Н. В. ГОЛУБЦОВ И. И. ГРЕБЕНЮК
Р Е С У Р С О С Б Е Р Е Ж Е Н И Е
В Э Н Е Р Г Е Т И К Е
Монография
Москва
ИНФРА-М
 2011
2011
УДК 621.311
ББК 74.58
Ф 33
Рецензент:
доктор технических наук, профессор
А. С. Сарваров
Ф33 Федоров, О. В. Ресурсосбережение в энергетике [Текст]: монография / О. В. Федоров, Н. В. Голубцов, И. И. Гребенюк. – М.: ИНФРА-М, 2011. – 247 с.
ISBN 978-5-16-004958-8
Рассмотрены проблемы инновационной деятельности России. Отражено состояние энергетики. Особое внимание уделено вопросам ресурсосбережения, в том числе энергосбережению и экологическим проблемам промышленности.
Книга адресована широкому кругу читателей, а также может служить учебным пособием для студентов.
Рис. 70. Табл. 50. Библиогр.: 43 назв.
УДК 621.311
ББК 74.58
ISBN 978-5-16-004958-8 © Федоров О.В., Голубцов Н.В.,
Гребенюк И.И., 2011
Оглавление
ВВЕДЕНИЕ. 5
РАЗДЕЛ I. РЕСУРСОСБЕРЕЖЕНИЕ В ПРОИЗВОДСТВЕ ЭЛЕКТРОЭНЕРГИИ.. 14
Глава I.1. ПРОИЗВОДСТВО И РАСПРЕДЕЛЕНИЕ ЭЛЕКТРОЭНЕРГИИ.. 14
§ I.1.1. Тепловые электростанции. 15
§ I.1.2. Гидроэлектростанции. 17
§ I.1.3. Атомные электростанции. 18
§ I.1.4. Передача и распределение электрической энергии. 26
§ I.1.5. Альтернативные источники энергии. 27
§ I.1.6. Общая характеристика электроэнергетики стран СНГ. 34
§ I.1.7. Углеводородные ресурсы.. 55
§ I.1.8. Перспективные энергоносители. 63
Глава I.2. УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ ПРОЦЕССАМИ В ЭНЕРГЕТИКЕ. 81
§ I.2.1. Формирование системы инновационного менеджмента в энергокомпаниях. 81
§ I.2.2. Подготовка кадров энергетических предприятий как условие успешного управления инновационными процессами. 92
РАЗДЕЛ II. РЕСУРСОСБЕРЕЖЕНИЕ У ПОТРЕБИТЕЛЕЙ.. 101
Глава II.1. ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ РЕАЛИЗАЦИИ ЭНЕРГОСБЕРЕГАЮЩЕЙ ПОЛИТИКИ.. 101
§ II.1.1. Потребители электроэнергии. 101
§ II.1.2. Концепция «умных сетей» – Smart Grid для обеспечения энергоэффективности 108
§ II.1.3. Внедрение инновационных технологий в электроосвещение. 112
§ II.1.4. Внедрение инновационных технологий в отопление. 121
Глава II.2. ЛОГИСТИЧЕСКОЕ ФОРМИРОВАНИЕ БОЛЬШИХ СИСТЕМ ПРОИЗВОДСТВЕННОГО НАЗНАЧЕНИЯ.. 137
§ II.2.1. Основополагающие понятия. 137
§ II.2.2. Основные положения структурного анализа. 141
§ II.2.3. Структура электродвигателей предприятий и ее показатели. 143
§ II.2.4. Метод эффективного управления видовой структурой электродвигателей предприятий и ее оценка. 152
РАЗДЕЛ III. ПРАВОВЫЕ И ЭКОЛОГИЧЕСКИЕ АСПЕКТЫ РЕСУРСОСБЕРЕЖЕНИЯ.. 173
Глава III.1. Правовое обеспечение ресурсосбережения.. 173
§ III.1.1. Энергоэффективность и энергосбережение как приоритеты модернизации России 173
§ III.1.2. Законодательно-правовое обеспечение энергосбережения. 177
§ III.1.3. Нормативно-методическая база ресурсосбережения. 189
Глава III.2. ЭКОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЭНЕРГЕТИЧЕСКИХ ОБЪЕКТОВ.. 194
§ III.2.1. Тепловые электростанции. 195
§ III.2.2. Гидроэлектростанции. 197
§ III.2.3. Атомные электростанции. 198
§ III.2.4. Аварии на морских платформах. 200
ЗАКЛЮЧЕНИЕ. 210
Список литературы... 211
ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ СОКРАЩЕНИЙ.. 215
П Р И Л О Ж Е Н И Я.. 219
Приложение А. Структура генерирующих мощностей по видам топлива...................220
Приложение Б. Гидроэнергетические ресурсы России...................................................221
Приложение В. Геотермальные ресурсы регионов России............................................222
Приложение Г. Ветроэнергетический потенциал регионов России..........................223
Приложение Д. Потребности в органическом топливе..................................................224
Приложение Е. Потенциальные области технологического применения ВГТР........225
Приложение Ж. Объемы производства высоковольтных электродвигателей и преобразователей.......................................................................................................................226
