ВЫПУСКНАЯ квалификационная
РАБОТА БАКАЛАВРА
по направлению 151900.62 (15.03.01)
на тему « Проектирование инструментального участка серийного производства шлицевой комбинированной протяжки для обработки восьмишлицевых отверстий с прямобочным профилем шлицов с разработкой конструкции и технологии изготовления протяжки».
| Руководитель работы
доцент, к.т.н Авдеев В.Б.
(должность,звание,фамилия,инициалы)
______________________________
(подпись)
«___»_____________ 2015г.
| Соискатель степени бакалавра
студент гр.
Фирсов А.К.
(фамилия, инициалы)
______________________________
(подпись)
«___»_____________2015г.
|
|
Проверено: нормоконтролер _______________________ /______________/
|
| «Допущен к защите»
|
|
| Зав. кафедрой АССИ
| _____________ /проф., д.т.н. Максимов Ю.В./
|
|
| «___» _____________ 2015г.
|
| | | |
| Москва 2015г. Университет машиностроения
| Задание утверждено:
|
| Кафедра «Автоматизированные станочные системы и инструменты»
| Зав. кафедрой
проф., д.т.н.__________ Максимов Ю.В.
|
ЗАДАНИЕ НА ВЫПОЛНЕНИЕ ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЫ БАКАЛАВРА
| Студенту: Фирсову А.К.
| Группы: 8-МИК-3
|
ВВЕДЕНИЕ
Протягивание – это одно из самых высокопроизводительных способов механической обработки металлов. Данную обработку широко применяют в машиностроительных и приборостроительных отраслях. Необходимость в обработке протягиванием появилась из-за потребности в массовом производстве взаимозаменяемых деталей.
Протяжка используется при необходимости получения как круглых отверстий, так и квадратных, многогранных, шлицевых со шлицами различного профиля, а также шпоночных и других пазов. Инструмент может обрабатывать фасонные поверхности с большим периметром и протяженностью.
Протягивание имеет свои особенности:
1) изделие обрабатывается одновременно по всему профилю;
2) имеет одно прямолинейное рабочее движение;
3) требует применения точного многолезвийного, сложного в изготовлении инструмента;
4) высокая точность и чистота обработанной поверхности;
5) простота наладки станка, установки изделия и инструмента.
Применение протяжек способствует повышению экономического эффекта, производительности и сокращения времени обработки изделия как в массовом, так и в мелкосерийном и единичном производстве.
ОБЩАЯ ЧАСТЬ
Шлицевые протяжки типа К – Ш
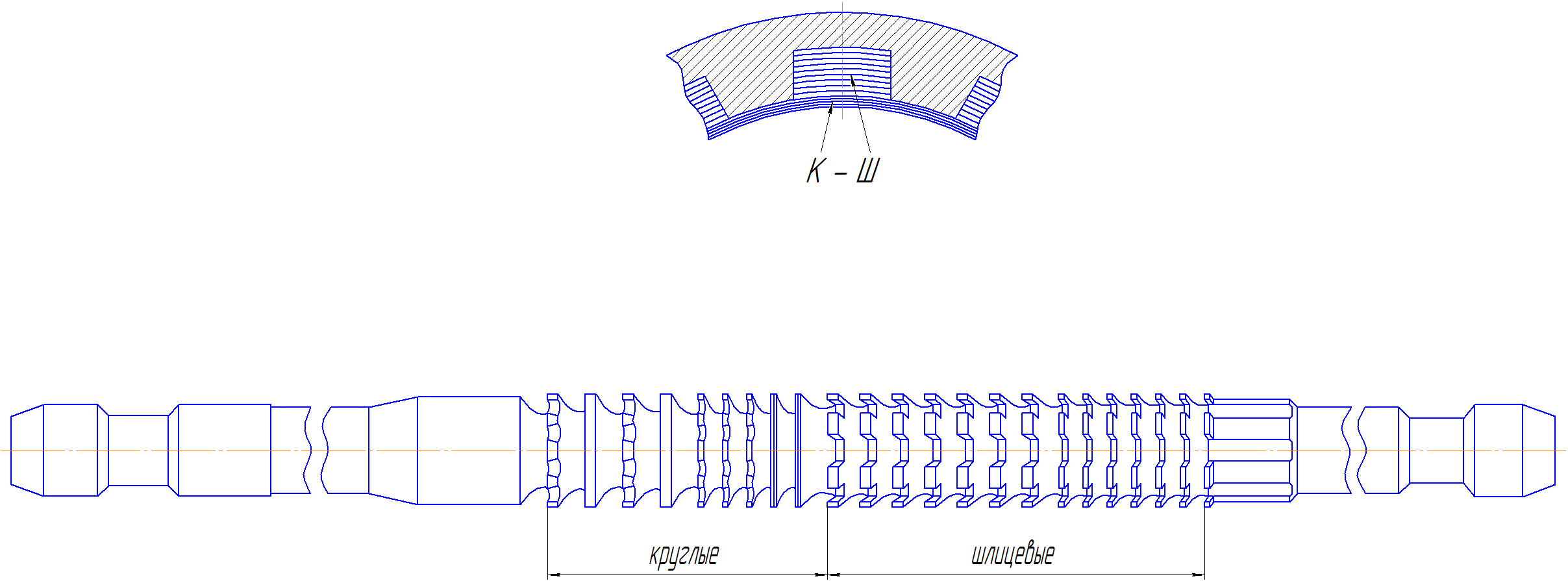
Рисунок 2 – Схема резания и общий вид протяжки типа К – Ш
Протяжки этого (рисунок 2) типа состоят из двух частей: круглой и шлицевой. Круглая часть протяжки имеет черновые, чистовые и калибрующие зубья. Черновые зубья расположены секциями (по два зуба в каждой секции). Первый зуб секции имеет стружкоделительные выкружки, второй выполнен без выкружек. Диаметр второго зуба на 0,04 мм меньше диаметра первого. Чистовые несекционные зубья имеют подъём на каждый зуб и стружкоделительные выкружки, расположенные в шахматном порядке. Калибрующие круглые зубья не имеют подъёма на зуб.
