

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Стремление полностью автоматизировать управление работой станка, улучшить шероховатость обработанной поверхности, повысить точность и производительность, а также обеспечить быструю переналадку станка для обработки различных деталей, что характерно для мелкосерийного и серийного производства, привело к созданию станков с числовым программным управлением.
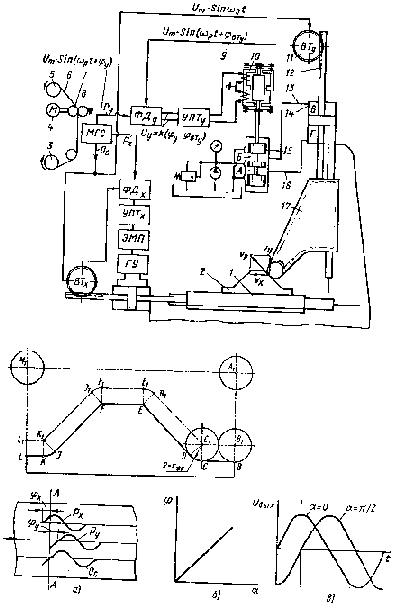
Рассмотрим принцип действия гидравлического следящего привода подач с фазовой системой числового программного управления [24], нашедшей широкое применение для управления работой фрезерных станков средних и крупных размеров. Схема простейшего привода, использованного для управления работой фрезерного станка, показана на рис. 6.
В случае числового программного управления отпадает необходимость в шаблоне и таким образом размеры рабочего стола /, на котором крепится заготовка 2, могут быть уменьшены. Каждая из координат: вертикальная и продольная — независимо управляются системами управления и приводами аналогичной конструкции от одной магнитной ленты 6. Координатам обычно присваиваются определенные индексы, например, для вертикальной индекс «у», а горизонтальной «х».
Числовое программное управление предусматривает задание программы для работы станка в форме чисел. Например, фасонный контур детали BCDEFIKL (рис. 7) можно обработать на станке (рис. 6), если сообщить центру фрезы движение относительно заготовки по траектории, обозначенной буквами B1C1D1E1F1I1K1L1 (рис. 7), эквидистантной относительно профиля обрабатываемой детали. Законченный цикл движения может быть получен при начале движения фрезы из точки А\, находящейся на некотором расстоянии от обрабатываемой поверхности, и возвращении в эту точку, например, по траектории L1M1A1 по окончании обработки.
|
|
Переход фрезы из точки A1 в точку B1, которая соответствует началу обработки, можно осуществить за счет хода (перемещения) вертикальной каретки 17 станка (рис. 6). Величина этого хода может быть выражена в миллиметрах. Единицей перемещения может быть также импульс, составляющий часть миллиметра или несколько миллиметров. В этом случае расстояние А1В1 может быть выражено числом импульсов, представляющим частное от деления расстояния А1В1 на цену импульса tи (например, распространено значение tи = 0,01 мм). Иногда может быть удобно числовую форму выразить через какой-либо аналог, например величину  фазового сдвига, причем фазовому сдвигу = 2
фазового сдвига, причем фазовому сдвигу = 2  будет соответствовать определенное число импульсов n ио (распространено значение n ио = 64).
будет соответствовать определенное число импульсов n ио (распространено значение n ио = 64).
 |
 |
 |  | ||
Рис. 6. Схема гидравлического следящего привода с фазовой системой числового программного управления
Рис. 7. Схема перемещения инструмента при обработке фасонного контура
Рис. 8. Характеристики отдельных элементов фазовой системы ЧПУ: а — характер записи сигналов на магнитной ленте; 6 и в - характеристики вращающегося трансформатора ВТ
Перемещение, соответствующее = 2 составляет цену оборота фазы t ф. Таким образом, числовое выражение размера в сантиметрах (миллиметрах) или импульсах перемещения может быть однозначно выражено величиной фазового сдвига.
Переход от числа к фазе обычно автоматизируется и совершается специальным импульсно-фазовым преобразователем.
Работа гидравлического следящего привода с фазовой системой числового управления осуществляется следующим образом. На магнитную ленту, движущуюся со строго определенной скоростью, например, 50 мм/с, наносится опорный сигнал Ос (рис. 8, а) синусоидальной формы определенной частоты  0, например, 250 Гц. Тем самым образуется дорожка опорного сигнала Ос. На других, параллельных, дорожках наносятся рабочие сигналы Рх и Ру для каждой из управляемых по числовой программе координат X и У. Магнитная головка МГС (см, рис. 6) считывает величины сигналов на каждой дорожке по линии А-А (рис. 8, а). Движение магнитной ленте сообщается тонвалом 7 (см. рис. 6), приводимым во вращение электродвигателем 4. Для исключения проскальзывания ленты и повышения силы трения между магнитной лентой и тонвалом служит подпружиненный ролик 8. Магнитная лента наматывается на бобины 3 и 5, причем электродвигатели, соединенные с их осями, осуществляют непрерывную подмотку ленты, не допуская ее ослабления. Опорный Ос и рабочие сигналы Рх и Pv, считанные с магнитной ленты, после усиления по амплитуде до величины U m поступают соответ-ственно во вращающиеся трансформаторы ВТх и ВТУ и фазовые дискриминаторы ФДХ и ФДУ.