Приложение И. Оценка потребности в высоковольтных преобразователях частоты для электроприводов большой мощности на объектах промышленности и коммунального хозяйства до 2020 года...........................................................................................................................229
Приложение К. Оценка потребности в высоковольтных преобразователях частоты для электроприводов переменного тока большой мощности до 2020 года.............................231
Приложение Л. Оценка потребности отраслей народного хозяйства в регулируемых высоковольтных электроприводах.............................................................................................232
Приложение М. Распределение по мощности высоковольтных регулируемых электроприводов............................................................................................................................233
Приложение Н. Электропривод специального назначения мощностью 5 МВт.........234
Приложение П. Массовые энергоэффективные электродвигатели..............................237
Приложение Р. Новая серия отечественных вентильных электродвигателей для универсальных технологических роботов ОАО «Электропривод».................................242
Приложение С. Буровая стационарная установка на шельфе .......................................243
Приложение Т. Система менеджмента качества атомных энергетических разработок.....................................................................................................................................244
Приложение У. Эффективность использования топливно-энергетических ресурсов в РФ за 2008, 2009 и 2010 гг. и целевые значения показателей эффективности на 2011 и 2012 гг............................................................................................................................245
ВВЕДЕНИЕ
Любая промышленная продукция до поступления к потребителю проходит четыре фазы материального производства (рис. 1). При этом на всех фазах она выступает как потребитель материальных, трудовых и финансовых ресурсов, в том числе и в сфере обращения, где затраты вызваны транспортировкой продукции от завода-изготовителя до потребителя, погрузочно-разгрузочных работами, монтажом, ревизией и наладкой. Все ресурсы, используемые предприятиями, подразделяются на воспроизводимые и невоспроизводимые, что требует разного подхода в их использовании. Так, например, нефть, уголь, природный газ, электроэнергия и другие невоспроизводимые природные ресурсы требуют не только рационального, но и особо бережного использования, связанного с сохранением окружающей среды.
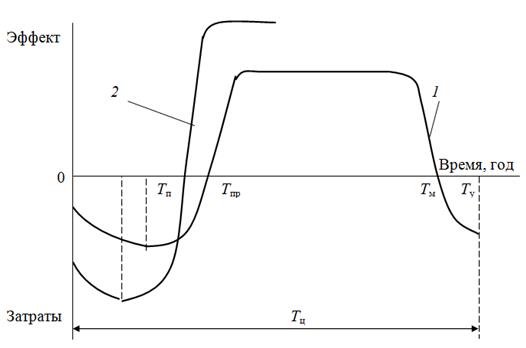
Все четыре фазы, независимо от продукции, объединяются понятием «жизненный цикл», определяемый как совокупность производственных процессов и потребления продукции определенного вида от начала исследования возможности ее создания до прекращения потребления, включая стадии исследования и проектирования, изготовления, обращения, потребления или эксплуатации и утилизации. Весь жизненный цикл промышленной продукции независимо от типа и назначения вписывается в довольно четкую последовательность этапов, которая приведена в табл. 1. На каждом из этих этапов на промышленную продукцию осуществляются затраты на необходимые ресурсы. Характер изменения этих затрат на разных стадиях жизненного цикла промышленной продукции приведен на рис. 2 (кривая 1).
Временной этап от нуля до Т п соответствует первой стадии жизненного цикла продукции – «Исследование и проектирование продукции» (табл. 1). На этом этапе предопределяется до 60 - 80 % себестоимости продукции (хотя сами затраты на этой стадии составляют, чаще всего, меньше одной десятой процента общих затрат).