По конструкции шлицевая часть протяжки аналогична круглой части. Черновые зубья расположены секциями; первый зуб секции выполнен с выкружками, второй – без выкружек и с диаметром, уменьшенным на 0,04 мм относительно диаметра первого зуба секции. Чистовые шлицевые зубья так же расположены секциями, как и черновые, но с меньшим подъёмом на зуб в каждой секции. Последние два-три зуба чистовой секции выполняют без выкружки. Калибрующие зубья шлицевой части выполняют без подъёма на зуб и без выкружек.
Протяжки обеспечивают высокое качество обработки шлицевый отверстий в короткой детали с длинной протягивания l0 ≤ 30 мм или пакета деталей с суммарной длинной l0сум ≤ 60 мм. При больших значениях l0 увеличивается опасность перекоса детали.
Цель и задачи проекта
На основании материала преддипломной практики собранного на заводе ОАО «МИЗ», вышеизложенного материала и задания на выпускную работу, делаем вывод, что целью данной выпускной работы будет разработка конструкции и современного технологического процесса комбинированной шлицевой протяжки с групповой схемой резания для обработки шлицевой втулки рисунок 6 из стали 45. Параметры шлицевой втулки: d = 56+0,190 мм; D = 65+0,030 мм; b =  мм; r ≤ 0,5 мм; f = 56+0,20 мм (шлицевое соединение D - 8´56´65
мм; r ≤ 0,5 мм; f = 56+0,20 мм (шлицевое соединение D - 8´56´65  ´10
´10  ).
).

Рисунок 6 – параметры шлицевой втулки
Одними из наиболее значимых задач выпускной работы являются:
- Расчёт и проектирование протяжки прогрессивной конструкции;
- Выбор и обоснование метода получения заготовки;
- Разработка маршрутного технологического процесса и выбор современного оборудования;
- Разработка технологических операций;
- Расчёт режимов резания и норм времени;
- Расчёт и проектирование рабочего приспособления;
- Проектирование контрольного приспособления;
- Проектирование инструмента второго порядка.
Основные пункты разработки положены в содержание выпускной работы.
Вывод по разделу
В данном разделе был сделан анализ служебного назначения исходного инструмента, а именно рассмотрены составные части базового инструмента, дано описание применения каждой из составной части, даны химические и механические характеристики хвостовика и режущей части шлицевой протяжки.
Так же в данном разделе был сделан обзор типовых конструкций шлицевых протяжек, наиболее распространённых в машиностроении, а именно обзор последовательности секций комбинированной шлицевой протяжки и даны преимущества и недостатки рассмотренных конструкций.
На основании материала преддипломной практики на заводе ОАО «МИЗ», вышеизложенного материала и задания на выпускную работу, были поставлены цель на данную выпускную работу и поставлены основные задачи для выполнения поставленной цели.
