

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
1.3.1 Знежирення
Проводиться для видалення з поверхні виробу всіх видів жирових забруднень. Завдяки попередній і подальшим промивкам видаляється більшість забруднень, не пов'язаних з поверхнею.
Якщо на напилення поступає велика кількість відносно невеликих деталей, то доцільно знежирення проводити у ваннах. Склад миючого розчину, що рекомендується: 35-40 г/л три натрій фосфату;
40-45 г/л кальцинованої соди.
Температура ванни 75-85°С, тривалість знежирення - 20-25 хв.
Потім - промивка в гарячій і холодній воді та сушка стислим підігрітим повітрям.
Коли покриття наносяться на ділянки поверхні крупногабаритних виробів, доцільно застосовувати місцеве знежирення протиранням дрантям, змоченим ацетоном, чотирихлористим вуглецем, бензином, уайт-спіритом і іншими активними розчинниками.
Якщо на напилення поступають сильно замастилені деталі і можливий їх нагрів до температури 700-800°С, їх поміщають в печі і прожарюють на повітрі при цих температурах до повного вигоряння органічних забруднень.
1.3.2 Абразивно-струминна підготовка поверхні
Проводиться шляхом обдування поверхні виробу струменем абразивного матеріалу. Для розгону частинок використовується стисле повітря. Для створення подібних струменів служать пістолети інжекторного або напірного типу.
Як абразивні матеріали використовують: ДЧК - дріб чавунний колений; ДСК - дріб сталевий колений; кварцевий пісок; електрокорунд.
Розмір частинок 0,3-1,5 мм. Тиск повітря 0,4-0,7 МПа. Воно не повинно містити вологи і мастила. Дистанція обробки 8-15 см, час 20-30 секунд.
Після обробки поверхня повинна бути матовою, блискучі ділянки на ній не допускаються. Шорсткість визначається товщиною покриттів, методом і способом напилення.
Після абразивно-струминної обробки поверхня стає надзвичайно активною. Так, наприклад, коефіцієнт самодифузії Ni підвищується до 30 разів. Звичайно дозволяється зберігати підготовлену до напилення деталь в сухому повітрі не більше 3-х годин.
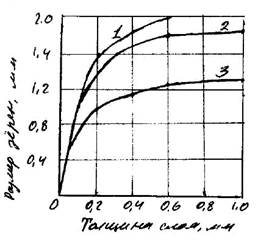
Розміри частинок абразивного матеріалу вибирають залежно від товщини матеріалу, що напилюється, матеріалу основи і ряду інших технологічних чинників. Рекомендації по грануляції абразивних частинок наведені на
рисунку 1.1 і в таблиці 1.1.
Таблиця 1.1 - Грануляція частинок кварцевого піску і сталевого дрібняку, що рекомендується для обробки поверхні різних матеріалів
| Вид матеріалу, що оброблюється | Розмір часток, мм | |
| Кварцевий пісок | Сталевий дрібняк | |
| 1. Сталь маловуглецева | 0,8-1,0 | 01,8-1,0 |
| 2. Сталь середньовуглецева | 1,0-1,8 | 1,0-1,5 |
| 3. Чавун сірий | 0,25-0,5 | - |
| 4. Чавун білий | 1,5-0,5 | 1,5-2,5 |
| 5. Скло | 0,25-0,5 | - |
| 6. Пластмаси | 0,3-0,6 | - |
|
|
Рисунок 1.1 - Залежність грануляції зерен абразивного матеріалу від товщини напиленого шару: 1 - кварцевий пісок, 2 - сталевий дрібняк, 3- сталевий дріб
Шорсткість поверхні, що готується, також визначається тиском стислого повітря. З його збільшенням вона зростає.
Важливою характеристикою, що визначає результати обдування поверхні виробів, є кут атаки. Експериментально показано, що вироби з сірого чавуну краще обробляти при кутах атаки, близьких 90°, а сталі - 45°.
При обробці сірого чавуну і падінні частинок нормально поверхні, абразивний матеріал вибиває м'які графітні частинки. Малі кути атаки (45° і менш) небажані, оскільки в таких умовах абразивні частинки зрізають виступи на поверхні, що готується, шорсткість зменшується.
В таблиці 1.2 наведені рекомендації щодо вибору режиму обдування поверхні різних матеріалів абразивними частинками.
Таблиця 1.2 - Рекомендовані режими абразивно-струминної обробки
поверхні різних матеріалів
| Матеріал деталі, що оброблюється | Відстань від сопла до деталі, мм | Р повітря, МПа | Кут атаки, град. |
| Сталь високовуглецева | 100-150 | 0,4-06 | 65-80 |
| Сталь маловуглецева | 100-150 | 0,2-0,4 | 45-65 |
| Чавун сірий | 100-150 | 0,15-0,30 | ~90 |
| Кольорові метали | 150-200 | 0,10-0,15 | 65-80 |
| Пластмаси | 200-250 | 0,10-0,15 | 65-90 |
| Скло або деревина | 200-250 | 0,05-0,10 | 45-80 |
Механічні методи підготовки поверхні
Насікання зубилом
Застосовується для підготовки поверхонь деталей типу вал, виготовлених з матеріалів з низькою і середньою твердістю. Обробка проводиться зубилом паралельно осі деталі. Зубило заточують під кутом 45°. Крок 3-6 мм. Глибина обробки 0,2-0,4 мм.
Така підготовка забезпечує підвищену міцність зчеплення покриттів з основою при тангенціальних навантаженнях.
|
|
Накатування
Застосовується для підготовки поверхонь в'язких матеріалів. Виконується одним або декількома зубчастими дисками, насадженими на один вал. Після накатування корисне обдування абразивним матеріалом.
Нарізання «рваної» різі
Метод знайшов широке розповсюдження при підготовці до напилення зовнішніх і внутрішніх поверхонь круглих виробів. Для отримання «рваної» різі різець встановлюється дещо нижче за центр деталі. Величина зсуву h
визначається за формулою
h=R·sinγ, sinγ =  ,
,
де h - зсув різця щодо осі деталі;
R - радіус деталі;
γ - кут заточування різця;
К - коефіцієнт, що характеризує матеріал, який оброблюється. Для сталі К1=0,393;
δ - відносне видовження матеріалу деталі.
Крок «рваної» різі повинен бути не менше діаметра напилених частинок.
|
|
|

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