Здесь имеется наибольшее несоответствие между уровнем собственных затрат и тем влиянием, которое оказывает данная стадия на суммарные затраты последующих стадий жизненного цикла продукции.
Стадия жизненного цикла «Изготовление продукции» соответствует интервалам времени T п– T пр (рис. 2). На всех этапах этой стадии уровень затрат зависит от прогрессивности и сложности разрабатываемых технологических процессов, масштабов, стабильности и серийности выпуска спроектированной продукции. С точки зрения влияния на затраты за весь жизненный цикл продукции этап технологического освоения производства занимает одно из ведущих мест. Например, в индивидуальном крупном машиностроительном производстве расходы на техническую подготовку и освоение в 2 - 4 раза превышают себестоимость изготовления продукции.
|
| Рис. 1. Фазы жизненного цикла промышленной продукции
|
|
| Рис. 2. Эффект и затраты на стадиях жизненного цикла продукции:
1 – фактическая зависимость;
2 – теоретическая зависимость
|
Т а б л и ц а 1
Этапы жизненного цикла продукции
| Фазы жизненного цикла
| Этапы жизненного пути
|
| Исследование и проектирование продукции
| 1. Исследование и отработка замысла /научно–исследовательские подразделения и подразделения перспективного планирования/
|
| 2. Разработка проектной и рабочей конструкторской документации опытного образца /конструкторские подразделения/
|
| 3. Изготовление и испытание опытного образца /опытное и экспериментальное производство, испытательные подразделения, конструкторские подразделения/
|
| 4. Разработка рабочей конструкторской документации для изготовления продукции /проектно-конструкторские подразделения/
|
| 5. Изучение опыта потребления или эксплуатации /научно-исследовательские и конструкторские подразделения/
|
| Изготовление продукции
| 1.Технологическая подготовка производства /специали-зированные производства, технологические и конструкторские подразделения/
|
| 2. Изготовление установочной и головной контрольной серии /основное, обеспечивающее и обслуживающее производство/
|
| 3. Установившееся производство /основное, обеспечивающее и обслуживающее производство/
|
| 4. Подготовка продукции к транспортированию и хранению
|
| Обращение продукции
| 1. Сбыт /сбытовые организации и подразделения/
|
| 2. Хранение /базы и склады хранения/
|
| 3. Транспортирование /транспортные и сбытовые подразделения/
|
| Потребление или эксплуатация и утилизация продукции
| 1. Целевое использование, потребление /центры технического обслуживания, подразделения эксплуатации/
|
| 2. Обслуживание и профилактический ремонт /центры технического обслуживания, подразделения эксплуатации/
|
| 3. Ремонт, восстановление /ремонтные предприятия и подразделения/
|
Примечание: в скобках указаны подразделения, обеспечивающие выполнение соответствующих этапов жизненного цикла продукции.
В структуре отчетных калькуляций себестоимости установившегося производства продукции, выпускаемой, например, объединением УРАЛЭЛЕКТРОТЯЖМАШ, наибольший удельный вес занимают затраты на сырье, покупные изделия и полуфабрикаты (60 - 80 %), а затраты на топливо и энергию (в том числе и электроэнергию) составляют лишь 0,5 - 2 %.
Поэтому, например, для электротехнической продукции машиностроения освоение новой продукции для предприятия всегда связано со значительными экономическими трудностями, даже при условии, что прямые расходы по освоению продукции производятся за счет специальных источников финансирования.
Заключительной стадией является стадия – «потребление или эксплуатация и утилизация продукции», которая имеет наибольшую длительность (Т пр– Т у) из всех стадий жизненного цикла промышленной продукции. Именно на этой стадии жизненного цикла изделие начинает давать эффект в результате целевого его использования у потребителя. Но следует помнить, что как только машина остановится из-за неисправности, она немедленно становится только потребителем всех видов ресурсов (рис. 1).
На временном интервале Т м– Т у затраты, связанные с эксплуатацией техники, превышают полезную отдачу от нее. В момент Т у наступает утилизация техники.