Вывод по разделу
В данном разделе были рассмотрены вопросы, связанные с выбором и применением износостойкого покрытия. Были рассмотрены методы нанесения износостойкого покрытия (CVD и PVD), а так же отдельно отмечена разновидность метода химического нанесения износостойкого покрытия – это метод плазменного CVD.
Так же в данном разделе было рассмотрено исследование, связанное с влиянием толщин слоёв износостойкого покрытия на относительный износ передней и интенсивность износа задней поверхностей режущего инструмента при прерывистом резании. Даны рекомендации по выбору порядка и толщине слоёв из нитрида и карбонитрида титана.
Так как заточка протяжки является очень трудоёмкой операцией и требует специального оборудования, то применение многослойного износостойкого покрытия является актуальной задачей для данного инструмента, так как применение многослойного износостойкого покрытия увеличит срок службы инструмента.
КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Разработка технического задания на проектирование инструмента
Техническое задание на проектирование комбинированной шлицевой протяжки для обработки шлицевого отверстия втулки.
1. Наименование, назначение и область применения
Протяжка комбинированная с групповой схемой резания, предназначена для обработки шлицевого отверстия втулки.
2. Цель и задачи разработки
Рассчитать и спроектировать комбинированную протяжку с групповой схемой резания для обработки шлицевого отверстия со следующими параметрами: d = 56+0,190 мм; D = 65+0,030 мм; b = мм; r ≤ 0,5 мм; f = 56+0,20 мм (шлицевое соединение D - 8´56´65 ´10 ).
3. Основание для разработки
Задание на выпускную работу, утвержденное приказом ректора Университета машиностроения, № от
4. Источники разработки
- Рабочий чертеж шлицевой протяжки и технические требования к нему.
- Технологический процесс изготовления шлицевой протяжки.
- Паспорт на оборудование.
- Технологический процесс изготовления шлицевой протяжки.
- Стандарты, патенты, методические указания и учебные пособия Университета машиностроения, справочно-нормативная и техническая литература.
5. Технические характеристики
- Шлицевая протяжка является составной. Материал режущей части Р6М5 ГОСТ 19265, твердость HRCэ 63...66, материал хвостовика сталь 40Х ГОСТ 4543, твёрдость не более 260 HB.
- Обрабатываемый материал сталь 45Х ГОСТ 4543.
- Шероховатость обработанной поверхности Ra 6,3.
- Допуск на режущие зубья -0,020, калибрующие -0,010.
6. Требования безопасности и влияния на окружающую среду
Для исключения порезов рук и скола (поломки) на торцах протяжки предусмотреть фаски. На всех поверхностях протяжки не должно быть трещин, заусенцев и следов коррозии.
7. Экономические показатели
Скорость резания протяжки не менее 7 м/мин при обеспечении требований к качеству.
8. Документация, подлежащая разработке
Расчетно-пояснительная записка по расчету и проектированию комбинированной шлицевой протяжки, рабочие чертежи комбинированной шлицевой протяжки с указанием необходимых технических требований.
Вывод по разделу
В данном разделе были рассмотрены вопросы, связанные с конструкторской частью выпускной работы. А именно, было разработано техническое задание на шлицевую протяжку, был сделан расчёт основных конструктивных элементов, расчёт режущей части протяжки на жёсткость, прочность и смятие хвостовой части. Так же был разработан чертёж инструмента с техническими требованиями.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Разработка технологических операций. Оформление технологической документации.
См. приложение Г.
Планировка механического участка
Согласно рекомендации справочников [7] и [12] принятое количество станков проставляем по ходу технического процесса. Положение станков на разрабатываемом участке, с учётом нормативных расстояний между ними, расстояния от стен и колон здания а так же нормативной ширины магистральных проездов выбираем согласно справочнику [13].
На проектируемом участке цеха для режущего, абразивного и мерительного инструмента так же предусмотрены специальный инструментальный ящик, для слесарных и мерительных работ имеются верстаки и столы. Для улучшения условий и производительности труда рабочих предусмотрено место для отдыха и место для питьевого аппарата. Для доставки контейнеров с заготовками и деталей по периметру участка расположена дорога для автопогрузчика с односторонним движением.
В качестве средств пожарной безопасности предусмотрены пожарные щит и ящик с песком.
При укрупнённом проектировании производственную площадку участка определяют по удельной площади участка приходящейся на отдельный станок. Выбор удельной площади [7, стр. 159, табл. 23]. Так как цех механический, то общая удельная площадь на один станок равна 24 м2.
