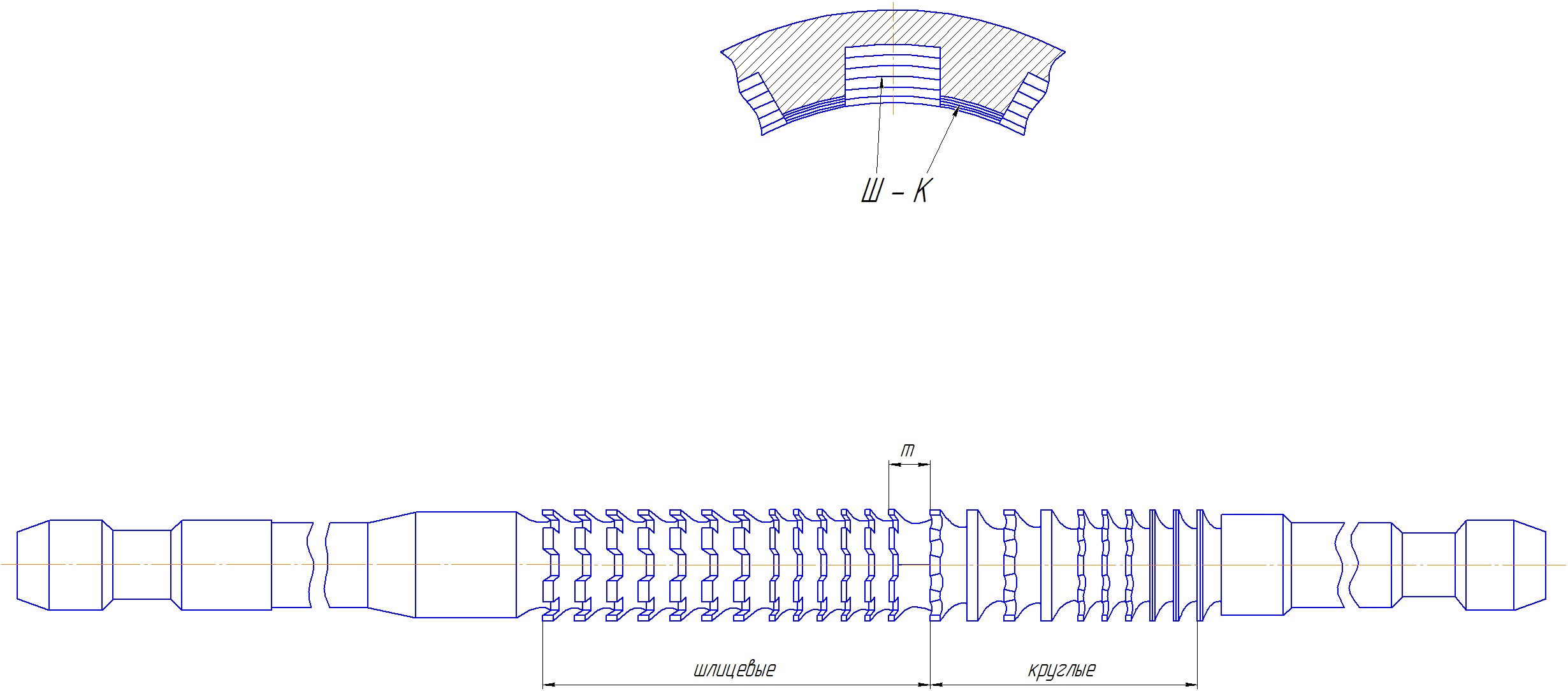
Рисунок 4 – Схема резания и общий вид протяжки типа Ш – К
При протягивании протяжками данного типа (рисунок 4) вначале срезается припуск шлицевыми зубьями, а затем круглыми. Конструкция шлицевой части протяжек аналогична конструкции этой же части протяжек типа К – Ш.
Круглые зубья протяжки срезают припуск только на цилиндрических участках отверстий, поэтому их выполняют односекционными и без выкружек с увеличенным подъёмом на каждый зуб. Изготовление круглых зубьев у протяжек упрощается.
При обработке протяжками этого типа получают требуемое качество шлицевых отверстий при длине протягивания l0 > 30 мм, число одновременно работающих зубьев не менее пяти и при подготовке отверстия перед протягиванием чистовым растачиванием. Если деталь короткая, возможен ее перекос в момент перехода протяжки с последних шлицевых зубьев на первые круглые зубья, особенно при грубой подготовке отверстия. Во избежание повреждения лезвия первого круглого зуба шлифовальным кругом на выходе при шлифовании боковых сторон шлицевых зубьев между шлицевыми и круглыми зубьями предусматривают увеличенный шаг более 16 мм.