Такое представление жизненного цикла соответствует методологии ИСО 9000 и, в частности, принятому в РФ ГОСТ Р ИСО 9001, который представляет собой аутентичный текст международного стандарта ИСО 9001 – «Системы качества. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании». В дополнение к вышеуказанному стандарту имеется ГОСТ Р ИСО 9002, уточняющий модели обеспечения качества. Следует отметить, что требования к системе качества, устанавливаемые в настоящих стандартах, являются дополнительными (не альтернативными) по отношению к техническим требованиям на продукцию, не зависят от отрасли промышленности и сектора экономики. Целью этих стандартов не является навязывание единообразия систем качества. При необходимости каждая стадия жизненного цикла может быть представлена более детализированными подэтапами, учитывающими индивидуальные особенности, специфику потребностей организации и ее конкретные задачи. Вышеупомянутый международный стандарт содержит общие указания по такой адаптации.
Затраты на стадиях жизненного пути «Потребление или эксплуатация и утилизация продукции» зависят от более или менее экономного расходования ресурсов, потребляемых при эксплуатации и обслуживании техники, поддержания ее в рабочем состоянии и от эффективности системы ремонтов, проводимых за время эксплуатации, от ремонтопригодности, ремонтной и эксплуатационной технологий самого изделия. По статьям расходов на стадиях Т пр - Т у все ресурсы в процентном отношении к итогу распределяются в среднем следующим образом:
- амортизация – 27,4 %;
- эксплуатация и ремонт – 47,2 %;
- внутризаводские перемещения – 7,0 %;
- износ малоценных и быстроизнашивающихся инструментов и приспособлений – 10,1 %;
- прочие расходы – 8,3 %.
Из этого распределения видно, что на самой длительной стадии жизненного цикла продукции наибольшие затраты связаны с эксплуатацией и обслуживанием оборудования. Применительно к наиболее массовой продукции машиностроения примерно 70 % всех затрат за жизненный цикл составляют затраты на ее эксплуатацию.
Для ремонта машин и оборудования используются значительные материальные, трудовые и финансовые ресурсы. На ремонтное обслуживание средств труда расходуется около 25 % производимого металла. После капитального ремонта иногда не достигаются номинальные (первоначальные) технико-экономические характеристики установленного оборудования. Единица оборудования в течение всего срока эксплуатации (значительно превышающего амортизационный) капитально ремонтируются 3 - 4 раза, что составляет 4 - 5 циклов ремонта. При этом средняя стоимость первого капитального ремонта составляет 30, второго 55, третьего и четвертого – 90 и 120 % первоначальной стоимости оборудования. Как правило, такое завышение стоимости ремонтов вызвано тем, что оборудование ремонтируется силами предприятия, где оно эксплуатируется. Так, например, ремонт станочного парка организован следующим образом:
- децентрализованный (ремонт силами потребителя) – 73 - 78 %;
- специализированный отраслевой централизованный –12 -15 %;
- межотраслевой централизованный – 10 - 12 %.
Поэтому при расчете затрат, связанных с обслуживанием и ремонтом, приходится ориентироваться, в основном, на децентрализованный вид текущего и капитального ремонтов. Кроме того, на промышленных предприятиях все еще эксплуатируется оборудование разработок 50 - 60 годов, о чем свидетельствуют, например, данные производственно-технических предприятий ЧЕРМЕТЭНЕРГОРЕ-МОНТ. Однако ремонт оборудования считается целесообразным, и повышению его эффективности посвящен ряд работ научного и методического плана.
Среди всех видов ресурсов особое место занимают энергетические. Потребление электроэнергии растет более быстрыми темпами, чем суммарное потребление всех топливно-энергетических ресурсов (ТЭР), и это наблюдается чуть ли не с самого начала использования электроэнергии в промышленных масштабах. Это обусловлено рядом технических причин. Темпы роста потребления электроэнергии должны и в дальнейшем опережать рост общего энергопотребления. Основные причины этого заключаются в следующем:
- электроэнергию можно вырабатывать на базе различных ТЭР;
- более широкие возможности регулирования электроэнергии делают эффективным ее использование;
- использование электроэнергии практически не причиняет ущерба окружающей среде.
Из результатов анализа структуры потребления электроэнергии по отраслям промышленности установлено, что на электропривод приходится основная доля. Так, например, в химической промышленности – 68, черной металлургии – 64,5, а в машиностроении и металлообработке – 50,4 %. Среди машиностроительных предприятий наибольшее потребление электроэнергии осуществляется в автомобиле- и приборостроении, соответственно 54,8 и 52,8 %.