 (5.80)
(5.80)

Размеры вспомогательной площади участка определяется исходя из норм расчёта площадей вспомогательных служб:
1) Склад вспомогательных материалов 0,2 м2 на станок:

2) Площадь для хранения стружки: 22,5 м2
3) Площадь под проходы – 30% от площади станков:

4) Резервное место под дополнительное оборудование: 150 м2
5) Площадь под место мастера: 12 м2
6) Площадь под слесарные верстаки и контрольные столы, 10 м2 под каждый станок:

7) Место для отдыха и питья рабочих: 12 м2
8) Место под контейнеры и материалы: 88 м2
9) Площадь под кантовальную площадку: 15 м2
В итоге общая площадь проектируемого участка составляет:

Назначение и принцип работы
Люнет применяют как дополнительную опору для уменьшения прогиба длинной детали под действием сил резания, длина которой больше двенадцати диаметров, обрабатываемой на токарных и шлифовальных станках.
Используемый неподвижный люнет (рисунок 17) состоит из корпуса 1 с крышкой 2, которая крепится к корпусу откидным винтом. Люнет устанавливают на направляющих станины станка и крепят планкой 3 с помощью болта и гайки 4.

Рисунок 17 – Люнет
Верхняя часть 2 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки 5 люнета. Они служат опорой для заготовки и поджимаются к ней винтами 6. После установки заготовки винты фиксируются болтами 7.
Неподвижный люнет может быть использован как в качестве промежуточной опоры при наружной обточке вала в центрах, так и в качестве концевой опоры с закреплением одного конца в патроне при подрезке торца длинной детали и торцовом сверлении или расточке.
Инструмент второго порядка
Вывод по разделу
В технологической части выпускной работы на основании исходных данных был выбран тип производства проектируемого инструмента, а именно было принято крупносерийное производство. Так же в данной части даны обоснования выбора типа заготовки, и технологических баз. Был разработан маршрутный технологический процесс с выбором оборудования, инструмента и оснастки. Далее был произведён расчёт припусков, режимов резания и норм времени.
На основании всего вышесказанного была разработана технологическая документация на производство проектируемого инструмента с прикреплённой к ней картой эскизов.
Затем был спроектирован участок инструментального цеха. При проектировании цеха учитывались такие составляющие как количество технологических операций, коэффициент загрузки оборудования, количество рабочих задействованных для производства инструмента.
В конце технологической части были рассмотрены приспособления и инструмент участвующий в технологическом процессе (люнет, накладной угломер и дисковая трёхсторонняя фреза для фрезерования шлиц протяжки).
Вывод по разделу
В данном разделе был сделан анализ опасных и вредных производственных факторов, были предложены мероприятия по улучшению условий труда и недопущению, отмеченных при анализе, опасных и вредных производственных факторов. Даны ссылки на нормативные акты, соблюдения которых гарантирует повышение безопасности и недопущение заболеваний и травматизма у рабочих.
Так же был сделан подробный расчет освещенности на проектированном участке производства и даны рекомендации по улучшению пожарной безопасности.
При анализе на экологичность были рассмотрены основные проблемы охраны окружающей среды. Был сделан анализ экологичности проектируемого участка производства инструмента. Большое внимание было удалено таким проблемам как образование абразивной пыли и выделение СОЖ в процессе обработки. Были даны рекомендации и рассмотрен принцип работы пыле и газоулавливающего оборудования «циклон».
Выовод по разделу
В данном разделе дипломной работы был сделан расчёт себестоимости изготовления одной штуки протяжки, исходя из затрат: на материал, на покупные детали, на зарплату рабочих, ремонт и обслуживание оборудования, амортизационные расходы, на технологическую оснастку. В конце была составлена таблица, в которой была дана сравнительная оценка технологической себестоимости инструмента. Нормы затрат на изготовление базового инструмента были взяты с предприятия, на котором была пройдена преддипломная практика.
Сравнительный анализ показал, что почти по всем нормам затрат изготовление проектируемого инструмента является более выгодным чем изготовление базовой конструкции инструмента. Это связано и с выбором нового оборудования, участвующего в технологическом процессе, и с выбором сварной заготовки, вместо используемой монолитной заготовки из дорогой стали. Т.е. расчёты показывают, о рациональности выбора проектного решения в выборе производимой протяжки.
ЗАКЛЮЧЕНИЕ
В процессе выполнения данной выпускной работы была разработана конструкция, а так же был составлен технологический процесс изготовления протяжки с прямобочным профилем шлиц для обработки втулки с восьмишлицевым отверстием.
