При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через ионизированный газовый промежуток между двумя электродами, подсоединенными к соответствующему источнику питания, выделяется тепловая и световая энергия. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Дуговой разряд для сварки металлов плавлением применяется при различных формах его использования.
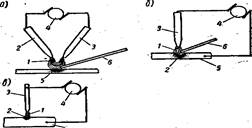
Рисунок 3. Схемы дуговой сварки:
а) независимой дугой; б) неплавящимся электродом; в) плавящимся электродом
Сварка независимой дугой (Рисунок 3, а) осуществляется нагревом металла дугой, горящей между двумя, обычно неплавящимися (например, графитовыми) электродами 2 и 3, подключенными к различным полюсам источника электрической энергии 4, Свариваемое (нагреваемое) изделие 5 в электрическую цепь не включено. Дуга, горит независимо от свариваемого изделия. Когда нагретые газы стержня (столба) дуги контактируют с поверхностью металла, они его нагревают и при достаточной мощности дуги расплавляют. В этом случае дуга воздействует на свариваемый металл подобно газосварочному пламени, а сама операция сварки выполняется так же, как при газовой сварке плавлением. Сварка может выполняться как без добавочного присадочного металла, так и с применением присадки 6, подаваемой в дугу в виде прутка. Сварка независимой дугой практически применяется редко, за исключением одного из способов газоэлектрической сварки — атомноводородной.
Сварка неплавящимся электродом (Рисунок 3, б) выполняется, когда - свариваемое изделие 5 включено в цепь дуги / и является одним из ее полюсов 2. Второй полюс дуги. За счет тепла дуги изделие, а в ряде случаев и присадочный металл 6, расплавляются. Эффективность сварки при этом способе значительно выше, чем при сварке независимой дугой при одинаковой электрической мощности дуги, потребляемой ею от источника 4.
Способ сварки неплавящимся электродом находит в настоящее время довольно широкое применение.
Сварка плавящимся электродом, (Рисунок 3, в) выполняется по такой же схеме, как и при неплавящемся электроде (изделие 5 включено в цепь и является одним из полюсов 2 дуги). Металлический электрод 3, интенсивно расплавляемый дугой, обеспечивает введение в сварочную ванну дополнительного (наплавленного) металла (вместо присадочного металла при газовой сварке и дуговой сварке независимой дугой и неплавящимся электродом).
Газоэлектрическая сварка
Представляет собой либо комбинацию газовой и дуговой сварки, либо дуговую сварку с дополнительным использованием различных газов.
Одним из процессов газоэлектрической сварки является простое совмещение действия газосварочного пламени и дуги плавящегося металлического электрода в одной сварочной зоне. Этот способ в настоящее время практического применения не имеет.
Электрошлаковая сварка
Если над дугой определенной мощности расплавить достаточно большое количество токопроводящего шлака-, то совместным действием шунтирования тока дуги и механическим воздействием веса столба шлака газовый пузырь у дуги может быть исключен. Тогда дуга погаснет и весь ток от электрода 5 будет поступать на свариваемое изделие 1 (второй электрод) вследствие электропроводности расплавленного шлака 4. В результате тепловыделения в шлаке, обусловленного протеканием тока, расплавляются как электрод 5, так и кромки свариваемого изделия 7, образуя металлическую ванну 3. При вертикальном расположении выполняемого шва (наиболее обычная схема применения электрошлаковой сварки) для предотвращения вытекания расплавленного металла и шлака применяют специальные медные водоохлаждаемые формирующие устройства 2. Эти устройства обычно механическим путем перемещают по поверхности свариваемых деталей с такой же средней скоростью с какой выполняется шов.

Рисунок 4: Схема электрошлаковой сварки

Рисунок 5. Схема сварки электронным лучом
Этот способ применяется главным образом для сварки металла достаточно большой толщины, причем шов выполняется на всю толщину свариваемого металла за один проход.
Комбинируя количество проволочных и пластинчатых электродов (электродов в виде пластин различного сечения, подаваемых в шлак номере их сплавления) или плавящихся мундштуков (специальная конструкция электродов в виде неподвижных пластин и подаваемых в зону плавления проволок), толщина свариваемого в один проход металла может быть практически неограниченной. В промышленности освоена сварка стальных изделий с толщиной металла в месте выполненного шва около 1 м (1000 мм).
Электроннолучевая сварка
Сварка при этом способе осуществляется в вакууме при давлении 10-4-МО-5 мм рт ст. Свариваемое изделие 8 помещается в герметичную камеру 5, в которой создан вакуум. Источником тепла для сварки является электронный луч 2, представляющий собой пучок электронов, которые излучаются нитью накала, нагреваемой от тока трансформатора 9, и устремляются к свариваемому изделию из электронной пушки 3 под действием источника высокого напряжения 4. Фокусировка пучка электронов обеспечивается воздействием электромагнитных полей электронной пушки. Относительное перемещение свариваемого изделия по отношению к электронному лучу (для выполнения швов заданной длины и направления) обеспечивается движением сварочного стола при помощи привода 6 или магнитным управлением лучом.
Этот способ сварки применяется при изготовлении изделий из легкоокисляющихся или тугоплавких металлов при относительно небольших габаритных размерах свариваемых конструкций.
Способ электроннолучевой сварки в настоящее время находит все большее применение при изготовлении различных специальных изделий.






