, кристалл и выводы микросхемы при проведении испытаний.
Материал поступил в редколлегию 20.03.2017
УДК 005.007
Р.И. Фомичев
Научный руководитель: доцент кафедры «Компьютерные технологии и системы», к.т.н., М.В.Терехов
raptorrr84@mail.ru
АНАЛИЗ АВТОМАТИЗАЦИИ КОНСТРУКТОРСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА ДЕТАЛИ «КОРПУС 1» В УСЛОВИЯХ