В общей части проекта сделан анализ типовых конструкций проектируемого инструмента, а именно обзор последовательности секций комбинированной шлицевой протяжки и даны преимущества и недостатки рассмотренных конструкций.
Так же, для полного изучения вопроса связанного с проектированием выбранного инструмента был сделан патентно-информационный анализ, который показал, что работа в данном классе ведётся очень интенсивно, но новые разработки связаны по большей части со сборным протяжным инструментом, имеющим большие габаритные размеры и подходящим только для обработки крупных отверстий. Так же производство сборного инструмента является очень дорогостоящим. Из чего был сделан вывод об актуальности разрабатываемого цельного инструмента.
На основании анализа проведённого в общей части выпускной работы, а так же патентно-информационного анализа была выбрана конструкция шлицевой прямобочной протяжки, которая и легла в основу конструкторской части. А именно для проектирования была выбрана цельная протяжка с прогрессивной схемой резания с расположением секций Ф-Ш-К.
В конструкторской части был сделан расчёт основных конструктивных элементов инструмента, расчёт его на прочность и жёсткость. Так же были разработаны технические требования на инструмент.
В технологической части, на основании задания на выпускную работу, был уточнён тип производства, на изготовление рассчитанного в конструкторской части инструмента, и определена его серийность. Анализ базового технологического процесса вывел его несоответствие с современными нормами машиностроения. При проектировании нового технологического процесса некоторые операции были совмещены, а операции чистовой обработки на универсальном оборудовании были заменены операциями на станках с ЧПУ.
Так же в технологической части был сделан выбор и обоснование метода получения заготовки для проектируемого инструмента, были выбраны и обоснованы технологические базы и был сделан расчёт припусков на механическую обработку, и режимов резания. Был сделан расчёт приспособлений и инструмента второго порядка участвующего в производстве.
Заключением технологической части явилась разработка комплекта технологической документации.
В разделе безопасность жизнедеятельности и охрана труда был сделан анализ опасных и вредных производственных факторов, были предложены мероприятия по улучшению условий труда и недопущению, отмеченных при анализе, опасных и вредных производственных факторов. Так же был сделан подробный расчет освещенности на проектированном участке производства и даны рекомендации по улучшению пожарной безопасности.
В технико-экономической части произведен расчет себестоимости изготовления протяжки, выявлены основные составляющие себестоимости.
Так как заточка протяжки является очень трудоёмкой операцией и требует специального оборудования, темой научно-исследовательской части было выбрано многослойное покрытие инструмента. Сделан общий обзор износостойких покрытий и был выбран метод его нанесения. А именно метод PCVD. Который объединяет в себе по сути два метода химический и физический. Образование износостойкого покрытия, посредством химического взаимодействия газов, происходит в среде плазмы. Плазма в данном случае является катализатором химического процесса. Что позволяет снизить температуру с 1100 до 450 Co. Это позволяет использовать все достоинства химического нанесения износостойкого покрытия для быстрорежущих сталей.
В заключении научно-исследовательской части приведены результаты исследования конструкции многослойного износостойкого покрытия на износ передней и интенсивность износа задней кромки инструмента. Даны обоснования и рекомендации для выбора толщины и последовательности слоёв износостойкого покрытия.
Все графические работы выполнены с использованием программы КОМПАС 3D 14 версии.
СПИСОК ЛИТЕРАТУРЫ
1. Орлов П.Н. Краткий спр-к металлиста. М.: Машиностроение 1986 г.
2. Локтев Д., Ямашкин Е. Основные виды износостойких покрытий // Наноиндустрия. 2007. № 5. 30 стр. (Журнал).
3. Табаков В.П. Формирование износостойких ионно-плазменных покрытий режущего инструмента. М.: Машиностроение 2008 г.
4. Локтев Д., Ямашкин Е. Методы и оборудование для нанесения износостойких покрытий // Наноиндустрия. 2007. №4 (Журнал).
5. Малевский Н.П., Мальков О.В. Расчёт комбинированных шлицевых протяжек. МГТУ им. Н.Э. БАУМАНА, 2008 г.
6. Рубинштейн С.А. Основы учения о резании металлов и режущий инструмент. М.: Машиностроение 1986 г.
7. Андерс А.А. и др. «Проектирование заводов и механосборочных цехов в автотракторной промышленности»: учебное пособие для студентов механических специальностей вузов. М.:Машиностроение, 1982-271 стр.
8. Маргулис Д.К. Протяжки для обработки отверстий. М.: Машиностроение 1986 г.