Высокое электропотребление, значительные потери электроэнергии в промышленности и неудовлетворительный характер энергоснабжения вызвали необходимость принятия федерального закона об энергосбережении.
Из рассмотренного следует, что вопросы экономической эффективности оборудования на самой длительной стадии его жизненного цикла «Потребление или эксплуатация и утилизация продукции» имеют важное народнохозяйственное значение. Следует также отметить, что чем больше величина экономического эффекта ресурсов, тем на менее короткие сроки можно направить их на разработку (или внедрение в технологический процесс) более современного и эффективного нового оборудования (кривая 2 рис. 2).
Применительно к сложной технике, которой и является современное оборудование промышленных предприятий, невозможно рассматривать экономическую эффективность в отрыве от технических характеристик этого оборудования. Условно все критерии выбора можно определить как технического, экономического и экологического (технико-экономического) направлений.
Технические направления характеризуются тем, что в качестве критериев принимаются технические показатели вариантов. Данные показатели характеризуют технический уровень рассматриваемых альтернатив. Однако при этом не учитываются экономические и социальные последствия принимаемых решений. Поэтому применение подобных критериев может привести во многих случаях к значительным потерям того или иного вида, нерациональному использованию различных ресурсов. Особенно недопустим указанный метод при проектировании и выборе сложных, дорогостоящих объектов.
При экономическом подходе к данной проблеме критерии оптимальности формируются на основе экономических показателей: цен, эксплуатационных расходов и т. д. Однако эти критерии непосредственно не учитывают технические характеристики и режимы работы оборудования. Данный подход применим, если альтернативные варианты являются сопоставимыми (варианты обеспечивают тождественный эффект того или иного вида).
В общем случае технические, экономические и экологические показатели эффективности альтернативных вариантов взаимосвязаны (рис. 3). Однако эти взаимосвязи являются сложными и зависят от анализируемого вида техники. В соответствии с существующими методическими рекомендациями, в основе которых лежат методические подходы международной организации UNIDO по проведению промышленных технико-экономических исследований, экономический эффект от использования техники определяется как превышение стоимостной оценки результатов над стоимостной оценкой затрат за весь срок службы этой техники. Показателем наилучшего варианта, как правило, является максимум экономического эффекта.
Оценка эффективности на основе единственной числовой характеристики определяет скалярный подход. Достоинством скалярного подхода является кажущаяся простота и однозначность оценки при сравнении эффективности различных альтернативных вариантов. На самом деле здесь объективность и однозначность определения оптимального решения не всегда являются достижимыми.
Другим подходом к оценке оптимальности принимаемого решения является векторный подход, отличительной особенностью которого является оценка эффективности оборудования по совокупности показателей эффективности, а не по множеству параметров. Учет этих особенностей, как правило, осуществляется при процедуре определения текущих эксплуатационных затрат, состав которых зависит от вида техники.
|
| Рис. 3. Взаимосвязь показателей
|
Значимость и весомость машиностроительной продукции в народном хозяйстве определяется ее многообразной номенклатурой (рис. 4) и повсеместным применением и в самом машиностроении, что способствует повышению его технической базы.
|
| Рис. 4. Роль энергетики в экономике страны
|
В заключение отметим, что экономическая оценка инновационных решений должна производиться на всех фазах и стадиях жизненного цикла любой продукции, в том числе и машиностроительной. Эта оценка показывает, на каких этапах необходимо в данных экономических условиях использовать ресурсосберегающие решения.
Однако развитие электроэнергетики предполагает обеспечение ее продукцией машиностроения, металлургии и ряда других отраслей экономики.
I.1.2. Гидроэлектростанции
В балансе электроэнергии России электроэнергия гидроэлектростанций (ГЭС) составляет 17 %.