0, например, 250 Гц. Тем самым образуется дорожка опорного сигнала Ос. На других, параллельных, дорожках наносятся рабочие сигналы Рх и Ру для каждой из управляемых по числовой программе координат X и У. Магнитная головка МГС (см, рис. 6) считывает величины сигналов на каждой дорожке по линии А-А (рис. 8, а). Движение магнитной ленте сообщается тонвалом 7 (см. рис. 6), приводимым во вращение электродвигателем 4. Для исключения проскальзывания ленты и повышения силы трения между магнитной лентой и тонвалом служит подпружиненный ролик 8. Магнитная лента наматывается на бобины 3 и 5, причем электродвигатели, соединенные с их осями, осуществляют непрерывную подмотку ленты, не допуская ее ослабления. Опорный Ос и рабочие сигналы Рх и Pv, считанные с магнитной ленты, после усиления по амплитуде до величины U m поступают соответ-ственно во вращающиеся трансформаторы ВТх и ВТУ и фазовые дискриминаторы ФДХ и ФДУ.
|
|
Рассмотрим работу гидравлического следящего привода по вертикальной координате у при равных частотах ωр = ω0) и разности фаз фу сигналов (рис. 8, а) на рабочей и опорной дорожках магнитной ленты. Опорный сигнал Ос от магнитной головки считывания МГС поступает в фазовый дискриминатор ФДУ не непосредственно как рабочий сигнал Ру, а пройдя через вращающийся трансформатор ВТУ. Последний представляет собой синусный датчик положения, электрический угол φ (рис. 8, б) на выходе которого изменяется пропорционально углу α поворота его вала. При подаче на обмотки статора вращающегося трансформатора синусоидального напряжения с частотой ω0 и угле поворота ротора α = О, на обмотках ротора будет трансформироваться напряжение той же частоты без фазового сдвига α = 0 (рис. 8, в). При повороте ротора вращающегося трансформатора на угол α выходное напряжение будет сдвигаться на пропорциональный этому повороту электрический угол φВТ.У. Вал вращающегося трансформатора с помощью шестерни 11 (см. рис. 6) зацепляется с рейкой 12, скрепленной со штоком силового цилиндра 14. При нулевом положении вала вращающегося трансформатора ВТУ опорный сигнал без изменений поступает по каналу 9 в фазовый дискриминатор ФДУ, на выходе которого формируется управляющий сигнал—напряжение Uу и ток 1у, величина которого пропорциональна сдвигу фазы φ у или его синусу—в зависимости от устройства фазового дискриминатора между опорным и рабочим сигналом, а знак определяется знаком сдвига фазы. Увеличенный в усилителе постоянного тока УПТУ управляющий сигнал поступает в электрогидравлический преобразователь 10, аналогичный по конструкции показанному на рис. 4. В результате золотник 15 гидроусилителя смещается вниз (см. рис. 6) от среднего положения на величину, пропорциональную величине входного сигнала Uу, а значит разности фаз φу между рабочим и опорным сигналами на магнитной ленте. При этом в полости А золотника, трубопроводе 16 и полости Г гидроцилиндра устанавливается низкое давление, а в полостях £ и В и трубопроводе 13 — высокое. Вследствие этого поршень и шток вместе с вертикальной кареткой 17, рейкой 12 и режущим инструментом начнет перемещаться вниз. В процессе перемещения рейка 12 с помощью шестерни 11 поворачивает вал вращающегося трансформатора ВТУ, в связи с чем в канал 9 поступает опорный сигнал Ос, сдвинутый на угол φВТ.У. По мере увеличения угла φВТ.У и приближения его к величине фу соответственно будет уменьшаться управляющий сигнал на выходе фазового дискриминатора, а значит и смещение золотника 15 от среднего положения. В итоге наступит момент, когда величины сдвигов фаз φу и φВТ.У и соответственно проходные сечения всех щелей золотника сравняются настолько, что разность давлений в полостях Б и А, а также В и Г станет недостаточной для продолжения движения поршня гидроцилиндра, и вертикальная подача прекратится. Таким образом, величина пути, который пройдет вертикальная каретка, будет пропорциональна сдвигу φу фаз его рабочего и опорного сигналов.