Шлицевые протяжки типа Ф – Ш – К
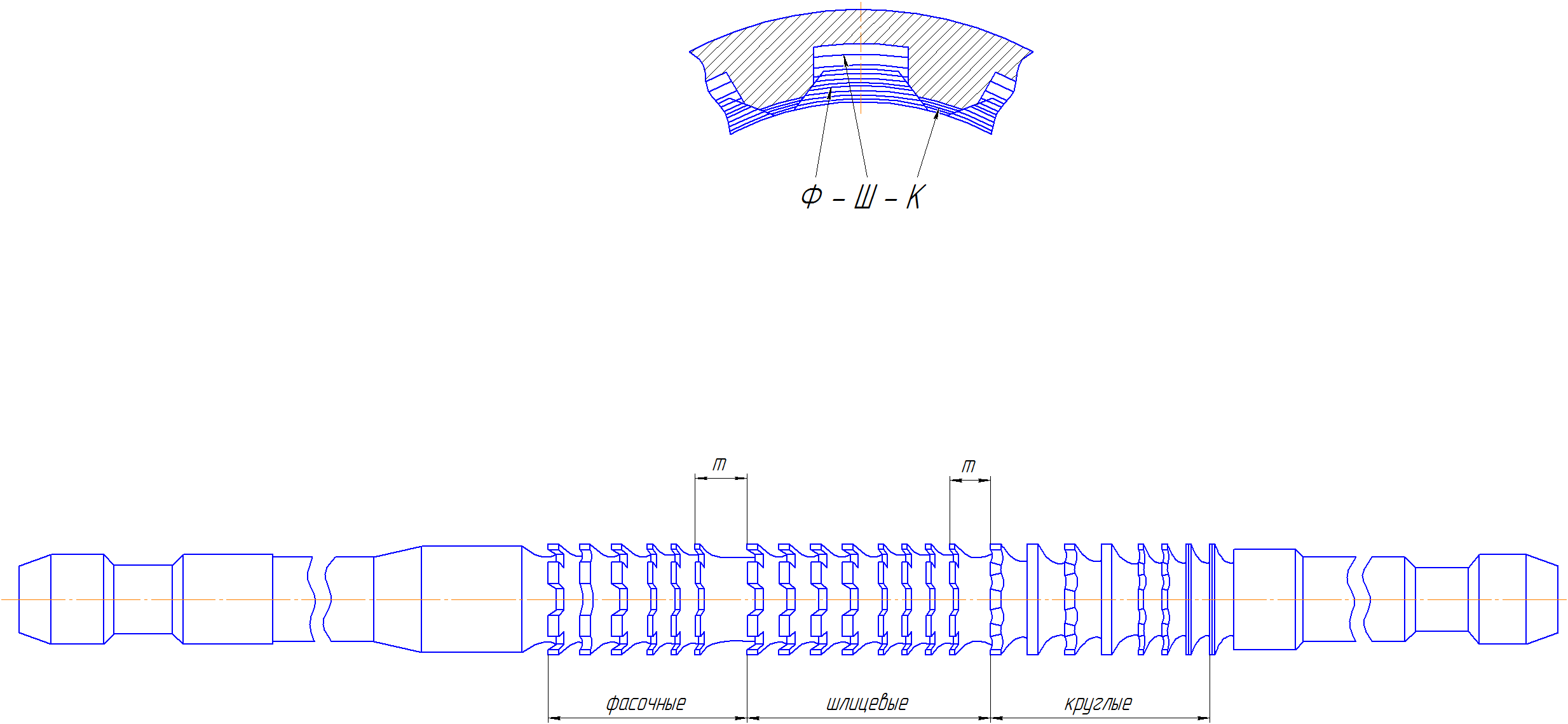
Рисунок 5 – Схема резания и общий вид протяжки типа Ф – Ш – К
В протяжках типа Ф – Ш – К (рисунок 5), в отличии от протяжек типа Ш – К, предусмотрены фасочные зубья, расположенные в начале протяжки. Этими зубьями образуется фаска у основания шлица в отверстии и срезается значительная часть припуска шлицевых зубьев. Длина шлицевой части протяжки уменьшается, что позволяет значительно повысить точность и снизить трудоёмкость изготовления протяжки.
Фасочные зубья группируют в двухзубые секции. Конструкция этих зубьев аналогична конструкции шлицевых зубьев. Боковой профиль у фасочных зубьев шлифуется на проход; на первых зубьях в каждой секции предусмотрены лыски или выкружки. Конструкция шлицевой и круглой частей протяжек этого типа и рекомендации по применению протяжек та же что и для протяжек типа Ш – К.
Цель и задачи проекта
На основании материала преддипломной практики собранного на заводе ОАО «МИЗ», вышеизложенного материала и задания на выпускную работу, делаем вывод, что целью данной выпускной работы будет разработка конструкции и современного технологического процесса комбинированной шлицевой протяжки с групповой схемой резания для обработки шлицевой втулки рисунок 6 из стали 45. Параметры шлицевой втулки: d = 56+0,190 мм; D = 65+0,030 мм; b =  мм; r ≤ 0,5 мм; f = 56+0,20 мм (шлицевое соединение D - 8´56´65
мм; r ≤ 0,5 мм; f = 56+0,20 мм (шлицевое соединение D - 8´56´65  ´10
´10  ).
).

Рисунок 6 – параметры шлицевой втулки
Одними из наиболее значимых задач выпускной работы являются:
- Расчёт и проектирование протяжки прогрессивной конструкции;
- Выбор и обоснование метода получения заготовки;
- Разработка маршрутного технологического процесса и выбор современного оборудования;
- Разработка технологических операций;
- Расчёт режимов резания и норм времени;
- Расчёт и проектирование рабочего приспособления;
- Проектирование контрольного приспособления;
- Проектирование инструмента второго порядка.
Основные пункты разработки положены в содержание выпускной работы.
Вывод по разделу
В данном разделе был сделан анализ служебного назначения исходного инструмента, а именно рассмотрены составные части базового инструмента, дано описание применения каждой из составной части, даны химические и механические характеристики хвостовика и режущей части шлицевой протяжки.
Так же в данном разделе был сделан обзор типовых конструкций шлицевых протяжек, наиболее распространённых в машиностроении, а именно обзор последовательности секций комбинированной шлицевой протяжки и даны преимущества и недостатки рассмотренных конструкций.
На основании материала преддипломной практики на заводе ОАО «МИЗ», вышеизложенного материала и задания на выпускную работу, были поставлены цель на данную выпускную работу и поставлены основные задачи для выполнения поставленной цели.







