Для изготовления соединения используется сталь конструкционная углеродистая обыкновенного качества Ст3сп.
Таблица 1.
| Марка:
| Ст3сп
|
| Классификация:
| Сталь конструкционная углеродистая обыкновенного качества
|
| Дополнение:
| По ГОСТ 27772-88 сталь Ст3сп5 соответствует стали для строительных конструкций С245; сталь Ст3сп соответствует стали С285
|
|
| Применение:
| Несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах, арматура класса Ат400С
|
| Зарубежные аналоги:
| Известны
|
Химический состав в % материала Ст3спГОСТ 380 – 2005
Таблица 2.
| C
| Si
| Mn
| Ni
| S
| P
| Cr
| N
| Cu
| As
|
| 0.14 - 0.22
| 0.15 - 0.3
| 0.4 - 0.65
| до 0.3
| до 0.05
| до 0.04
| до 0.3
| до 0.008
| до 0.3
| до 0.08
|
Технологические свойства материала Ст3сп.
Таблица 3.
| Свариваемость:
| без ограничений.
|
| Флокеночувствительность:
| не чувствительна.
|
| Склонность к отпускной хрупкости:
| не склонна.
|
Механические свойства при Т=20oС материала Ст3сп.
Таблица 4.
| Сортамент
| Размер
| Напр.
| sв
| sT
| d5
| y
| KCU
| Термообр.
|
| -
| мм
| -
| МПа
| МПа
| %
| %
| кДж / м2
| -
|
| Трубы, ГОСТ 8696-74
|
|
| 372
| 245
| 23
|
|
|
|
| Трубы, ГОСТ 10705-80
|
|
| 372
| 225
| 22
|
|
|
|
| Прокат, ГОСТ 535-2005
|
|
| 370-490
| 205-255
| 23-26
|
|
|
|
| Лист толстый, ГОСТ 14637-89
|
|
| 370-480
| 205-245
| 23-26
|
|
|
|
| Арматура, ГОСТ 5781-82
|
|
| 373
| 235
| 25
|
|
|
|
| Катанка, ГОСТ 30136-95
|
|
| 490-540
|
|
| 60
|
|
|
Физические свойства материала Ст3сп.
Таблица 5.
| T
| E 10- 5
| a 10 6
| l
| r
| C
| R 10 9
|
| Град
| МПа
| 1/Град
| Вт/(м·град)
| кг/м3
| Дж/(кг·град)
| Ом·м
|
| 20
|
|
|
| 7850
|
|
|
Обозначения:
| | Механические свойства:
|
| | sв
| - Предел кратковременной прочности, [МПа]
|
| | sT
| - Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
|
| | d5
| - Относительное удлинение при разрыве, [ % ]
|
| | y
| - Относительное сужение, [ % ]
|
| | |
KCU
- Ударная вязкость, [ кДж / м2]
| | | HB
| - Твердость по Бринеллю, [МПа]
|
| | Физические свойства:
|
| | T
| - Температура, при которой получены данные свойства, [Град]
|
| | E
| - Модуль упругости первого рода, [МПа]
|
| | a
| - Коэффициент температурного (линейного) расширения (диапазон 20o - T), [1/Град]
|
| | l
| - Коэффициент теплопроводности (теплоемкость материала), [Вт/(м·град)]
|
| | r
| - Плотность материала, [кг/м3]
|
| | C
| - Удельная теплоемкость материала (диапазон 20o - T), [Дж/(кг·град)]
|
| | R
| - Удельное электросопротивление, [Ом·м]
|
|
Свариваемость:
|
|
Без ограничений
| - сварка производится без подогрева и без последующей термообработки
|
|
Ограниченно свариваемая
| - сварка возможна при подогреве до 100-120 град. и последующей термообработке
|
|
|
|
| | | | | | |
Выбор способа сварки.
Ручная сварка штучными электродами отличается тем, что требует относительно небольших вложений и может применяться в любой области. Эта технология может быть использована для сваривания большого количества материалов и гарантирует высокое качество сварных швов. Однако, в последнее время, в первую очередь по экономическим причинам, ее стали вытеснять другие технологии, которые предоставляют возможности механизации. В данной работе я рассмотрю особенности этой технологии. Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита не используется, любая защита от воздействия атмосферы исходит от самого электрода. Таким образом, электрод является еще и сварочной присадкой. В покрытие входят шлак и (или) защитный газ, которые помимо всего прочего защищают каплю и сварочную ванну от содержащихся в атмосфере кислорода, азота и водорода.
Выбор сварочных материалов.
Электроды, применяемые, для сварки и наплавки классифицируются по значению (для сварки стали, чугуна, цветных металлов и для наплавочных работ). Технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением) виду и толщине покрытия химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовка, окунание).
Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов.
Электроды изготавливаются по ГОСТ 9966-75 и подразделяются:
– для сварки углеродистых и низколегированных сталей – У
– для сварки легированных сталей – Л
– для сварки легированных теплоустойчивых сталей – Т
– для сварки высоколегированных сталей с особыми свойствами – В
– для наплавки поверхностных слоев – Н
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4.
По виду покрытия электроды подразделяются:
– с кислым покрытием – А
– с основным – Б
– с целлюлозным – Ц
– с рутиловым – Р
– смешанное – двумя
– с прочими покрытиями – П.
В зависимости от пространственного положения сварки электроды подразделяются:
1 – для сварки во всех пространственных положениях;
2 – для сварки во всех положениях кроме вертикального сверху в низ;
3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – для нижнего и в лодочку.
Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода.
М –тонкое покрытие; С –среднее; Д – толстое; Г – особо толстое.
| Э46А – УОНИИ13/45-3,0-УД2
Е43 2 (5) – Б1 О
| ГОСТ9466
(ГОСТ9467)
|
Э – электрод для дуговой сварки.
46 – [ σВ ]временное сопротивление разрыву (минимальное значение), кг/мм2.
А – улучшенный тип электродов.
У – для сварки углеродистых сталей.
Д – толщина покрытия.
2 – вторая группа по содержанию S и P.
В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла.
Б – основной тип покрытия.
1 – пространственное положение (для всех).
О – постоянный ток обратной полярности.
Е – для сварки углеродистых и низколегирующих сталей.
432 – σВ=43 кг/мм2, δ% - относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5.
Подготовка металла под сварку.
При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Основной метали и присадочный материал перед сваркой должен быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических включений. На месте указанных загрязнений приводит к образованию в сварных швах пар, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Подготовка кромок под сварку
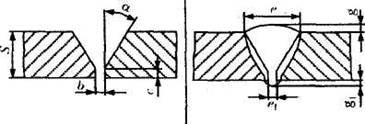
Рисунок 3. Подготовка кромок под сварку.
К элементам геометрической формы подготовке кромок под сварку относятся угол разделки кромок α, притупление кромок – С, зазор между стыкуемыми кромками – b, угол разделки кромок выполняется при толщине металла > 4мм.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения. Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения.
Притупление выполняется для обеспечения устойчивого ведения сечения процесса сварки при выполнении корневого шва.
Смещение кромок (δ) создает дополнительные деформации и напряжения.
Длина прихватки должна составлять (2÷10)×S, но не более 100мм, а расстояние между ними (10÷40)×S, но не более 500мм. Для разнотолщинных металлов длина (1÷5)×S, но не более 50мм, рост не более 250мм.