Данные электростанции являются мобильными энергетическими сооружениями, выгодно отличающимися от тепловых электростанций в отношении регулирования частоты тока, покрытия пиковых нагрузок и обеспечения аварийного резерва энергосистемы. В ГЭС для получения электрической энергии используется кинетическая энергия падающего потока воды, который вращает ротор (рабочее колесо) гидравлической турбины, а он в свою очередь – ротор электромашинного генератора тока. Для создания мощного турбулентного падающего потока воды ее уровень повышают и направляют на лопасти или направляющий аппарат гидравлической турбины. Повышение уровня воды осуществляется плотиной или деривационной схемой станции. Деривационная система включает в себя:
- плотину;
- водоподъемник;
- отстойник;
- деривационный канал;
- бассейн суточного регулирования;
- напорный бассейн;
- турбинный водовод;
- распределительное устройство;
- здание ГЭС;
- водосброс;
- подъемные пути.
Гидравлические турбины по принципу действия подразделяются на активные (свободноструйные) и реактивные турбины (напороструйные), по конструкции – на вертикальные и горизонтальные. В активной турбине вращение осуществляется напором струи воды, поступающей на лопасти турбины через сопло ротора. В реактивной турбине вращение ротора происходит за счет реактивной силы, действующей на ротор при вытекании из него струи воды, поступающей из направляющего аппарата.
Из активных турбин наиболее распространены ковшевые.
Реактивные турбины делятся по направлению потока на осевые и радиально-осевые. К реактивным турбинам одинарного регулирования относятся турбины, имеющие направляющий аппарат (либо рабочее колесо) с поворотными лопастями (лопатками), у гидравлических турбин двойного регулирования направляющий аппарат и рабочее колесо имеют поворотные лопасти. Диаметр ротора турбин достигает 10 м, мощность – 800 МВт.
По напору воды ГЭС делятся на высоконапорные (более 60 м), средненапорные (от 60 до 25 м) и низконапорные (до 25 м). На высоконапорных ГЭС устанавливают ковшевые или радиально-осевые турбины с металлическими спиральными камерами; на средненапорных – поворотно-лопастные и радиально-осевые турбины с железобетонными или металлическими спиральными камерами; в низконапорных – поворотно-лопастные турбины в бетонных или железобетонных спиральных камерах. Используются горизонтальные турбины в капсулах или в открытых камерах.
В России действует 99 ГЭС общей мощностью свыше 44 млн. кВт. Наиболее крупные гидростанции: Волжские (2300 и 2530 МВт), Усть-Илимская (6400 МВт). В 2003 году в Амурской области начала работать Бурейская ГЭС с проектной мощностью 2000 МВт, на которую она вышла в 2009 г.
Перспективно строительство и малых ГЭС с напором от 5 до 20 м для автономных потребителей в гористой местности. Мощность таких ГЭС – 10 - 200 кВт.
Сравнительные показатели
Т а б л и ц а I.11
Сравнительный перечень ПКЭ
| Показатели КЭ (ГОСТ 13109-97)
| Показатели КЭ стандарта МЭК
|
| - установившееся отклонение
напряжения
| - частота в системе электроснабжения
|
| - размах изменения напряжения
| - значение и положительное и отрицательное отклонения напряжения электропитания
|
| - доза фликера
| - доза фликера
|
| - коэффициент искажения
синусоидальности кривой напряжения
| - провалы и выбросы напряжения
электропитания
|
| - коэффициент n-ой гармонической
составляющей напряжения
| - прерывания напряжения
|
| - коэффициент несимметрии напряжения по обратной последовательности
| - переходные процессы напряжения
|
| - коэффициент несимметрии напряжения по нулевой последовательности
| - гармоник и интергармоники напряжения и тока
|
| - отклонение частоты
| - несимметрия напряжения
|
| - длительность провала напряжения
| - сигналы, передаваемые по электрическим сетям
|
| - импульсное напряжение
| - резкие изменения напряжения
|
| - коэффициент временного
перенапряжения
| –
|
В связи с необходимостью повышения КЭ иногда приходится менять схемы электроснабжения потребителей, в частности в сетях АК «АЛРОСА» [16].
Широкое применение вентильных преобразователей обусловлено высокими технико-экономическими показателями и эксплуатационными достоинствами, соответствующими современным требованиям технологических процессов и поэтому становятся главным средством управляемого преобразования электрической энергии в механическую.
Среди неблагоприятных особенностей вентильных преобразователей, применяемых, в частности, в регулируемых электроприводах (ЭП), ухудшающих их электромагнитную совместимость с примыкающими сетями электроснабжения, наиболее существенными являются потребление реактивной мощности на основной частоте и искажение формы напряжения, сопровождающееся генерированием в сеть высших гармоник.