9. Курсовое проектирование по технологии машиностроения Под редакцией А.Ф. Горбацевича, Мн. Вышейшая школа, 1975– 288.
10. Справочник технолога-машиностроителя. т.2 под ред.: А.Г. Косиловой и Р.К. Мещерякова, М.: Машиностроение 1985 г.
11. Режимы резания металлов. под ред. Барановского. - М., Машиностроение, 1972 г.
12. Егоров М.Е. «Основы проектирования машиностроительных заводов». – М.: Высшая школа, 1969 г.
13. Щедрин А.В., Бекаев А.А., Скоромнов В.М. Методические указания к курсовой работе по дисциплине «Проектирование инструментального производства», МГТУ «МАМИ» (шифр 2119), 2008 г.
14. Ю.А. Феофанов, Н.н. Шарипова, Э.Е. Смирнова. Исследование и расчёт естественного и искусственного освещения., МГТУ «МАМИ», 2008 г.
15. Ионов В.И., Таратынова Л.Е. Методические указания к выполнению организационно-экономической части дипломного проекта. МГТУ «МАМИ» 2007 г.
Приложение А
ТАБЛИЦЫ И РАСЧЕТЫ
Таблица 1 – Химический состав стали 40Х (ГОСТ 4543), %
| С
| Si
| Mn
| S
| P
| Cr
| N
| Cu
|
| 0,36
–
0,44
| 0,17
–
0,37
| 0,5
–
0,8
| 0,035
| 0,35
| 0,8
–
1,1
| 0,008
| 0,3
|
Таблица 2 – Химический состав стали Р6М5 (ГОСТ 19265), %
| С
| Si
| Mn
| S
| P
| Cr
| Ni
| Cu
| V
| W
| Co
|
| 0,82
– 0,9
| 0,2
–
0,5
| 0,2
–
0,5
| 0,025
| 0,3
| 3,8 – 4,4
| 0,06
| 0,25
| 1,7 – 2,1
| 5,5 –
6,5
| 0,5
|
Таблица 3 – Механические свойства стали 40Х (ГОСТ 4543)
| Плотность ρ, г/см3
| Предел прочности
σв, МПа
| Твердость НВ (не более)
| Ударная
вязкость
a·10 5,
Дж/м2
| dб, %
|
| 7,85
|
|
|
|
|
Таблица 4 – Механические свойства стали Р6М5 (ГОСТ 19265)
| ρ, г/см3
| Твердость
| После закалки
| Температура, Со
|
Тепло-стойкость,
Со
|
| после
отжига
(НВ)
| после
закалки и
отпуска
(HRCЭ)
|
σИ, МПа
|
a·10 5,
Дж/м2
|
закалки
|
отпуска
|
| 8,15
|
|
|
–
| 4,8
|
|
|
|
Таблица 5 – Свойства покрытий
|
| Цвет
| Нанотвердость, ГПа
| Толщина, мкм
| Коэффициент
трения
| Максимальная температура
применения, °С
|
| TiN
| Золотой
|
| 1 – 7
| 0,55
|
|
| TiAIN односл.
| Филет.-черный
|
| 1 – 4
| 0,5
|
|
| TiAIN многосл.
| Фиолет.-черный
|
| 1 – 4
| 0,6
|
|
| TiCN-MP
| Красно-медный
|
| 1 – 4
| 0,2
|
|
| TiCN
| Серо-голубой
|
| 1 – 4
| 0,2
|
|
| MOVIC
| Серо-зеленый
|
| 0,5-1,5
| 0,15
|
|
| STARVIC
| Серо-зеленый
|
| 1,5-5,5
| 0,15
|
|
| CrN
| Серебр.-метал.
|
| 1-4
| 0,3
|
|
| TiAICN
| Фиолет. -красный
|
| 1-4
| 0,25
|
|
Операция 140 Центровальная
1) Расчёт длинны рабочего хода:
 (5.53)
(5.53)
2) Определение скорости резания:

3) Частота вращения шпинделя:
 (5.54)
(5.54)
По паспорту: n = 4000 об/мин, тогда скорость равна:
 (5.55)
(5.55)
4) Расчёт основного машинного времени:
 (5.56)
(5.56)
Операция 150 Заточная
1) Расчёт скорости шлифовального круга:
 (5.57)
(5.57)
2) Выбор скорости вращения заготовки [8, стр. 173]:
 = 10 (м/мин.)
= 10 (м/мин.)