|
|
Можно записать на магнитной ленте рабочий сигнал таким образом, чтобы непрерывно изменялся сдвиг фаз φу рабочего и опорного сигналов при протягивании магнитной ленты относительно магнитной головки считывания, например, путем изменения частоты рабочего сигнала с ω0 до ωр (сдвиг фаз между рабочим и опорным сигналами будет изменяться во времени пропорционально разности этих частот ( ωр - ω0)t). В результате поршень гидроцилиндра и вертикальная каретка с инструментом будут перемещаться со скоростью, пропорциональной разности величин указанных частот, причем направление перемещения будет определяться знаком разности частот рабочего и опорного сигналов: например, при ωр > ω0 движение будет идти вниз, а при ωр < ω0 — вверх.
|
|
Рассмотрим снова обработку контура, показанного на рис. 7. Для записи перемещения фрезы на расстояние A1 B1 необходимо знать цену оборота фазы t ф привода. В приводе вертикального перемещения (рис. 6) цена оборота фазы составляет, очевидно, длину начальной окружности шестерни 11, так как на такое расстояние перемещается вертикальная каретка при одном обороте вращающегося трансформатора ВТУ, установленного в цепи обратной связи привода. Следовательно, суммарный сдвиг фазы рабочего сигнала на магнитной ленте за время движения вертикальной каретки на расстояние A1B1 = S должен составить
 (1)
(1)
а для того, чтобы перемещение осуществлялось со скоростью холостого хода υxxy необходимо, чтобы разность частот рабочего ωр и опорного ω0 сигналов составила
 (2)
(2)
Для прекращения движения вертикальной каретки при достижении координаты В 1 после получения суммарного сдвига фазы рабочего сигнала величиной φy(S) относительно опорного следует записывать рабочий сигнал с частотой ω0 опорного сигнала. Очевидно, что на участке магнитной ленты, соответствующем одному перемещению вертикальной каретки, на дорожке рабочего сигнала продольного перемещения по координате х должен быть записан сигнал, равный опорному. Для осуществления перемещения центра фрезы относительно заготовки по горизонтальной траектории В 1С 1 на рабочей дорожке координаты у следует записать сигнал, равный опорному, а по рабочей дорожке координаты х — сигнал с частотой, отличающейся от опорного при суммарном сдвиге фазы, определяемые согласно выражениям (1) и (2). .
Движение по наклонному участку C1D1 (см. рис. 7) траектории центра фрезы достигается при записи на обеих дорожках магнитной ленты рабочих сигналов Рх и Ру с частотами, разность которых относительно частоты опорного сигнала пропорциональна слагающим vx и vy общей рабочей скорости подачи вдоль контура.
Очевидно, что варьируя сдвиги фаз φх и φу по обеим координатам в соответствии с требуемыми величиной и скоростью перемещения вертикальной и продольной кареток в каждый момент времени, можно обеспечить строго определенный обвод инструментом, укрепленным на вертикальной каретке, заданного профиля на заготовке, укрепленной на продольной каретке.
|
|
Следовательно, принцип действия и структура построения гидравлического следящего привода с числовым программным управлением аналогичны гидравлическим приводам с механическим и электрическим копировальным управлением, а отличаются от них характером задающего устройства и средствами передачи команд от задающего устройства к золотнику, управляющему работой гидродвигателя, и от гидродвигателя к сравнивающему устройству по цепи обратной связи. Привод задающей подачи в этом случае заменен лентопротяжным механизмом, выполняющим его функции.
В рассмотренном примере гидравлический следящий привод с числовым программным управлением включает звенья, связанные в структурную схему, показанную на рис. 9. Схема аналогична показанной на рис. 5 для электрогидравлического привода с копировальным управлением, однако конструктивное исполнение звеньев иное: функции источника воздействия ИВ здесь выполняет (применительно к приводу на рис. 6) лентопротяжный механизм, задающего устройства ЗУ — магнитная (перфорированная) лента, промежуточного устройства ПУ — магнитная головка считывания МГС, сравнивающего устройства СУ — фазовый дискриминатор ФД, а обратная связь ОС — электрическая, от вращающегося трансформатора ВТ.