Обе эти особенности обусловлены коммутацией вентилей, но имеют разный механизм происхождения [14].
Потребление преобразователями реактивной мощности на частоте основной гармоники напряжения происходит из-за того, что коммутация тиристоров приводит к отставанию первой гармоники тока от коммутирующих электродвижущих сил, а искажение формы напряжения – из-за того, что эти же коммутации приводят к появлению высших гармоники в кривой тока.
Высшие гармоники напряжения и тока неблагоприятно влияют на электрооборудование, системы автоматики, релейной защиты, телемеханики и связи: появляются дополнительные потери в электрических машинах, трансформаторах и сетях; затрудняется компенсация реактивной мощности с помощью батарей конденсаторов; сокращается срок службы изоляции электрических машин и аппаратов; возрастает аварийность в кабельных сетях; ухудшается качество работы, а иногда появляются сбои в работе систем релейной защиты, автоматики, телемеханики и связи.
При работе асинхронных двигателей в условиях несинусоидальности напряжения снижается их коэффициент мощности и вращающий момент на валу. Так, если амплитуды 5й и 7й гармоник составляют соответственно ~ 20 % и 15 % амплитуды основной гармоники, то коэффициент мощности двигателя уменьшается в среднем на 2,6 % в сравнении с его значением при синусоидальном напряжении. Моменты, развиваемые высшими гармониками, незначительны, однако во избежание недопустимого превышения температуры изоляции асинхронных двигателей при наличии дополнительных потерь от высших гармоник необходимо уменьшать нагрузку на валу.
Добавочные потери мощности, обусловленные высшими гармониками, возникают в обмотках, а также в стали статора и ротора асинхронных двигателей.
В тоже время искажения формы напряжения заметно сказываются на возникновении и протекании ионизационных процессов в изоляции электрических машин и трансформаторов. При наличии газовых включений в изоляции возникает ионизация, сущность которой заключается в образовании объемных зарядов и последующей их нейтрализации. Нейтрализация зарядов связана с рассеянием энергии, следствием которого является электрическое, механическое и химическое воздействие на диэлектрик. В результате в изоляции возникают местные дефекты, что приводит к снижению ее электрической прочности, возрастанию диэлектрических потерь и в конечном счете к сокращению срока службы.
Подробные многолетние исследования показывают, что наличие высших гармоник в сетях электроснабжения промышленных предприятия при «заостренной» форме кривой напряжения по сравнению с синусоидальной приводит к ускоренному тепловому старению изоляции электрических машин и трансформаторов [16].
При несинусоидальном напряжении сети происходит ускоренное старение изоляции силовых кабелей. Для подтверждения этого были сопоставлены результаты замеров токов утечки силовых кабелей, проложенных практически одновременно и работающих в сходных температурных условиях [16]. Часть обследованных кабелей работала при синусоидальном напряжении, другая – при уровне высших гармоник в кривой напряжения в пределах  (преобладали 5я и 7я гармоники). Токи утечки кабелей при несинусоидальном напряжении через 2,5 года эксплуатации оказались в среднем на 36 %, а через 3,5 года – на 43 % больше, чем у кабелей при синусоидальном напряжении.
(преобладали 5я и 7я гармоники). Токи утечки кабелей при несинусоидальном напряжении через 2,5 года эксплуатации оказались в среднем на 36 %, а через 3,5 года – на 43 % больше, чем у кабелей при синусоидальном напряжении.
Опыт эксплуатации свидетельствует о том, что в сетях со значительным удельным весом вентильных преобразователей часто возникают однофазные замыкания в кабелях.
При наличии высших гармоник в кривой напряжения процесс старения диэлектрика конденсаторов протекает также более интенсивно, чем в случае, когда конденсаторы подключены к сети с синусоидальной формой напряжения.
Это объясняется тем, что физико-химические процессы в диэлектриках, обусловливающие старение их, значительно ускоряются при высоких частотах электрического поля. Аналогично влияет и дополнительный нагрев, вызванный протеканием высших гармоник тока. При несинусоидальном напряжении на зажимах батареи конденсаторов в их диэлектрике появляются дополнительные активные потери, обусловленные высшими гармониками.