3) Частота вращения заготовки:
 (5.58)
(5.58)
По паспорту: n = 50 об/сек, тогда скорость равна:
 (5.59)
(5.59)
4) Подача:

5) Расчёт основного машинного времени:

Операция 190 Заточная
1) Расчёт скорости шлифовального круга:
(5.68)
2) Выбор скорости вращения заготовки [11, стр. 173]:
= 10 (м/мин.)
3) Частота вращения заготовки:
(5.69)
По паспорту: n = 50 об/сек, тогда скорость равна:
(5.70)
4) Подача:
5) Расчёт основного машинного времени:
Приложение Б
Вывод по разделу
Патентно-информационный анализ показал, что работа в данном классе инструмента ведётся интенсивно, и разработка новых конструкций протяжек на сегодняшний день актуальна. Проектирование конструкции и технологии изготовления цельных протяжек является актуальной задачей на сегодняшний день. Также большое внимание уделяется разработкам новых видов сборных протяжек, но у них на данный момент есть недостаток – они имеют большие габариты.
Приложение В 

ВЫПУСКНАЯ квалификационная
РАБОТА БАКАЛАВРА
по направлению 151900.62 (15.03.01)
на тему « Проектирование инструментального участка серийного производства шлицевой комбинированной протяжки для обработки восьмишлицевых отверстий с прямобочным профилем шлицов с разработкой конструкции и технологии изготовления протяжки».
| Руководитель работы
доцент, к.т.н Авдеев В.Б.
(должность,звание,фамилия,инициалы)
______________________________
(подпись)
«___»_____________ 2015г.
| Соискатель степени бакалавра
студент гр.
Фирсов А.К.
(фамилия, инициалы)
______________________________
(подпись)
«___»_____________2015г.
|
|
Проверено: нормоконтролер _______________________ /______________/
|
| «Допущен к защите»
|
|
| Зав. кафедрой АССИ
| _____________ /проф., д.т.н. Максимов Ю.В./
|
|
| «___» _____________ 2015г.
|
| | | |
| Москва 2015г. Университет машиностроения
| Задание утверждено:
|
| Кафедра «Автоматизированные станочные системы и инструменты»
| Зав. кафедрой
проф., д.т.н.__________ Максимов Ю.В.
|
ЗАДАНИЕ НА ВЫПОЛНЕНИЕ ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЫ БАКАЛАВРА
| Студенту: Фирсову А.К.
| Группы: 8-МИК-3
|
ТЕМА ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЫ
«Проектирование инструментального участка серийного производства шлицевой комбинированной протяжки для обработки восьмишлицевых отверстий с прямобочным профилем шлицов с разработкой конструкции и технологии изготовления протяжки».
Исходные данные к выпускной квалификационной работе:
1.Обрабатываемая деталь. Обработка восьмишлицевого отверстия с прямобочным профилем. Материал детали - сталь 45. Параметры шлицевой втулки: d = 56+0,190 мм; D = 65+0,030 мм;l=50 мм, b = мм; r ≤ 0,5 мм; f = 56+0,20 мм.
2.Назначение инструмента. Годовой объем выпуска протяжек – 5000 штук.
Руководитель выпускной работы _____________________/Авдеев В.Б./
Дата выдачи задания: «___»_____________2015г.
Задание принял к исполнению_________________/__Фирсов А.К./
АННОТАЦИЯ
Данная выпускная работа написана на 156 страницах вместе с приложениями. Состоит из введения, шести разделов, заключения, списка использованной литературы и приложений.
Содержит 29 таблицы и 23 рисунка. Было использовано 15 литературных источников и электронных ресурсов Интернета. Графическая часть выполнена на 9 листах формата А1
В процессе выполнения выпускной работы была разработана протяжка с прямобочным профилем шлиц для обработки втулки с восьмишлицевым отверстием.
Общая часть выпускной работы содержит общий обзор инструмента, а также обзор типовых конструкций.
Научно-исследовательская часть включает в себя обзор износостойких покрытий, выбор метода нанесения покрытия, а также результаты работы – влияние многослойного износостойкого покрытия на износ режущего инструмента.
В конструкторской части был сделан расчёт основных конструктивных элементов проектируемого инструмента и проведена проверка его на прочность и жёсткость.
В технологической части был обоснован выбор материала и типа заготовки, был разработан комплект технологической документации, а так же были рассмотрены некоторые приспособления применяемые при техпроцессе.
В разделе безопасность жизнедеятельности и охрана окружающей среды был проведен анализ технологического процесса изготовления инструмента и сделан расчёт искусственного освещения цеха.