На схеме штрихпунктиром обведен регулируемый разомкнутый по выходному параметру (по положению) электрогидравлический привод, под которым обычно понимают собственно гидропривод. Он включает усилитель У, электромеханический преобразователь ЭМП, гидроусилитель ГУ и гидродвигатель Д, а также может иметь внутренние обратные связи. Следящим является привод, замкнутый по регулируемому выходному параметру, который включает помимо регулируемого привода также сравнивающее устройство СУ и средства обратной связи ОС по регулируемому параметру (в рассмотренном примере по положению двигателя Д или рабочего органа РО). На схеме следящий привод обведен штриховой линией.
 |
Рис. 9. Структурная схема гидравлического следящего привода с числовым программным управлением
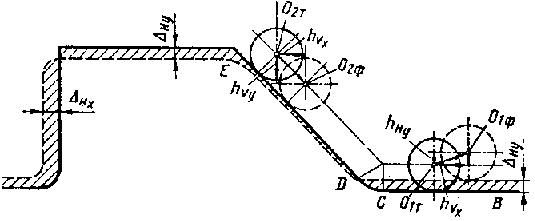 |
Рис. 10. Отличие профиля изделия от теоретического контура при обработке на станке с ЧПУ
Произведенный анализ показывает, что рассмотренные выше положения относительно образования погрешности воспроизведения, нечувствительности и устойчивости гидравлического следящего привода с копировальным управлением, действительны также для привода с числовым программным управлением. В последнем случае погрешность воспроизведения определяется отличием детали от теоретического контура, определенного числовой программой, а не от профиля шаблона.
Отличительной особенностью приводов с числовым программным управлением является то, что задающее и следящее перемещения (скорости) сосредоточены у них в каждой координате, в то время, как в однокоординатных приводах с копировальным управлением эти перемещения разнесены на две различные координаты: задающую и следящую (рис. I и 4). В результате картина распределения погрешностей на изделии относительно теоретического контура при числовом программном управлении будет отличаться от показанной на рис. 2.
Действительно, при обработке участка ВС контура (рис. 10) центр фрезы по вертикальной координате у может смещаться от теоретического положения О1т, заданного числовой программой, на величину hнyнечувствительности привода по координате у, а по продольной координате х — на величину hυx скоростной (точнее — суммарной: скоростной и нагрузочной) погрешности привода по координате х. В результате центр фрезы будет фактически располагаться в точке О1ф, а на детали останется припуск величиной  нечувствительности привода по координате у. При обработке наклонного участка DE контура центр фрезы по координате у может смещаться от теоретического положения О2т на величину hυу, скоростной погрешности привода У и по координате х — на величину hυx скоростной погрешности привода X. В результате фактическое положение центра фрезы будет в точке О2ф. Если приводы по координатам х и X выбраны таким образом, что при равных скоростях погрешности у них также равны, причем размер погрешности изменяется пропорционально величине скорости, то смещение центра фрезы О2ф будет направлено по касательной к обрабатываемой поверхности и контур детали будет точно совпадать с теоретическим контуром. Таким образом, в результате существования погрешности воспроизведения в приводах пропорционального управления фактическое положение инструмента будет как бы отставать от теоретического, задаваемого числовой программой, смещаясь приблизительно по касательной к контуру в теоретически обрабатываемой точке, а погрешность обработки будет тем больше, чем меньше радиус контура и больше несоответствие между погрешностью и скоростью приводов по координатам, участвующим в обработке детали.
нечувствительности привода по координате у. При обработке наклонного участка DE контура центр фрезы по координате у может смещаться от теоретического положения О2т на величину hυу, скоростной погрешности привода У и по координате х — на величину hυx скоростной погрешности привода X. В результате фактическое положение центра фрезы будет в точке О2ф. Если приводы по координатам х и X выбраны таким образом, что при равных скоростях погрешности у них также равны, причем размер погрешности изменяется пропорционально величине скорости, то смещение центра фрезы О2ф будет направлено по касательной к обрабатываемой поверхности и контур детали будет точно совпадать с теоретическим контуром. Таким образом, в результате существования погрешности воспроизведения в приводах пропорционального управления фактическое положение инструмента будет как бы отставать от теоретического, задаваемого числовой программой, смещаясь приблизительно по касательной к контуру в теоретически обрабатываемой точке, а погрешность обработки будет тем больше, чем меньше радиус контура и больше несоответствие между погрешностью и скоростью приводов по координатам, участвующим в обработке детали.
Общая картина отклонения контура детали от теоретического контура будет характеризоваться заштрихованным участком, показанным на рис. 10. Несмотря на возможные значительные величины погрешностей воспроизведения по каждой из координат, обработанная деталь может весьма близко совпадать с теоретическим контуром, заданным числовой программой.
Применительно к приводу с фазовой системой ЧПУ устанавливается следующая терминология.
Цена оборота фазы — величина перемещения в сантиметрах (миллиметрах) рабочего органа машины, соответствующая обороту фазы измерительного устройства в обратной связи привода по перемещению на угол 2π.
Количество импульсов в одном обороте фазы — количество импульсов унитарного кода системы ЧПУ, соответствующих обороту фазы измерительного устройства в обратной связи привода по перемещению на угол 2π.
Цена импульса — размер перемещения в см (мм) рабочего органа машины, соответствующий одному импульсу унитарного кода системы ЧПУ.
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!