Обычно в сетях электроснабжения промышленных предприятий подключение батареи конденсаторов возможно по одной из трех схем: батарея конденсаторов подключается непосредственно к шинам подстанций, в цепи конденсаторов устанавливается реактор, защищающий батарею от проникновения высших гармоник, по схеме реактор - батарея, используемой в качестве силового резонансного фильтра высших гармоник, иначе называемого фильтрокомпенсирующим устройством.
Отметим также, что в соответствии с ГОСТ 1282 батареи конденсаторов могут длительно работать при перегрузке их токами высших гармоник не более чем на 30 %. Допустимое повышение напряжения составляет 10 %. Однако при длительной эксплуатации конденсаторов в этих условиях срок их службы также сокращается. Кроме того, в условиях промпредприятий конденсаторы часто оказываются в режиме, близком к резонансу токов на частоте какой-либо из гармоник, что приводит нередко к их быстрому выходу из строя.
Учет электроэнергии индукционными счетчиками при несинусоидальных режимах сопряжен со значительными погрешностями, приводящими к «переучету» или «недоучету» потребляемой электроэнергии. При больших искажениях напряжения  и преобладании в спектре 5й, 7й, 11й и 13й гармоник токов положительные погрешности измерения индуктивными счетчиками энергии, потребляемой тиристорными преобразователями ЭП, могут достигать 3 - 4 %. При этом в наибольшей мере влияние несинусоидальности на погрешности индукционных счетчиков проявляется на частотах 11й и 13й гармоник. В тоже время при
и преобладании в спектре 5й, 7й, 11й и 13й гармоник токов положительные погрешности измерения индуктивными счетчиками энергии, потребляемой тиристорными преобразователями ЭП, могут достигать 3 - 4 %. При этом в наибольшей мере влияние несинусоидальности на погрешности индукционных счетчиков проявляется на частотах 11й и 13й гармоник. В тоже время при  дополнительные погрешности измерения оказываются пренебрежимо малыми.
дополнительные погрешности измерения оказываются пренебрежимо малыми.
Высшие гармоники создают также помехи на системы управления преобразователем, которые приводят к сбоям и последующим их отказам, возможности возникновения гармонической неустойчивости при неправильной работе системы импульнсо-фазового управления, сопровождающейся появлением четных гармоник или третьей гармоники и ей кратных. Важно отметить, что гармоническая неустойчивость может возникнуть, если мощность к.з. сети, к которой подключены преобразователи, соизмерима или близка с их мощностью.
На рис. I.6 приведена принципиальная схема электроснабжения подземного горного предприятия. По этой схеме можно сказать, что высокий уровень гармоник на секциях 6,3 кВ генерируемых преобразователями регулируемых ЭП, негативно влияет не только на работу надземного электрооборудования, но из-за электромагнитной связи между обмотками трансформатора и на работу электрооборудования подземной части.

|
| Рис. I.6. Принципиальная схема электроснабжения
подземного горного предприятия
|
На руднике с помощью анализатора сети были произведены замеры. На рис. I.7 приведены кривые тока и напряжения. Из осциллограмм следует, что коэффициент искажения синусоидальности кривой напряжения достигает до 12,5 % при предельно допустимом значении на напряжение 6,3 кВ 8 %, а тока 27,3 % (этот показатель в России не нормируется[17]).
По результатам замеров можно сделать вывод о плохой электромагнитной обстановке на предприятии в основном из-за применения вентильных преобразователей различной пульсности. В качестве технических средств направленных на снижения уровня гармоник можно выделить два метода: рациональное проектирование схемы электроснабжения; применение специальных технических средств.

Рис. I.7. Формы кривой напряжения и тока
на вводе подъемной машины
Спектры токов и напряжений, представленные на рис. I.8, свидетельствуют о высоком содержании нечетных гармоник.

|
| Рис. I.8. Спектры токов и напряжений
|
По результатам замеров можно сделать вывод о плохой электромагнитной обстановке на предприятии в основном из-за применения вентильных преобразователей различной пульсности. В качестве технических средств направленных на снижения уровня гармоник можно выделить два метода: рациональное проектирование схемы электроснабжения; применение специальных технических средств. Снижение уровней гармоник рациональным построением схемы электроснабжения (рис. I.9), при которой обеспечивается допустимый уровень гармоник напряжения на шинах потребителя, осуществляется путем выделения нелинейных нагрузок на секции шин, питающие