В технико-экономической части произведен расчет себестоимости изготовления детали, выявлены основные составляющие себестоимости.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 5
1 ОБЩАЯ ЧАСТЬ 6
1.1 Анализ служебного назначения базового инструмента 6
1.2 Обзор и анализ типовых конструкций инструмента 7
1.2.1 Шлицевые протяжки типа К – Ш 8
1.2.2 Шлицевые протяжки типа К – Ш – Ф 9
1.2.3 Шлицевые протяжки типа Ш – К 10
1.2.4 Шлицевые протяжки типа Ф – Ш – К 11
1.3 Цель и задачи проекта 12
1.4 Вывод по разделу 13
2 НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ 14
2.1 Выбор износостойкого покрытия и метода его нанесения 14
2.2 Влияние конструкции многослойного покрытия на изнашивание режущего инструмента 21
2.3 Вывод по разделу 26
3 КОНСТРУКТОРСКАЯ ЧАСТЬ 27
3.1 Разработка технического задания на проектирование инструмента 27
3.2 Расчёт основных конструктивных элементов инструмента 28
3.3 Расчёт инструмента на прочность и жёсткость 37
3.4 Разработка технических требований на инструмент 39
3.5 Вывод по разделу 40
4 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 41
4.1 Уточнение типа производства и серийности его изготовления 42
4.2 Анализ технологического процесса изготовления инструмента на предприятии 43
4.3 Выбор и обоснование метода получения заготовки 48
4.4 Выбор и обоснование технологических баз 49
4.5 Разработка маршрутного технологического процесса и выбор оборудования 50
4.6 Расчёт припусков на механическую обработку 58
4.7 Разработка технологических операций. Оформление технологической документации. 63
4.8 Расчёт режимов резания и норм времени 63
4.9 Проектирование участка цеха. 63
4.9.1 Расчёт количества и коэффициента загрузки технологического оборудования 63
4.9.2 Расчёт количества основных и вспомогательных рабочих, контролёров ОТК, ИТР, МОП 63
4.9.3 Организация снабжения материалом и заготовками 63
4.9.4 Организация транспортного хозяйства 63
4.9.5 Организация работы участка и рабочего места 63
4.9.6 Планировка механического участка 63
4.10 Разработка технологических эскизов 65
4.11 Расчёт и проектирование рабочего приспособления 65
4.11.1 Назначение и принцип работы 65
4.11.2 Расчёт приспособления на точность 66
4.11.3 Расчёт приспособления на усилие зажима 68
4.11.4 Расчёт элементов приспособления на прочность 72
4.12 Контрольное приспособление – накладной угломер 72
4.13 Инструмент второго порядка 74
4.13.1 Фрезы дисковые трёхсторонние для фрезерования шлиц 74
4.14 Вывод по разделу 75
5 БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 77
5.1 Задачи в области охраны труда 77
5.2 Расчёт искусственного освещения цеха 77
5.3 Анализ технологии изготовления шлицевой протяжки на экологичность и мероприятия по защите окружающей среды 80
5.4 Вывод по разделу 81
6 ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 83
6.1 Расчёт себестоймости изготовления нового инструмента 83
6.2 Сравнительная оценка технологической себестоимости инструмента 90
6.3 Выовод по разделу 91
ЗАКЛЮЧЕНИЕ 92
СПИСОК ЛИТЕРАТУРЫ 95
Приложение А 97
Приложение Б 123
Приложение В 128
Приложение Г 130
ВВЕДЕНИЕ
Протягивание – это одно из самых высокопроизводительных способов механической обработки металлов. Данную обработку широко применяют в машиностроительных и приборостроительных отраслях. Необходимость в обработке протягиванием появилась из-за потребности в массовом производстве взаимозаменяемых деталей.
Протяжка используется при необходимости получения как круглых отверстий, так и квадратных, многогранных, шлицевых со шлицами различного профиля, а также шпоночных и других пазов. Инструмент может обрабатывать фасонные поверхности с большим периметром и протяженностью.
Протягивание имеет свои особенности:
1) изделие обрабатывается одновременно по всему профилю;
2) имеет одно прямолинейное рабочее движение;
3) требует применения точного многолезвийного, сложного в изготовлении инструмента;
4) высокая точность и чистота обработанной поверхности;
5) простота наладки станка, установки изделия и инструмента.
Применение протяжек способствует повышению экономического эффекта, производительности и сокращения времени обработки изделия как в массовом, так и в мелкосерийном и единичном производстве.
ОБЩАЯ ЧАСТЬ







